















































Остаточне посібник про CNC-пробивні баштові преси0
У цьому Основному Розказі про Cnc баштовий пробивний прес , я з радістю поділюсь своїми уявами та експертизою щодо цього важливого пристрою. Незалежно від того, чи ви новачок у світі CNC обробки, чи шукаєте покращити поточні процеси, цей розказ надаватиме вам комплексні знання про найкращі практики, методики оптимізації та стратегії програмування. Від основних принципів функціонування до порад щодо максимального підвищення ефективності, моя мета полягає у наданні комплексного розуміння, яке допоможе вам приймати обґрунтовані рішення. Приєднуйтесь до мене, доки ми глибоко розглянемо особливості, переваги та найкращі практики ефективного використання CNC turret punch presses.
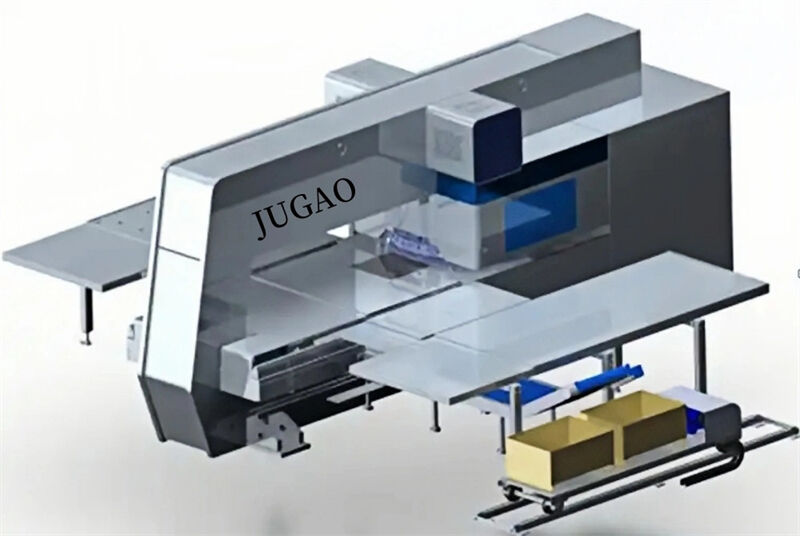
CNC turret punch є однією з головних категорій CNC прокол , англійська назва ( Cnc баштовий пробивний прес скорочено NCT. Числове керування баштовим пресом (NCT) інтегрує машину, електрику, рідину та газ. Це пристрій для обробки натиском, який використовується для пробивання, міцного формування та формування на пластині за допомогою баштової матриці.
Суміст
Особливості
Числовий баштовий прес (NCT) складається з комп'ютерної системи керування, механічної або гідравлічної силової системи, сервоприводного механізму підачі, бібліотеки інструментів, системи вибору інструментів, периферійної програмної системи тощо.
Числовий баштовий прес (NCT) використовує програму обробки, скомпільовану програмним забезпеченням (або вручну). Сервоприводний механізм підачі відправляє лист до позиції обробки. При цьому система вибору інструментів вибирає відповідний інструмент з бібліотеки, а гідравлічна силова система за програмою автоматично виконує обробку деталі.
Класифікація
Числове керування туретним проколювачем (NCT) поділяється на повністю електричний сервоприводний CNC туретний проколювач, механічний CNC туретний проколювач (туретний проколювач з відцентровою системою CNC) та гідроавтоматичний CNC туретний проколювач.
Серед них, повністю електричний сервоприводний CNC туретний проколювач є новим типом туретного проколювача. Устройство використовує технологію безпосереднього приводу від сервомотора, захищаючи переваги простоти, зрілості та надійності механічної головної приводової структури. При цьому він має кращі характеристики, ніж гідроавтоматичний головний привід. Він має значні особливості та потужні функції. Устройство оснащене повністю електричним сервоприводним інтелектуальним проколювачем, який може виконувати різні процеси, такі як проколювання, формування, гинення та гравюрування.
Механічні туретні проколювачі широко використовуються завдяки їх довгостроковій стабільності, тривалості життя та нижчій ціні у порівнянні з повністю електричним сервоприводним CNC туретним проколювачем; проте вони значно відстають за продуктивністю та функціоналом.
Гіdraulic вежові штампувальні преси поступово втрачають популярність через необхідність використання споживчого гіdraulic油 та їх непридатність для роботи в високотемпературних середовищах.

Вісь руху
Вісь X: сервоприводна вісь, яка переміщує деталь у напрямку, перпендикулярному до довжини ложа.
Вісь Y: сервоприводна вісь, яка переміщує деталь у напрямку, паралельному до довжини ложа.
Вісь A: обертаючий магазин інструментів типу вежа вибирає ось обертання форми.
Вісь C: обертаюча вісь для автоматичного індексування форми, яка може обертати форму під будь-яким кутом.
Методи обробки
1. Одиночне штампування: завершене штампування за один прохід, включаючи лінійне розподілення, дуговидне розподілення, обводження кола та сітчасте штампування.
2. Послідовне штампування у тому самому напрямку: використовуючи прямокутні форми для часткової накладки методу обробки, можна обробляти довгі отвори та обрізати края.
3. Багатонапрямкове неперервне пробивання: метод обробки, при якому використовуються малі форми для обробки великих отворів.
4. Клеймо: Використання малого круглого інструмента для неперервного пробивання дуги малими кроками.
5. Однократне утворювання: метод обробки, при якому формування відбувається одним шляхом за допомогою форми.
6. Неперервне утворювання: методи формування, які перевищують розміри форми, такі як великі жалюзі, прокатні ребра та прокатні сходинки.
7. Масивне формування: обробка багатьох однакових або різних деталей на великій дошці.

Станція обробки
Зазвичай клеймо башенки класифікується за діаметром отворів, які воно може обробляти, що спрощує вибір інструменту. Вони зазвичай поділені на п'ять градацій: A, B, C, D та E.
Градація A (1/2 дюйма) станція: Діапазон обробки від Φ1.5 до Φ12.7 міліметрів
Градація B (1-1/2 дюйма) станція: Діапазон обробки менше Φ31.7 міліметрів
Градація C (2 дюйми) станція: Діапазон обробки менше Φ50.8 міліметрів
Клас D (3-1/2 дюйма) станція: Зонa обробки менше Φ88.9 міліметрів
Клас E (4-1/2 дюйма) станція: Зона обробки менше Φ114.3 міліметрів
Як правило, коли необхідно змінити випадкову конфігурацію, виконуються такі перетворення: 1D = 8A = 4B = B + C.

Галузь застосування
Наші продукти знаходять широке застосування у промисловості холодної штампування, включаючи електроенергетичне обладнання, корпуси шасі, декоративні фасади, побутову техніку, промисловість ліфтів, виробництво вогнезахисних дверей, кондиціонери, кухонну техніку, офісне обладнання, металеву мебель, медичне обладнання та світильники, серед іншого. Метод одиночного пробивання та метод послідовного пробивання використовуються для виготовлення отворів та деталей різних форм та розмірів, що особливо підходить для пробивання середньої та маленької партії або окремих пластин.

Про Гэри Олсона
Як присвячений автор та редактор для JUGAO CNC, я спеціалізуюся на створенні цікавого та практичного контенту, заспокійченого під потреби металообробної галузі. Маючи багато років досвіду у технічному письмі, я зосереджуюся на написанні детальних статей та навчальних матеріалів, які допомагають виробникам, інженерам та професіоналам бути в курсі останніх інновацій у галузі обробки листового метала, включаючи CNC гідравлічні штампи, гідравлічні преси, машини для розрізання та інші.

