















































Ознаки відмінності 3-валкового гірчаку від 4-валкового гірчаку
Протягом всього періоду моєї діяльності з роботою на машині для гинання листів, я часто зустрічав обговорення щодо порівняння між машинами для гинання листів з 3 валами та машинами з 4 валами. Кожна варіанта має свої особливості та призначені для різних завдань у сфері металообработки. Важливо зрозуміти різницю між машиною для гинання з 3 валами та з 4 валами, щоб забезпечити вибір відповідного обладнання для певних проектів. З часом я отримав повне розуміння їхнього принципу роботи, показників ефективності та якості гинів, які вони дають. У цій розмові я поясню і ці різниці, щоб допомогти приймати обґрунтовані рішення щодо ваших потреб у гинанні листів.
Гірна машина для гнути плітв — це вид ковальського обладнання, яке згинає неплатинові плітки у конічні, сферичні, циліндричні або інші геометричні форми. Ця обладнання широко використовується при виготовленні продукції, котлів, парових систем, хімічних промисловостей, неплатинових конструкцій та механічного будування, серед інших галузей. Різноманіття намотувальних машин пояснюється їхньою різноманітною застосовностю у різних галузях.
Намотувальні машини класифікуються за кількістю валів, що призводить до класифікації на типи з 3-ма та 4-ма валами. Популярна помилка полягає в тому, що основна різниця між ними полягає лише у додатковому валу у чотиривалковій машині. Як наслідок, деякі осіб, коли здійснюють покупку, помилково вважають, що чотиривалкова машина краща через додатковий вал. Проте ця перспектива є помилковою, оскільки ці дві машини мають значні різниці.
Ознаки відмінності 3-валкових та 4-валкових машин для гинання пластин
Структурна естетика
Трьохвалкова гинна машина укомплектована трьома валками, тоді як чотирьохвалкова машина має чотири. За цим фундаментальним розрізням, тривалкова машина має більш просту і утилітарну зовнішність. Навпаки, чотирьохвалкова машина, що використовує гідроавтоматичні CNC технології, виглядає більш вишуканою та елегантною. Увага до деталей у її дизайні не тільки покращує точність обробки, але й сприяє кращому користувачевському досвіду.


Структура машини
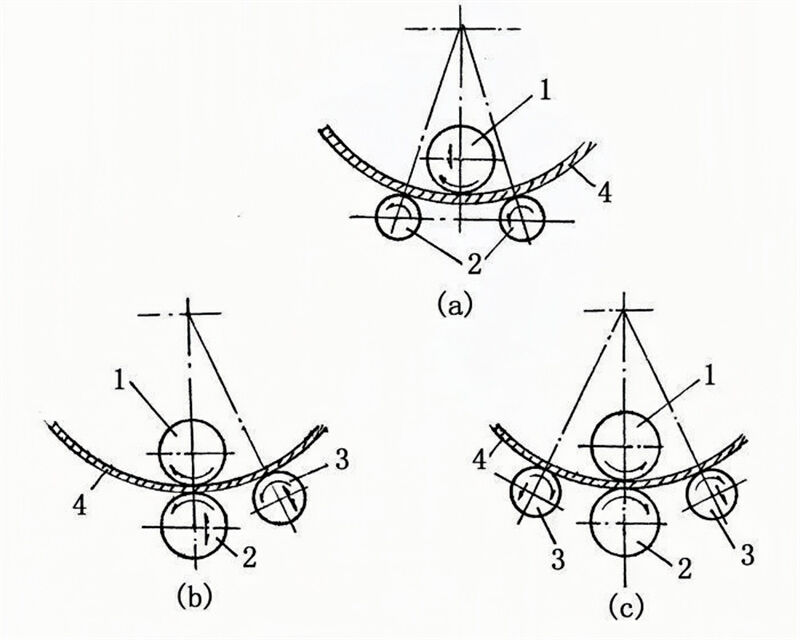
Механічний трьохвалковий загиняльний станок поділяється на два типи: симетричний трьохвалковий загиняльний станок та асиметричний трьохвалковий загиняльний станок. У симетричному трьохвалковому загиняльному станку один валок розташовується зверху, а решта двох валків симетрично вирівнюються знизу. Навпаки, у асиметричному трьохвалковому загиняльному станку є асиметрична диспозиція, де з одного боку знаходяться два валки, а з іншого боку — один валок.
Відмінність від чотирироликового прокатного станка полягає у головному приводному механізмі, який з'єднаний з верхніми валами через редуктор і крістальний купляж, щоб забезпечити момент для прокатування пластини. Нижні вали спроектовані для вертикального руху і з'єднані через червоний редуктор (або конусно- зубчастий механізм), щоб полегшити зачеплення пластини, що дозволяє механічну передачу. Крім того, бокові вали розташовані по обидва боки нижніх валів і можуть рухатися під кутом вздовж рейки, приводжені червоним черв'яком (або конусно-зубчастим механізмом). Чотирироликовий прокатний стан має два вали зверху та два знизу, при цьому всі чотири робочі вали оснащені динамічними підшипниками.
Проте, відмінність у кількості валів призводить до різних механізмів кроків між трироликовими та чотирироликовими прокатними машинами.
Тип обробки
Трьохвалковий прес для гібки пластин здатний виробляти циліндричні та закривлені металеві пластини. Його робота передбачає вертикальне рухання двох нижніх валків, які розташовані центрально і симетрично. Це вертикальне рухання реалізується за допомогою вісі та червонця. Обертання нижніх валків забезпечується мотором, а крутячий момент передається загнутій пластині через зусилля вихідної зубчастки редуктора з зубчасткою нижнього валка. Края пластин потребують попереднього гібу, що можна здійснити за допомогою додаткового обладнання.
Чотиривалковий прес для гібки пластин призначений для гібу та формування металевих пластин. Він здатний виробляти циліндричні, закривлені та конічні деталі у визначеному діапазоні розмірів. Цей агрегат також має функцію попереднього гібу країв пластин, що призводить до мінімальних залишкових прямих країв, і може наближено вирівнювати металеві пластини.

Ступінь автоматизації
Трьохвалковий валкувальний станок має систему керування на основі кнопок, тоді як чотиривалковий валкувальний станок оснащений екраном з дотиковим управлінням та системою ЧПУ, що дозволяє виконувати програмовані операції. Цифрове керування сприяє процесу формування одного валка, із можливістю визualного введення через екран з дотиковим керуванням, редагування етапів роботи та зберігання до 500 наборів даних. Електронна система балансування, інтегрована з EPS, забезпечує паралельне рухомість валків з точністю до 0,15 мм. Система підтримує взаємодію між людиною та машиною, самодіагностику виявлення несправностей та інтелектуальне виявлення помилок у процесі експлуатації. Бубоноподібні валки мають відмінну круглість та високу прямучість. Усі рухи реалізуються за допомогою гідроприводу.
Катки спроектовані для руху по прямолінійних шляхах всередині направляючих рейок, що дозволяє зменшити відстань між центрами двох сторін катків для досягнення точності катання. Міцна рама, яка є товстою і здатною приймати середні та великі катки, піддається виготовленню як один блок для вилучення напружень і запобігання деформації. Катки виготовляються як один елемент, піддаються процесу закалювання і сумісні як з ручним, так і з автоматичним режимом операцій.


Спосіб розгрузки
Три катки потребують ручного демонтажу, необхідного для видалення обробленого деталевого матеріалу. Навпаки, чотири катки укомплектовані кнопками керування, що забезпечує простий і швидкий процес демонтажу, який значно швидше, ніж у трьох катків.

Форма руху катків
Трьохвалковий асиметричний прес для гінцявання пластин має верхній валок, який виступає як головний приводовий механізм. Нижній валок може рухатися вертикально для фіксації пластини і взаємодіє з зубчастим колом верхнього валка для забезпечення основної приводової функції. Бічний валок призначенний для наклонних та підйомних дій, що забезпечує як предварительне гинцяування, так і закруглення. У супоріднення, у трьохвалковому симетричному пресі для гінцявання пластин верхні валки розташовані симетрично над двома нижніми валками, які виконують вертикальні підйомні рухи за допомогою швидкісного механізму і головного червоного приводу. Два нижні валки відповідають за обертальний рух, який забезпечується завданням зубчастого кола редуктора, що взаємодіє з зубчастим колом нижнього валка для створення необхідного крутильного моменту для гінцявання пластин.
Обидва типи працюють за принципом триточкового фіксованого кола, що дозволяє працювати з рулонними системами з різними радіусами. Незважаючи на це, чотирьороликовий апарат для гінки пластин має кращі можливості для попереднього гинання прямих країв та досягнення більш точного відтворення кругового профілю у порівнянні з своїм трироликовим аналогом.
Режим потужності
Більшість трироликовых гінучих машин є механічної природи; однак, існують також гідроавтоматичні гінучі машини. Варто зауважити, що всі чотирьороликові гінучі машини є гідроавтоматичного типу. Механічна симетрична трироликова гінуча машина має конструкційний дизайн, де верхній ролик розташований симетрично між двома нижніми роликами. Цей верхній ролик виконує вертикальні підйомні рухи через конусне зубче передачу, яка приводиться у рух головним редуктором за допомогою одноступеневого зубча. Два нижні ролики здійснюють обертальний рух через зубчасте зʼєднання, що приводиться у рух головним редуктором, щоб забезпечити необхідний крутильний момент для гінки пластин.
Плоскі металеві пластини обробляються через три робочі валки — два нижні валки та один верхній валок, де верхній валок вправдує натиск зверху, а нижні валки обертаються. Ця дія піддає металеву пластину багатьом неперервним гнуттям, що призводить до постійної пластичної деформації і формування пластини у бажану циліндричну, конічну або інші вказані форми. Недоліком механічної тривалкової машини для гнуття пластин є те, що края пластини необхідно попередньо загнути додатковим обладнанням.
Гідроавтоматична тривалкова симетрична машина для гнуття пластин також має тривалкову симетричну структуру. У цьому проекті верхній валок розташований симетрично між двома нижніми валками і може виконувати вертикальні підйомні рухи за допомогою гідравлічного масла у гідравлічному циліндрі. Два нижні валки приводяться у рух і обертаються через останню зубчу передачу головного редуктора, що забезпечує момент для процесу гнуття.
Плоскі металеві пластини обробляються через три робочі валки — два нижні валки та один верхній валок, де верхній валок вправдує натиск зверху, а нижні валки обертаються. Ця дія піддає металеву пластину багатьом неперервним гнуттям, що призводить до постійної пластичної деформації і формування пластини у бажану циліндричну, конічну або іншу специфіковану форму. Недоліком гідравлічної тривалкової симетричної гнутькової машини є те, що края пластини необхідно попередньо гнути додатковим обладнанням. Цей тип машини особливо придатний для гнутька пластин товщини більше 50 мм. Конструкція великого гнутькового апарату включає додатковий ряд нерухомих валків на двох нижніх валках, що скорочує відстань між ними. Ця модифікація покращує точність отриманої заготовки та загальну ефективність машини.
Чотирироликовий прокатний станок є гіdraulicним типу, де верхній вал виступає як головний привод. Він передає момент на пластину через вихідне зубче колесо редуктора, яке зачеплене з зубчиком верхнього валу. Нижній вал може виконувати вертикальні підйомні рухи, приводимі в дію гіdraulicною маслом, що діє на пістон усередині гіdraulicного циліндра, для стискання пластини. Крім того, бочкові валки по обидві сторони нижнього валу спроектовані для наклонних рухів вздовж рейки, передаваних через шматочний черв'ячий привід. Перевага машини полягає в тому, що вона може виконувати попереднє загинання і закруглення кінців пластини на тій самій апарату.

Ефективність роботи
Ефективність машин для гінання пластин з трьома валами часто нижча через механічну природу обладнання та необхідність ручного втручання у різних процесах, що, у свою чергу, зменшує загальну продуктивність. Навпаки, машини для гінання з чотирма валами, оснащені гідросистемами та технологією ЧПУ (Комп'ютерне Числове Керування), викаzuують значно більшу ефективність обробки двигуном і, як наслідок, вищу загальну робочу ефективність. Швидкість випуску деталей з машин з чотирма валами також значно вища, ніж у їхнього тривалового аналога.
Точність обробки
Точність обробки у пресі для гінання з трьома валами, як правило, задовольняє потреби та може відповідати основним вимогам більшості виробничих підприємств; точність обробки у пресі для гінання з чотирма валами вища, що дозволяє виготовляти конуси та інші спеціалізовані форми деталей.


Порівняння цін
При порівнянні моделей видно, що вартість триролевої гідравлічної прес-гібача зазвичай менша, ніж вартість чотирьохролевої гідравлічної прес-гібача. Ця різниця появляється через те, що точність та ефективність триролевого гідравлічного прес-гібача загалом нижча за таку у чотирьохролевого гідравлічного прес-гібача. Якщо частота використання машини досить низька, а вимоги до точності деталі не строгі, то краще обрати більш доступний за ціною триролевий гідравлічний прес-гібач. Навпаки, якщо специфікації продукту передбачають вищу точність, то чотирьохролевий гідравлічний прес-гібач, незважаючи на більшу вартість, є більш економічно вигідним варіантом.

Валочні машини доступні в різноманітних моделях, кожна з яких має унікальний структурний склад та можливості продуктивності. Майбутні покупці валочних машин повинні зусилити старання зрозуміти розбіжності між цими моделями. Є важливою необхідністю уникати будь-яких помилкових уявлень під час процесу покупки. Невиконання цього може призвести до придбання машини, яка не задовольнять операційні потреби, заважаючи її оптимальному використанню та потенційно викликуючи багато проблем у робочому процесі.
Про Гэри Олсона
Як присвячений автор та редактор для JUGAO CNC, я спеціалізуюся на створенні цікавого та практичного контенту, заспокійченого під потреби металообробної галузі. Маючи багато років досвіду у технічному письмі, я зосереджуюся на написанні детальних статей та навчальних матеріалів, які допомагають виробникам, інженерам та професіоналам бути в курсі останніх інновацій у галузі обробки листового метала, включаючи CNC гідравлічні штампи, гідравлічні преси, машини для розрізання та інші.

