















































Безкоштовна ізометрична настройка пресової матриці

Безкоштовна регуляція рівної висоти (попередня регуляція висоти матриці)
Мета: Забезпечити, щоб верхня та нижня матриці мали одну й ту саму висоту у вільному стані, щоб уникнути помилок гнучення або пошкодження матриці, які виникають через нерівне діяння сили.
1. Підготовка
Вимкніть електропостачання пристрою, встановіть верхню та нижню матриці та передбачово зачепіть їх.

Приберіть олію або посторонні речовини з поверхні форми та переконайтесь, що контактна поверхня є рівною.
2. Ручна регуляція висоти
Видайте верхні форми зліва і справа.

Використовуйте мікрометр або лазерний детектор для вимірювання висоти ключових точок верхньої та нижньої форм (зазвичай чотири кути та центр).

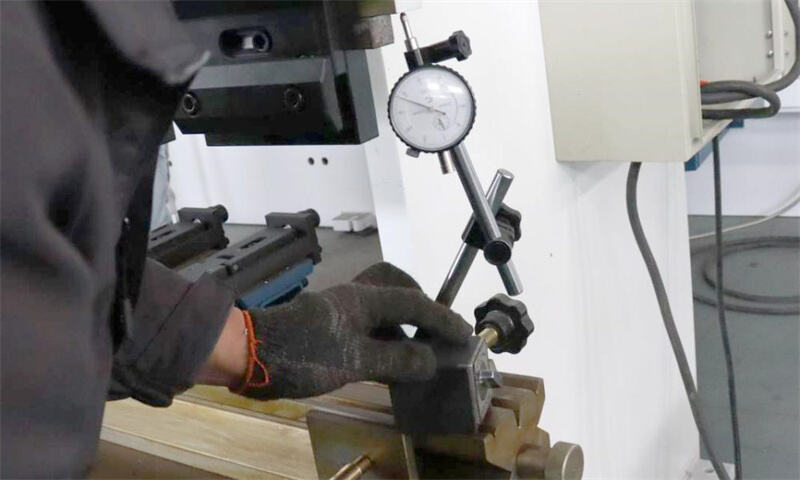
Завдяки ручній регуляції болтів (або прокладок) рівної висоти на основі форми, помилка висоти кожного вимірюваного пункту верхньої та нижньої форми ≤0.02мм.


Після затягування регулювального болта, перевірте ще раз, щоб уникнути відхилення, яке може бути спричинене розшаруванням.
3. Перевірте вільність та висоту
Ручно оберніть машину, щоб спостерігати, чи знаходяться верхній та нижній форми в рівnomірному контакті при закритті.
Використовуйте вимірювальний лист, щоб перевірити проміжок форми після закриття, щоб забезпечити відсутність локального перетиску або проміжків.

Осторожність
1. Безпечна експлуатація: Перед налаштуванням обов'язково вимкніть електропитання і носіть захисні рукавиці та очки.
2. Вибір інструментів: Найкраще використовувати вимірювальні інструменти високої точності (наприклад, мікрометри, лазерні детектори).
3. Покрокове перевірку: Кожен крок налаштування повинен бути перевірений пробним згинанням, щоб уникнути накопичуваних помилок.
4. Відмінності обладнання: Різні моделі гинучих машин можуть використовувати механічні/гіdraulic methods методи компенсації, які вимагають посилання на руководство до обладнання для налаштування.
За допомогою регулювання системи вищезазначених кроків можна значно поліпшити точність вигинання (помилка кута ≤ 0,5°) та термін служби форм, а також зменшити відходи матеріалів та втрати обладнання. У реальному експлуатації необхідно гнучко реагувати на основі досвіду, наприклад, для товстих пластинок або високопроможних матеріалів кількість компенсації тиску повинна бути відповідно збільшена.

