















































Особине три-ролерске и четири-ролерске рулације плоча
Tijekom svog mandata rada s mašinama za savijanje ploča, često sam susretao raspravama o usporedbi između mašina za savijanje ploča s 3 valjka i mašina za savijanje ploča s 4 valjka. Svaki od ovih tipova nudi posebne prednosti i prilagođen je različitim primjenama u području metalne obrade. Važno je shvatiti razlike između mašine za savijanje ploča s 3 valjka i mašine s 4 valjka kako bi se osiguralo odabir odgovarajućeg opremeza specifične projekte. Tijekom vremena, stekao sam kompletan pregled njihovih operativnih principa, mjera efikasnosti i kvaliteta savijanja koje proizvode. U ovom raspravi, detaljno ću opisati te razlike, što će pomoći u donošenju obrazbanih odluka za vaše potrebe savijanja ploča.
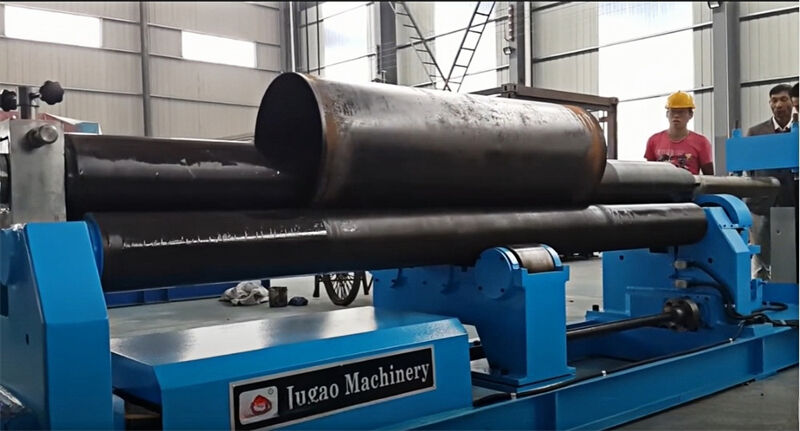
Mašina za savijanje ploča je vrsta mašinerije i opreme za štampovanje koja savija nekove metale ploče u konačne, sferne, cilindrične ili druge geometrijske oblike. Ova mašinerija se široko koristi u proizvodnji roba, kotlara, parnih sistema, hemijskih industrija, nekove metalne konstrukcije i mehaničkom inženjerstvu, medju drugim sektorima. Raznolikost savijalica je posledica njihovog različitog primena u različitim poljima.
Savijalice ploča su kategorisane na osnovu broja valjaka, što vodi do klasiifikacije u 3-valjkaste i 4-valjkaste tipove. Česta predrasuda jeste da je glavna razlika između dveju samo dodatni valjak kod četvorovaljkaste mašine. Kao posledica, neki ljudi, prilikom kupovine, pogrešno veruju da je četvorovaljkasta mašina bolja zbog dodatnog valjka. Međutim, ovaj pogled je grešan, jer ove dvije mašine imaju značajne razlike.
Разлике између карактеристика тробочих и четворобочих машин за загибање плоча
Структурна естетика
Тробочна машина за загибање располага трема валовима, докле четворобочна машина има четири. Изvan ове основне разлике, тробочна машина приказује једноставнији и коришћенији изглед. Насупрот tome, четворобочна машина, која укључује хидраuličku CNC технологију, нуди изразитију и elegantičniju појаву. Пажња на детаљe u дизaјну не само што poboljšava прецизност обраде, već i doprinosi boljem iskustvu korisника.


Struktura mašine
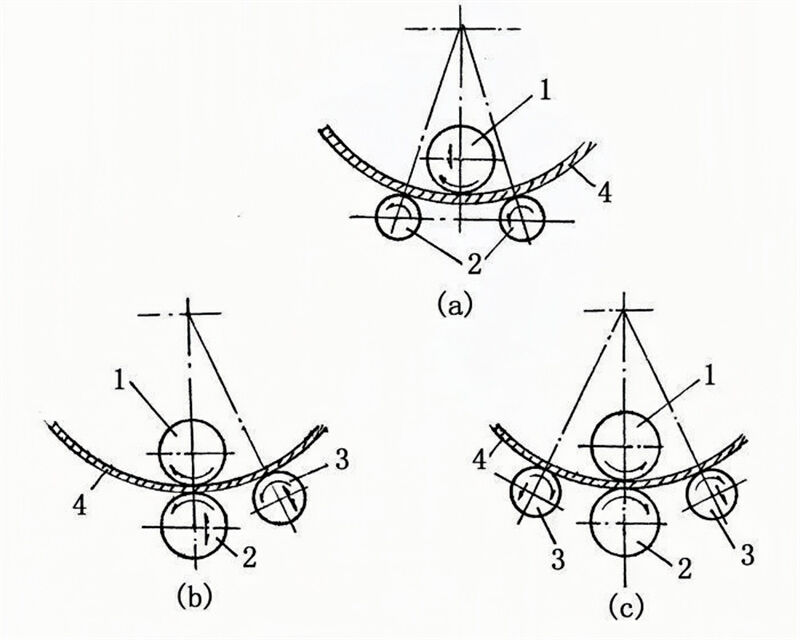
Mehanička mašina za vijanje sa tri valjka deli se na dva tipa: simetričnu mašinu za vijanje sa tri valjka i asimetričnu mašinu za vijanje sa tri valjka. U simetričnoj mašini za vijanje sa tri valjka, jedan valjak je pozicioniran iznad, dok su preostala dva valjka simetrično poravnata ispod. S druge strane, asimetrična mašina za vijanje sa tri valjka ima asimetričan raspored gde je s jedne strane dva valjka, a s druge strane jedan valjak.
Razlika u odnosu na mašinu za savijanje ploča sa četiri valjka leži u glavnom pogonskom mehanizmu, koji je povezan s gornjim valcima preko reductor i krstnog kliznog spoja kako bi pružao moment savijanja za ploču. Donji valci su dizajnirani za vertikalno kretanje i povezani preko reduktora i češlja (ili konusnog zuba) kako bi olakšali zaklapanje ploče, što omogućava mehaničku transmisiju. Pored toga, bočni valci su postavljeni po obe strane donjih valcova i mogu se kretnuti pod nagibom duž rešetkaste šine, pogonjeni nitastim češljem (ili konusnim zubom). Mašina za savijanje ploča sa četiri valjka ima dva valca na vrhu i dva ispod, pri čemu su svi četiri radna valca opremljeni dinamičkim ložima.
Međutim, razlika u broju valjaka dovodi do različitih korakova mehanizma između mašina za savijanje sa tri i četiri valjka.
Tip obrade
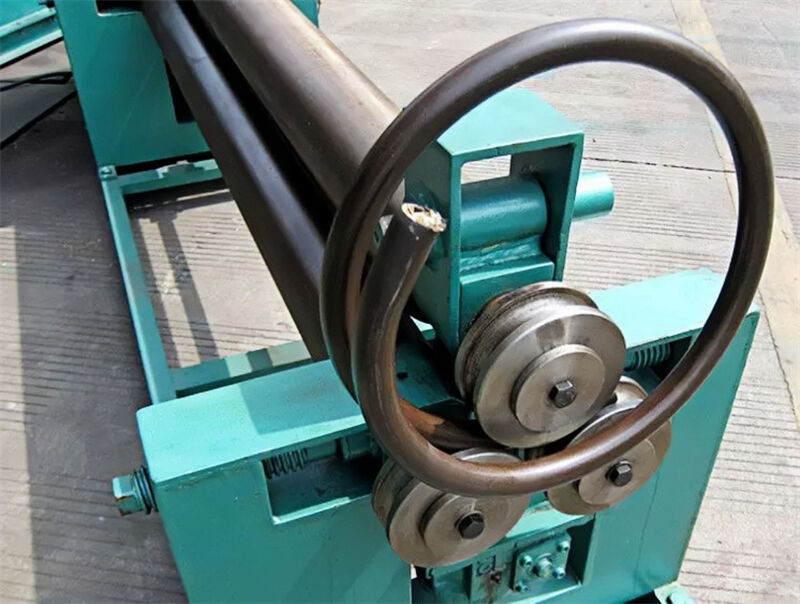
Mašina za savijanje ploča sa tri valjka može proizvoditi cilindrične i zakrivljene metalne ploče. Njen rad uključuje vertikalno pomjeranje dva donja valčića, koji su centralno i simetrično raspoređeni. Ovo vertikalno pomjeranje postiže se putem štoperke i mehurkasta mehanizma. Rotacija donjih valčića pogoničena je od strane motora, a moment prenosi se na savijanu ploču putem zubatog kotača prijenosne kutije koji se spoji sa zubatim kotičem donjeg valčića. Krajnje dijelovi ploča zahtijevaju pre-savijanje, što mogu omogućiti dodatna oprema.
Mašina za savijanje ploča sa četiri valjka je dizajnirana za savijanje i oblikovanje metalnih ploča. Može proizvoditi cilindrične, zakrivljene i konusne komponente unutar određenog dimenzionog raspona. Ova mašina takođe ima funkciju pre-savijanja krajeva ploča, što rezultira minimalnim ostaljkama ravnih rubova, a može približno izravnavati metalne ploče.

Stepen automatizacije
Mašina za valčanje sa tri valčeta ima sistem upravljanja sa dugmićima, dok je mašina za valčanje sa četiri valčeta opremljena dodirnim ekranom i CNC sistemom koji omogućava programabilne operacije. Digitalno upravljanje olakšava proces formiranja jednog valčeta, sa mogućnošću vizuelnog unosa putem dodirnog ekrana, uređivanja koraka rada i čuvanja do 500 skupova podataka. Elektronski sistem ravnoteže, integrisan sa EPS-om, osigurava da se kretanje valčeta održava paralelno unutar tolerancije od 0,15 mm. Sistem podržava interakciju između čoveka i mašine, samodiagnostiku pri detekciji grešaka i inteligentnu identifikaciju operativnih grešaka. Valčasti valčevi izlažu izuzetnu zaokruženost i visoku pravolinijsnost. Sva kretanja su hidraulički pogona.
Kotulići su dizajnirani da se kreću pravolinijski unutar vodilnih ravnih, omogućujući smanjenje centralne distance između dve strane kotulića kako bi se postigla precizna točnost kotanja. Robustan okvir, koji je debljini i sposoban da pruži prostor za srednje do velikih kotulića, je otpaljen kao jedinstvena jedinica kako bi se uklonilo napetosti i sprečilo deformaciju. Kotulići se proizvode kao jedan deo, podležu hardening procesu i kompatibilni su sa oba režima rada, ručnim i automatskim.


Način otpakivanja
Tri kotulića zahtevaju ručno otpakivanje, što zahteva ručno otpakivanje obradjene delatine. U suprotnosti, četiri kotulića su opremljena dugmićima za upravljanje, što olakšava brzo i efikasno otpakivanje, što je značajno brže od otpakivanja tri kotulića.

Oblik kretanja kotulića
Mašina za savijanje ploča sa tri valčića i asimetričnom raspoloženjem ima gornji valčić koji služi kao glavni pogonski mehanizam. Donji valčić može da se kreće vertikalno kako bi zaključio ploču, a spojen je sa gornjim valčićem preko zubačkog kolovratka kako bi omogućio glavnu pogonsku funkciju. Bočni valčić je namenjen nagibajućim i podizajućim radnjama, pružajući mogućnosti pre-savijanja i zaobljenja. U suprotnosti, mašina za savijanje ploča sa tri simetrično raspoređena valčića postavlja gornje valčiće simetrično iznad dva donja valčića, koja izvršavaju vertikalna pokretanja kroz škrpne i master šešavac pogonske mehanizme. Dva donja valčića odgovorna su za rotaciona pokretanja, pogona putem izlaznog zubačkog kolovratka reduktera koji se spoji sa zubačkom na donjem valčiću kako bi generisao neophodan moment za savijanje ploča.
Oba tipa rade na principu trotačkastog fiksiranog kruga, koji prilagođava valjane sisteme sa različitim poluprečnicima. Ipak, četvororolna mašina za valjanje ponudi bolje mogućnosti u pre-lomljenju ravnih ivica i postizanju preciznije kalibracije kružnog profila u poređenju sa svojim trorolnim protivnikom.
Režim napajanja
Većina trorolnih mašina za valjanje prirodnog karaktera je mehanička; međutim, postoje i hidrauličke mašine za valjanje. Važno je napomenuti da su sve četvororolne mašine za valjanje prirodnog karaktera hidrauličkog tipa. Mehanička simetrična trorolna mašina za valjanje raspoloživa je strukturnim dizajnom gde je gornji rolnički simetrično položen između dva donja rolnera. Ovaj gornji rolnik izvršava vertikalne podizanje kretanja putem štoperasta transmisija, pogona jednostage zube od glavnog reduktora. Dva donja rolnera se okreću kroz zubasti spoj, snagu dobijajući od glavnog reduktora, kako bi obezbedili neophodni moment za valjanje ploče.
Ploče od metalne folije se procesiraju kroz tri radna valjka—dva donja valjka i jedan gornji valjak—gdje gornji valjak izvodi pritisak prema dolje, a donji valjci se rotiraju. Ova akcija podmetne metalnu ploču više neprekinutih savijanja, što rezultira trajnom plastičnoj deformaciji i oblikovanju ploče u željenu cilindričnu, konusnu ili neku drugu specificiranu formu. Mane postupka mehaničkog trovaljkastog uređaja za savijanje ploča jeste da rubovi ploče zahtevaju prethodno savijanje dodatnim opremom.
Hidraulički simetrični trovaljkasti uređaj za savijanje ploča takođe koristi strukturu sa tri simetrična valjka. U ovom dizajnu, gornji valjak je smješten simetrično između dva donja valjka i može se kretnuti vertikalno uzgora putem djelovanja hidrauličkog ulja unutar hidrauličkog cilindra. Dva donja valjka su pogona da se rotiraju preko zube na glavnom reduktor-u, čime se pruža moment za proces savijanja.
Ploče od metalne folije se obrade putem tri radna valjka—dva donja valjka i jedan gornji valjak—gdje gornji valjak izvodi pritisak prema dolje, a donji valjci se rotiraju. Ova akcija podvrgava metalnu ploču više neprekidnih savijanja, što rezultira trajnom plastičnoj deformaciji i oblikovanju ploče u željene cilindrične, konusne ili druge specificirane oblike. Mane hidskog simetričnog valjka sa tri valjka jeste da rubovi ploče zahtevaju prethodno savijanje dodatnim opremom. Ovaj tip mašine je posebno prikladan za valjanje ploča debljine preko 50 mm. Dizajn velikog mašinskog valjka uključuje dodatni red fiksiranih valjaka na dva donja valjka, što skrati rastojanje između njih. Ova modifikacija poboljšava tačnost valjenog delića i ukupnu performansu mašine.
Četverorolna mašina za savijanje ploča je hidrauličkog tipa, pri čemu gornji rol služi kao glavni pogon. On pruža moment ploči putem izlaznog zuba reduktora koji se spojiva sa zubom gornjeg rola. Donji rol je sposoban vertikalnim pokretima dizanja, pogonom koji ga vodi hidrauličko ulje djelujući na pistu unutar hidrauličkog cilindra, za špicavanje ploče. Pored toga, bočni rolovi s obe strane donjeg rola su dizajnirani za klonjenje pokrete duž rešetkaste railinge, prenosom koji se vrši putem nišanske master šeste. Prednost mašine leži u mogućnosti da obavi pre savijanje i zaokruživanje krajeva ploče na istom uređaju.

Ефикасност рада
Efikasnost mašina za savijanje ploča sa tri vala često je niža zbog mehaničke prirode opreme i potrebe za ručnim uključivanjem u razne procese, što posledično smanjuje ukupnu produktivnost. U suprotnosti, mašine za savijanje sa četiri vala, opremljene hidrauličkim sistemima i CNC (Computer Numerical Control) tehnologijom, izražavaju značajno veću efikasnost motor obrade i, proširenim, bolju ukupnu radnu efikasnost. Stopa izlaza radnih delova iz mašina sa četiri vala takođe je znatno veća nego od njihovih protivnika sa tri vala.
Tačnost obrade
Preciznost obrade mašine za savijanje sa tri vala je opšte zadovoljavajuća i sposobna da ispunjava osnovne zahteve većine proizvodnih objekata; preciznost obrade mašine za savijanje sa četiri vala je bolja, omogućujući proizvodnju kugli i drugih posebnih oblika radnih delova.


Упоређење цена
Kada se porede modele, jasno je da je cena trokotnog valjka opčenito niža od cene četverokotnog valjka. Ova razlika izvodi se iz činjenice da su preciznost i učinkovitost trokotnog valjka obično manje dobre od one četverokotnog valjka. Ako je frekvencija korišćenja mašine relativno niska i ako zahtevi na preciznost radnog dela nisu strogi, može biti savetljivo izabrati jeftiniji trokotni valjak. S druge strane, ako proizvodne specifikacije zahtevaju viši stepen preciznosti, četverokotni valjak, uz sve što je skuplji, predstavlja ekonomičnije rešenje.

Valjanske mašine su dostupne u različitim modelima, svaki sa specifičnom strukturnom sastavom i performansama. Potencijalni kupci valjanskih mašina bi trebali da se trude da razumeju razlike među ovim modelima. Važno je izbeći bilo kakve prethodne neispravnosti tijekom procesa nabave. Ako se to ne uradi, može doći do nabave mašine koja ne zadovoljava operativne zahteve, čime se sprečava njena optimalna upotreba i moguće je da nastane mnogo komplikacija u radnom procesu.
O Garyju Olsonu
Kao posvećeni autor i urednik za JUGAO CNC, specijalizujem se na pružanje uvidnih i praktičnih sadržaja prilagođenih metaloobradnoj industriji. Sa godinama iskustva u tehničkom pisanju, fokusiram se na pružanje detaljnih članaka i vodiča koji pomagaju proizvođačima, inženjerima i profesionalcima da ostaju informisani o najnovijim inovacijama u obradi listne metale, uključujući CNC štampačke mašine, hidrauličke pritiskalice, mašine za režanje i druge.

