















































Besplatan izometrijski prilagodba štampačkog šablon za litu

Slobodna jednakost visine prilagođavanja (pre-prilagođavanje visine štampa)
Cilj: Da se osigura da su gornja i donja štampanja iste visine u slobodnom stanju, kako bi se izbegle greške savijanja ili oštećenje štampa uzrokovane nejednakošću snage.
1. Припрема
Isključite struju na opremi, instalirajte gornju i donju štampu i privremeno ih zaključite.

Očistite ulje ili strane materije sa površine štampa i osigurajte da je kontaktna površina ravna.
2. Ručna regulacija visine
Skinite gornje štampe s leve i desne strane.

Koristite mikrometar ili laser detector za merenje visine ključnih tačaka gornje i donje štampe (obično četiri ugla i sredina).

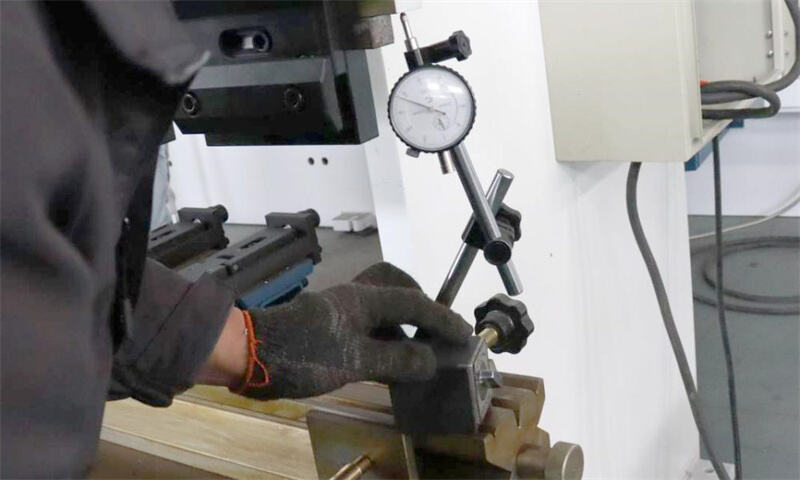
Ručnim regulisanjem jednake visine bocica (ili prašnjaka) na bazi štampe, greška u visini svakog merene tačke gornje i donje štampe je ≤0.02mm.


Nakon užimanja regulacione šipke, ponovo testirajte kako biste sprevili odstupanje uzrokovano otpuštanjem.
3. Proverite slobodnost i visinu
Ručno rotirajte mašinu da biste promatrali da li su gornji i donji štampovi ravnomerno u dodiru prilikom zatvaranja.
Koristite cilindričnu šesterećicu za proveru razmaka štampe nakon zatvaranja kako biste osigurali da ne postoji lokalno prekomerno zatezanje ili razmaci.

Prepazljivosti
1. Sigurnosni rad: Pre nego što uradite podešavanje, sigurno isključite struju i nosite zaštitne rukavice i ochrane za oči.
2. Izbor alata: Preferiraju se alati sa visokom preciznošću (kao što su mikrometri, laser detektori).
3. Korak po koraku potvrđivanje: Svaki korak prilagođavanja mora biti potvrđen probnim savijanjem kako bi se izbegle kumulativne greške.
4. Razlike u opremi: Različiti modeli savijalaca mogu koristiti mehaničke/hidrauličke metode kompensacije, što zahteva upotrebu priručnika opreme za prilagođavanje.
Putem sistemskog podešavanja navedenih koraka, može se značajno poboljšati tačnost savijanja (greška ugla ≤ 0.5°) i životni vek štampa, kao i smanjiti otpad materijala i gubitke opreme. U praksi je potrebno fleksibilno reagovati na osnovu iskustva, na primer, kod debljih ploča ili materijala visoke čvrstoće, potreban je odgovarajući povećanje kompensacije pritiska.

