















































Últimatný sprievodca po CNC věžových perforáciích0
V tejto Últimate Príručke k Cnc rotáčna perforácia , s radosťou zdieľam svoje poznatky a odborné znalosti o tejto nevyhnutnej kusku vybavenia. Či už ste nováčikom v svete CNC obrábania alebo hľadáte zlepšenie svojich aktuálnych procesov, táto príručka vás osvojí sústrednými poznatkami o najlepších postupoch, optimalizácii techník a programovacích stratégiách. Od základných princípov funkcie po tipy na maximalizáciu efektívnosti mám za cieľ poskytnúť kompletné porozumenie, ktoré vám pomôže pripravovať informované rozhodnutia. Pridajte sa ku mně, kým sa ponoříme do vlastností, výhod a najlepších postupov pre účinné používanie CNC věžových úderových štipov.
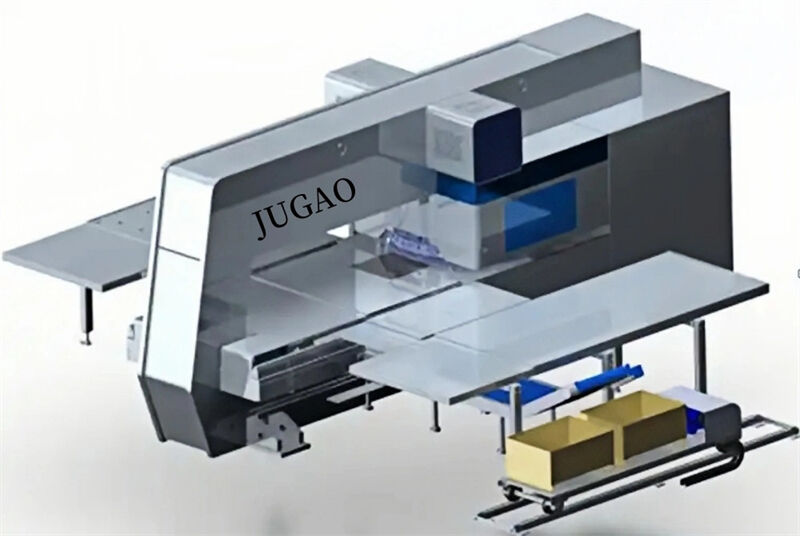
CNC věžový úderový štip je jednou z hlavných kategórií CNC vyražovanie , anglický názov ( Cnc rotáčna perforácia ), zkratka NCT. Číselne riadená věžová perforácia (NCT) integruje stroj, elektroenergiu, kapalinu a plyn. Je to tlačná spracovacia technológia na perforáciu a ploché štampovanie a formovanie na plechu pomocou věžovej perforačnej matice.
Obsah
Vlastnosti
Číselne riadená věžová perforácia (NCT) sa skladá z počítačovej riadiacej sústavy, mechanického alebo hydraulického sílneho systému, servomechanizmu na krmenie, knižnice nástrojov, systému na výber nástrojov, okrajového programovacieho systému atď.
Číselne riadená věžová perforácia (NCT) je vybavená spracovacím programom, ktorý je skompilovaný pomocou programovacieho softvéru (alebo manuálne). Servomechanizmus na krmenie presunie plech na spracovávanú pozíciu. Zároveň systém na výber nástrojov vyberie príslušnú maticu zo knižnice nástrojov a hydraulický sílny systém podľa programu automaticky dokončí spracovanie výrobku.
Klasifikácia
Číselne riadená věžová perforácia (NCT) sa delí na úplne elektrickú servovypinovú číselne riadenú věžovú perforáciu, mechanickú číselne riadenú věžovú perforáciu (perforácia s kôľom) a hydraulickú číselne riadenú věžovú perforáciu.
Medzi nimi je úplne elektrická servovypinová číselne riadená věžová perforácia novým typom věžovej perforácie. Zariadenie používa technológiu priameho pohonu servomotorom, čím si zachováva výhody jednoduchej, zrelacionalizovanej a spoľahlivej mechanickej hlavnej konštrukcie pohonu. Zároveň má lepšie charakteristiky ako hydraulický hlavný pohon. Majetné funkcie a silná funkcionalita. Zariadenie je vybavené úplne elektrickou servointeligentnou perforáciou, ktorá dokáže realizovať rôzne procesy, ako sú perforácia, formovanie, ohýbanie a rytie.
Mechanické věžové perforátory sa široko využívajú kvôli ich dlhodobej stability, dĺžke života a nižšej cene v porovnaní s úplne elektrickými servovypinovými číselne riadenými věžovými perforátormi; však zaostávajú výrazne v efektívnosti a funkcionalite.
Hydraulické věžové perforátory postupně padajú z obľúbenosti kvôli potrebe spotrebiteľného hydraulického oleja a svojej nesprávnosti pre pracovné prostredia vysokých teplôt.

Osa pohybu
X os: servopohonová os, ktorá premieš robku v smere kolmom na dĺžku lôžka
Y os: servopohonová os, ktorá premieš robku v smere rovnobežnom s dĺžkou lôžka
A os: rotujúci věžový nástrojový archív vyberá otočnú os moldy
C os: otočná os pre automatické indexovanie moldy, ktorá môže otočiť moldu v ľubovoľnom uhle
Spôsoby spracovania
1. Jednotná perforácia: dokončenie perforácie v jednom prechode, vrátane priamkového rozloženia, kruhového rozloženia, obvodového rozloženia a perforácie mriežkových otvorov.
2. Spojitá perforácia v tom istom smere: pomocou obdĺžkových moldí sa používa metóda čiastkového prekrývania, čo umožňuje spracovanie dlhých otvorov a úpravu hrán.
3. Viacstranné spojité bušenie: metóda spracovania pomocou malých matíc na vyrobenie veľkých otvorov.
4. Kusotok: Použitie malej kruhovej matice na spojité bušenie oblúka v malom kroku.
5. Jednorázove tvarenie: metóda tvarenia, pri ktorej sa dosiahne tvar podľa tvaru matice jedným stlačením.
6. Spojité tvarenie: metódy tvarenia, ktoré sú väčšie ako veľkosť matice, napríklad veľké závory, valcovanie žebier a valcovanie schodov.
7. Polohové tvarenie: spracovanie viacerých rovnakých alebo rôznych kusov na veľkej doske.

Spracovacia stanica
Vo všeobecnosti sa matice věžovej stanice triedia podľa priemeru otvorov, ktoré môžu spracovať, čo usnadňuje výber matice. Obvykle sú rozdelené do piatich tried: A, B, C, D a E.
Trieda A (1⁄2 palca) stanica: Oblast spracovania od Φ1.5 do Φ12.7 milimetrov
Trieda B (1-1⁄2 palca) stanica: Oblast spracovania menej ako Φ31.7 milimetrov
Trieda C (2 palce) stanica: Oblast spracovania menej ako Φ50.8 milimetrov
Stanica triedy D (3-1/2 palca): Zobrazovacia škála menej ako Φ88.9 milimetrov
Stanica triedy E (4-1/2 palca): Zobrazovacia škála menej ako Φ114.3 milimetrov
Vo všeobecnosti, keď je potrebné zmeniť náhodnú konfiguráciu, dodržiavajú sa nasledujúce prevody: 1D = 8A = 4B = B + C.

Aplikačné odvetvie
Náš produkty nájdu široké uplatnenie v priemysle studenej odlúčky, ktorý zahŕňa elektrické spotrebiče, šasi kabinetov, dekorácie fasád, domáce spotrebiče, výrobectvo výtahu, výrobu ohnivzdorných dverí, klimatizačné systémy, kuchynské spotrebiče, kancelársky vybavenie, kovové nábytky, medicínske stroje a osvetlovacie prístroje, medzi iné. Jednoprvková metóda odlúčky a metóda postupnej odlúčky sa používajú na odlúčanie otvorov a častí rôznych tvarov a veľkostí, čo je osobitne vhodné na odlúčku rôznych stredných a malých dávk alebo jednotlivých plechových plátov.

O Gary Olsonovi
Jako oddaný autor a redaktor pre JUGAO CNC sa zaoberám tvorbou poučného a praktického obsahu určeného pre priemysel metalúka. S rokmi skúseností v technickej písomnosti sa sústreďujem na prípravu hlbokých článkov a návodov, ktoré pomáhajú výrobcovom, inžinierom a odborníkom zostať informovanými o najnovších inováciách v oblasti prerábania plechu, vrátane CNC tlačníc, hydraulických tlačoviek, strojov na režanie a ďalších.

