















































Rozličujúce znaky 3-valcového a 4-valcového ovinávača plátov
Počas mojej pôsobivosti v oblasti práce s valcovacími strojmi na plechy som často stretnul diskusie týkajúce sa porovnania 3-valcových a 4-valcových valcovacích strojov na plechy. Každá varianta ponúka jedinečné výhody a je určená pre rôzne aplikácie v oblasti kovohrubníctva. Je nevyhnutné pochopiť rozdiely medzi 3-valcovým a 4-valcovým valcovacím strojom na plechy, aby sa zabezpečilo vybranie vhodného zariadenia pre konkrétne projekty. S časom som získal komplexné pochopenie ich pracovných princípov, metrík účinnosti a kvality zlomov, ktoré vytvárajú. V tejto diskusii vysvetlím tieto rozdiely, čím pomôžem pri správnom rozhodovaní o vašich potrebách týkajúcich sa valcovania plechov.
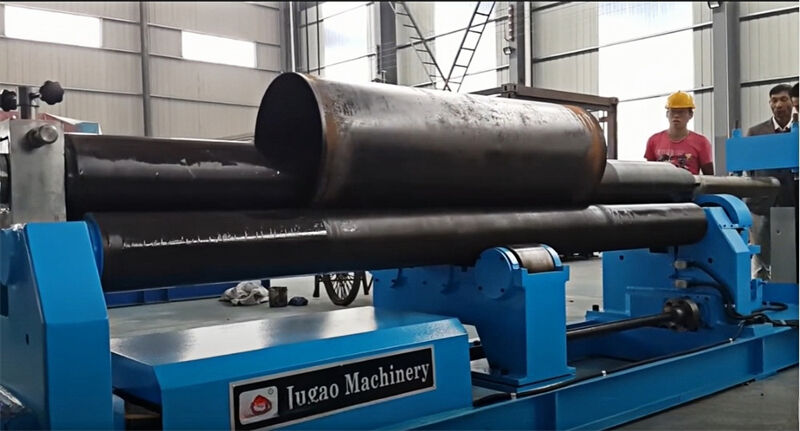
Stroj na zaváčovanie plátov je druh kovárskej strojárne a vybavenia, ktorý ohýba nekové pláty do kuželovitého, guľovitého, valcovitého alebo iného geometrického tvaru. Toto strojárne sa široko využíva pri výrobe tovaru, kotlích, parníkových systémov, chemickej prprene, nekometalických štruktúr a mechanickom inžinierstve, medzi inými odvetviami. Rozmanitosť zaváčovacích strojov plynie z ich rôznych aplikácii v rôznych oblastiach.
Stroje na zaváčovanie plátov sú kategorizované podľa počtu valcov, čo viedlo k triedeniu na typy s 3 a 4 valcami. Bežná mylná predstava je, že hlavný rozdiel medzi nimi spočíva iba v dodatočnom valci u štvorrolového stroja. Následkom toho niektorí ľudia pri nákupe nesprávne veria, že štvorrolový stroj je lepší kvôli dodatočnému valcu. Avšak tento pohľad je chybný, pretože tieto dva stroje majú významné rozdiely.
Rozličujúce znaky 3-vaľkových a 4-vaľkových strojov na závitanie plechov
Štrukturálna estetika
Tri-vaľkový závitací stroj je vybavený tromi vaľkami, zatiaľ čo štyri-vaľkový stroj má štyri. Za týmto základným rozdielom sa tri-vaľkový stroj prezentuje jednoduchším a účelným dizajnom. Naproti tomu štyri-vaľkový stroj, ktorý využíva hydraulickú CNC technológiu, má sofistikovanejší a elegantsie vzhľad. Dôraz na detaily v jeho dizajne ne len zvyšuje presnosť spracovania, ale tiež prispeje ku lepšiemu používateľskému zážitku.


Stavba stroja
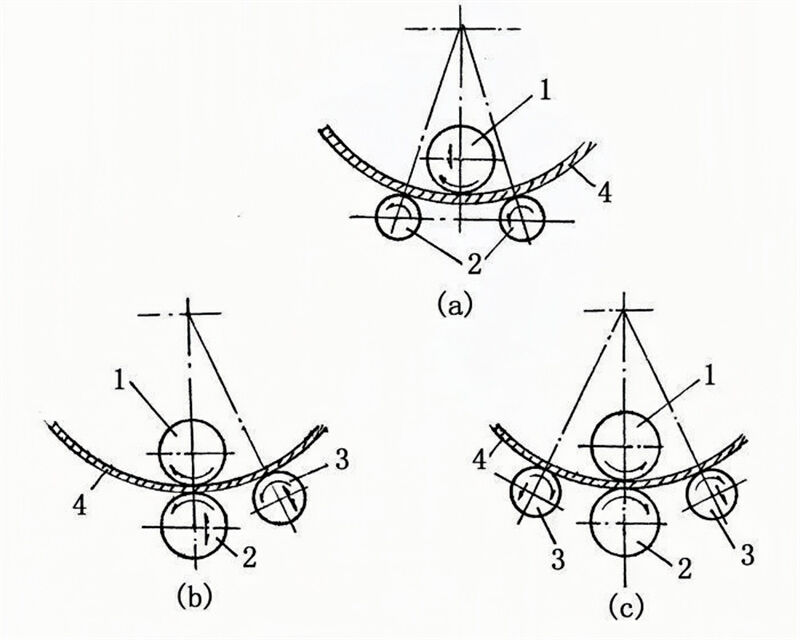
Stroj na zaváľovanie s mechanickými troma valcami je rozdelený do dvoch typov: symetrický trominutý zaváľovací stroj a nesymetrický trominutý zaváľovací stroj. Pri symetrickom trominutom zaváľovacom strie se jedna valcová jednotka nachádza hore, zatiaľ čo ostatné dva valce sú symetricky zarovnané nižšie. Naopak, pri nesymetrickom trominutom zaváľovacom strie je usporiadané nesymetricky tak, že jedna strana má dva valce, zatiaľ čo druhá strana má iba jeden val.
Rozdiel medzi štvorvalcovým strojom na ohyb pláta spočíva v jeho hlavnom pohonovom mechanizme, ktorý je pripojený k horným valcom cez reductér a krížový spoj, aby poskytoval moment pre ohyb pláta. Dolné valce sú navrhnuté tak, aby sa môžu pohybovať vertikálne, a sú pripojené cez reductér červiacového kolieska (alebo kuželové koliesko) na uľahčenie stlačovania pláta, čím sa dosahuje mechanická prevodná jednotka. Okrem toho sú bočné valce umiestnené po obidvch stranách dolných valcov a sú schopné pohybovať sa naklonene podél dráhu, pohánené červiacovým kolieskom (alebo kuželovým kolieskom). Štvorvalcový stroj na ohyb pláta má dva valce hore a dva dole, pričom všetkých štyroch pracovných valcov je vybavených dynamickými ložiskami.
Však rozdiel v počte valcov spôsobuje rôzne stupňové mechanizmy medzi trojvalcovým a štvorvalcovým ohybovým strojom.
Typ zpracovania
Triednová stroj na ohyb dosiek s tromi valcami dokáže vyrábať valecové a zakrivené kovové dosky. Jeho prevádzka zahŕňa zvislý pohyb dvoch spodných valcov, ktoré sú umiestnené v strede a symetricky. Tento zvislý pohyb sa dosahuje pomocou šroubovaca a červeneckého prenosu. Rotácia spodných valcov je pohánená motorm, a moment sa prenáša na ohybovanú dosku cez spojenie výstupného kolieska prevodného krabice so spodným valcovým kolieskom. Koncové časti dosiek vyžadujú predohyb, ktorý môže byť uskutočnený pomocou dodatočného vybavenia.
Stroj na ohyb dosiek s štyrmia valcami je navrhnutý na ohýbanie a tvarovanie kovových dosiek. Dokáže vyrábať valecové, zakrivené a kuželovité komponenty v určitej rozmerovej súprave. Tento stroj tiež obsahuje funkciu predohybu koncových častí dosiek, čo viede k minimálnej reziduálnej priamosti hrán, a môže približne vyrovnávať kovové dosky.

Stupňova automizácie
Stroj na valcovanie s tromi valcami má systém riadenia s tlačidlami, zatiaľ čo stroj na valcovanie so štyrmi valcami je vybavený dotykovým rozhraním a CNC systémom, ktorý umožňuje programovateľné operácie. Digitálne riadenie usnadňuje proces tvorby jedného valca, s možnosťou vizuálneho vstupu cez dotykové rozhranie, úpravy pracovných krokov a ukladania až 500 dátových sad. Elektronický vyvažovací systém, integrovaný s EPS, zabezpečuje paralelnosť pohybu valcov s toleranciou 0,15 mm. Systém podporuje interakciu človeka a stroja, samostatnú diagnostiku porúch a inteligentné identifikácie chýb v operačnom behu. Valcovité valce majú vynikajúcu kruhlosť a vysokú priamost. Všetky pohyby sú hydraulicky ovládané.
Kotúle sú navrhnuté na pohyb po rovnomerých čiarkach v rámci vodičov, čo umožňuje zmenšiť vzdialenosť medzi stredmi oboch strán kotúľok a dosiahnuť presnú kotúľovú presnosť. Robustný rám, ktorý je hrubší a schopný uberať kotúľky strednej až veľkej veľkosti, je vyhriatý ako jednotná jednotka, aby sa odstránil stresek a zabránil deformácii. Kotúle sú vyrobené ako jedna kusovina, podliehajú procesu tvrdenia a sú kompatibilné s manuálnym aj automatickým režimom operácie.


Spôsob vysunutia
Tri kotúle vyžadujú manuálne odmontovanie, čo znamená manuálne odstránenie zpracovaného dielu. Na druhej strane sú štyri kotúle vybavené tlačidlami na ovládanie, čo uľahčuje jednoduchý a rýchly proces odmontovania, ktorý je významne rýchlejší než u troch kotúľok.

Forma pohybu kotúľok
Stroj na závitkovanie plechov s tromi valmičami má horný val, ktorý slúži ako hlavné prenosové zariadenie. Spodný val sa môže pohybovať zvisle na zabezpečenie plechu a spojuje sa s ozubením horného valu pre vykonávanie hlavnej prenosovej funkcie. Bočný val je navrhnutý na naklonovanie a zdvihanie, čo poskytuje možnosti predohýbania a zaoblenia. Na odrôznom stroj na závitkovanie plechov s symetrickou triedou troch valmičov umiestňuje horné valy symetricky nad dvoma spodnými valmi, ktoré vykonávajú zvislé zdvihové pohyby prostredníctvom šroubového a hlavného červeneckého prenosu. Dva spodné valy sú zodpovedné za rotáciu, ktorá je pohonovaná výstupným ozubením reduktora, ktoré sa zapojí s ozubením spodného valu na vygenerovanie potrebného krútiaceho momentu pre závitkovanie plechov.
Obe typy fungujú na princípe trombodného pevného kruhu, ktorý urobí miesto pre valcovacie systémy s rôznymi polomermi. Pri tom má štvorrolová zariadenie pre vytváranie kriviek lepšie možnosti na predohýbanie priamych hrán a dosiahne presnejšiu kalibráciu kruhového profilu v porovnaní so svojím trojrolovo pochádzajúcim prototypom.
Režim napájania
Veľká časť trochrolových strojov je mechanická; však existujú aj hydraulické valcovacie stroje. Je dôležité poznamenať, že všetky štvorrolové valcovacie stroje sú hydraulického typu. Mechanický symetrický trochrolový valcovací stroj má konštrukčnú úpravu, v ktorej horný val je umiestnený symetricky medzi dvoma spodnými valmi. Tento horný val vykoná pohyb vertikálneho zdvihania cez prenos kuželového ozubenia, ovládané jednou stupeňovým ozubením hlavného reduktora. Dva spodné valy sa otáčajú cez ozubenie, odkiaľ dostávajú potrebný točný moment od hlavného reduktora na valcovanie plechu.
Ploché kovové pláty sú spracovávané cez tri pracovné valyčky – dva spodné valyčky a jeden horný valyčok, pričom horný valyčok vyvíja dolnú tlakovú silu a spodné valyčky sa otáčajú. Táto akcia podmetne kovovú placku viacerým spojitém ohýbaniam, čo viede ku stálej plastickej deformácii a tvarí placku do požadovaných valecích, kuželových alebo iných špecifikovaných tvarov. Nevýhodou mechanického trochvalcového stroja na ohýbanie platiek je potreba predohýbania okrajov placky pomocou ďalšieho zariadenia.
Hydraulický symetrický trochvalcový stroj na ohýbanie platiek tiež používa symetrickú tri-valcovú štruktúru. V tomto dizajne je horný valyčok umiestnený symetricky medzi dvoma spodnými valyčmi a môže sa pohybovať vertikálne hore a dole prostredníctvom pôsobenia hydraulického oleja v hydraulickom vali. Dva spodné valyčky sú pohánené rotáciou cez koncové koliesko hlavnej redukcie, čo poskytuje moment pre proces valenia.
Ploché kovové pláty sú spracovávané cez tri pracovné valyčky – dva spodné valyčky a jeden horný valyčok, pričom horný valyčok vyvíja dolnou stranou smernú tlak a spodné valyčky sa otáčajú. Táto akcia podmetne kovovú dosku viacerým spojitém ohýbaniam, čo viede ku stálej plastickej deformácii a tvarí dosku do požadovaných valecích, kužeľových alebo iných špecifikovaných tvarov. Jednou z nevýhod hydraulického trochvalcového symetrického valiaceho stroja je, že okraje pláty vyžadujú predohýbanie pomocou ďalšieho vybavenia. Tento typ stroja je špeciálne vhodný na valiaciu platiek s hrúbkou presahujúcou 50 mm. Dizajn veľkého stroja na valiaciu platiek obsahuje dodatočný riadok pevných valov na dvoch spodných valoch, čo skrátia vzdialenosť medzi nimi. Táto úprava zvyšuje presnosť valeného dielu a celkovú výkonosť stroja.
Stavivac plátový s štyrmi valcami je hydraulického typu, pričom horný valiec slúži ako hlavná prenosová jednotka. Poskytuje moment plätu cez výstupné koliesko reduktora spojené s horným valcovým kolieskom. Dolný valiec môže vykonávať pohyby zvislého zdvihania, ktoré sú pohánené hydraulickým olejom pôsobiace na píst v hydraulickom valci na stlačenie plätu. Okrem toho sú bočné valce po obidve strany dolného valca navrhnuté tak, aby mohli vykonať naklonené pohyby podél reštačnej dráhy, prenášané cez vlókové hlavné koliesko. Výhoda stroja sa skladá v možnosti vykonávať predohnutie a zaoblenie koncov plätu na tej istej zariadení.

Efektívnosť práce
Efektívnosť strojov na zaváľanie plechov s tromi valmi je často nižšia kvôli mechanickému charakteru zariadenia a potrebe manuálneho zásahu v rôznych procesoch, čo následne zníži celkovú výkonnosť. Na oplácanie sa stroje so štyrmi valmi, vybavené hydraulickými systémami a technológiou CNC (Počítačová Číslicová Regulácia), preukazujú významne vyššiu efektívnosť motorového spracovania a tým aj lepšiu celkovú pracovnú efektívnosť. Výstupné množstvo kusov zo strojov so štyrmi valmi je tiež výrazne väčšie ako u ich protipútov s tromi valmi.
Presnosť spracovania
Presnosť spracovania stroja na zaváľanie plechov s tromi valmi je všeobecne spokojná a schopná splniť základné požiadavky väčšiny výrobných zariadení; presnosť spracovania stroja na zaváľanie plechov so štyrmi valmi je lepšia, čo umožňuje výrobu kuželov a iných špecializovaných tvarov kusov.


Porovnanie cien
Keď sa porovnávajú modely, je zrejmé, že cena stroja na valenie s tromi valami je obvykle nižšia ako cena stroja na valenie so štyrmi valmi. Táto rozdiel vzniká z toho, že presnosť a efektívnosť stroja na valenie s tromi valmi sú všeobecne horšie ako u stroja na valenie so štyrmi valmi. Ak je frekvencia používania stroja relatívne nízka a požiadavky na presnosť výrobku nie sú prísne, môže byť vhodné zvoliť lacnejší stroj na valenie s tromi valmi. Naopak, ak špecifikácie produktu vyžadujú vyššiu úroveň presnosti, stroj na valenie so štyrmi valmi, napriek vyššej cene, predstavuje ekonomicky výhodnejšiu voľbu.

Válcovacie stroje sú k dispozícii v rôznych modeloch, každý z ktorých má jedinečnú štruktúrnu zostavu a výkonnostné schopnosti. Príslušní kupci válcovacích strojov by mali snažiť sa porozumieť rozdielom medzi týmito modelmi. Je dôležité vyhnúť sa akékoľvek nedorozumeniam počas procesu nákupu. Neposkytnutie pozornosti na tomto mieste môže spôsobiť nákup stroja, ktorý nepokryje vaše operačné požiadavky, čím bráni v jeho optimálnej útoci a môže spôsobiť mnoho komplikácií v pracovnom postupe.
O Gary Olsonovi
Jako oddaný autor a redaktor pre JUGAO CNC sa zaoberám tvorbou poučného a praktického obsahu určeného pre priemysel metalúka. S rokmi skúseností v technickej písomnosti sa sústreďujem na prípravu hlbokých článkov a návodov, ktoré pomáhajú výrobcovom, inžinierom a odborníkom zostať informovanými o najnovších inováciách v oblasti prerábania plechu, vrátane CNC tlačníc, hydraulických tlačoviek, strojov na režanie a ďalších.

