















































Procedury obsługi pras pneumatycznych
1. Przed rozpoczęciem pracy na maszynie, prosimy dokładnie przeczytać instrukcje obsługi maszyny, zrozumieć podstawowe wiedzę na temat zasady działania, konstrukcji, wydajności, operacji, konserwacji i bezpieczeństwa maszyny, opanować poprawne procedury operacyjne oraz posiadać zdolność radzenia sobie z awariami w sytuacjach nagłych, aby zagwarantować bezpieczeństwo osób i maszyn.

2. Podstawowa metoda operacji
1). Po pierwsze, włącz moc, obróć kluczowy przełącznik na panelu sterowania, a następnie wciśnij przycisk uruchamiający oilpump, aby usłyszeć dźwięk obrotu oilpump. (Maszyna w tym momencie nie działa)
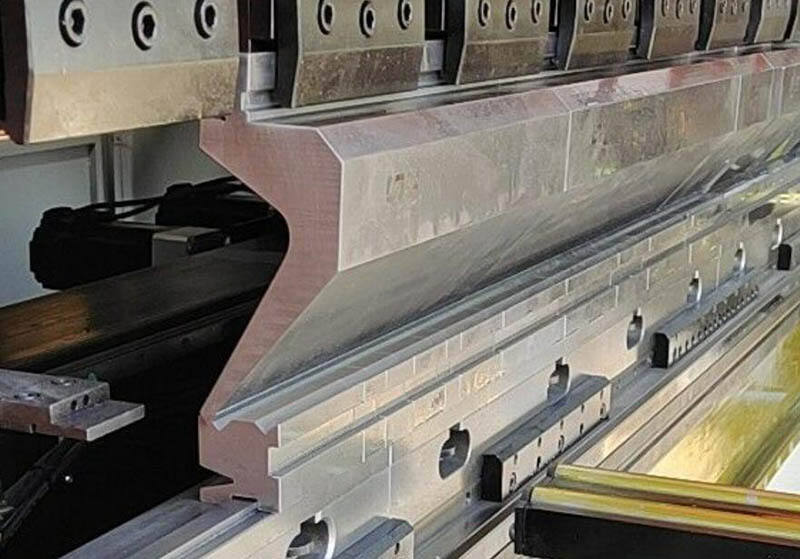
2). Regulacja chodu. Podczas korzystania z pras gięcia należy zwrócić uwagę na dostosowywanie chodu. Musisz przetestować maszynę przed gięciem. Gdy górnego narzędzia prasy gięcia opuszcza się do dołu, musi istnieć przerwa równa grubości płyty. W przeciwnym razie spowoduje to uszkodzenie formy i maszyny. Regulacja chodu obejmuje również szybkie dostosowanie elektryczne i precyzyjne ręczne dostosowanie.
3). Ogólnie szerokość szczeliny powinna wynosić 6-8 razy grubość płyty. Na przykład, jeśli chcesz wygiąć płytę o grubości 4 mm, musisz wybrać szerokość szczeliny około 24 lub 32.
4). Istnieją ogólnie dwa rodzaje regulacji tylnej miary: szybkie elektryczne dostosowanie i precyzyjne ręczne dostosowanie. Podczas regulacji palec zatrzymujący powinien być dostosowany do górnej powierzchni dolnego narzędzia, aby zapobiec uszkodzeniu urządzenia. Nikt nie może stać blisko tylnej miary, a drzwi ochronne tylnej miary powinny być zamknięte.
5). Naciśnij pedał, aby rozpocząć gięcie. W odróżnieniu od maszyn do cięcia, hamulec prasowy może zostać zwolniony w dowolnym momencie. Prasowanie zatrzyma się, gdy pedał zostanie zwolniony, a po ponownym naciśnięciu będzie kontynuować ruch w dół.
3. Procedury bezpieczeństwa eksploatacyjnego
1). Ściśle przestrzegaj procedur bezpieczeństwa eksploatacyjnego maszyn i noszonych ochronnych equpmentów zgodnie z wymaganiami.

2). Przed uruchomieniem dokładnie sprawdź, czy silnik, przełącznik, obwód oraz ziemniak są w normie i solidne, a także sprawdź, czy przyciski w każdej części operacyjnej urządzenia znajdują się w odpowiedniej pozycji.
3). Sprawdź nakładanie się i solidity górnych i dolnych form; sprawdź, czy każde urządzenie pozycjonujące odpowiada wymaganiom procesu.
4). Gdy górny suwak i każda oś pozycjonująca nie są w punkcie początkowym, uruchom program powrotu do początku.
5). Po uruchomieniu urządzenia, niech pracuje bez obciążenia przez 1-2 minuty, a górny suwak porusza się 2-3 razy z pełnym chodem. Jeśli zostaną wykryte nietypowe dźwięki lub usterki, natychmiast zatrzymaj maszynę, usuń usterki i rozpocznij pracę dopiero po przywróceniu normalności.
6). Podczas pracy jedna osoba powinna być odpowiedzialna za jednolite dowodzenie, aby operator i personel podający oraz naciskający materiał mogli współpracować ściśle, zapewniając, że wszyscy współpracownicy znajdują się w bezpiecznej pozycji przed wydaniem sygnału do gięcia.
7). Blacha musi być solidnie przyciśnięta podczas gięcia, aby uniknąć przechylenia blachy i zranienia osób podczas procesu gięcia.
8). Podczas regulacji formy do gięcia blachy, zasilanie musi zostać wyłączone, a operacja zatrzymana.
9). Podczas zmiany szerokości otworu zmiennego dolnego formiona, materiał nie może kontaktować się z dolnym formionem.
10). Podczas pracy maszyny, nikt nie może stać za maszyną.
11). Jest ściśle zabronione gięcie blachy tylko z jednego końca.
12). Jeśli podczas pracy wykryto błąd w części roboczej lub matrycy, należy zatrzymać pracę i dokonać korekty. Surowo zabronione jest poprawianie ręcznie podczas pracy, aby uniknąć uszkodzenia ręki.
13). Zabronione jest gięcie nadzwyczaj grubych blach stalowych lub stali utwardzonej, wysokoprzemysłowych stali stopowych, kwadratowych blach stalowych oraz blach przekraczających wydajność pras do gięcia blach, aby uniknąć uszkodzenia maszyny.
14). Często sprawdzaj nakładanie się górnej i dolnej matrycy; czy wskazania manometru odpowiadają przepisom.
15). W przypadku wystąpienia anomalii, natychmiast zatrzymaj maszynę, sprawdź przyczynę i szybko ją eliminuj.
16). Na tej maszynie znajdują się dwa przyciski awaryjne. Gdy osoby lub maszyny są na punkcie uszkodzenia, naciśnij najbliższy przycisk awaryjny!

17). Przed wyłączeniem umieść bloki drewniane na dolnych formach pod cylindrami olejowymi po obu stronach, aby opuścić górną ramę na bloki drewniane.
18). Najpierw wyjdź z programu systemu sterowniczego, a następnie przerwij podawanie energii.
19). W dniach pracy w dwóch lub trzech zmianach, podczas przekazywania urządzeń, proszę starannie wypełnić „Rejestr przekazania działania urządzenia” i podpisać oraz zarchiwizować go.
4. Konserwacja i pielęgnacja pras gięciowych:
Każdego dnia po włączeniu maszyny należy usunąć obce przedmioty i metalowe odchody z maszynostanu i form. Sprawdź, czy forma jest mocno zamocowana. Przewody elektryczne, przełączniki i elementy łączące są w normie i nie są luźne. Przed wykonaniem konserwacji lub czyszczenia maszyny, górna forma powinna zostać dopasowana do dolnej formy, a następnie opuszczona i wyłączone urządzenie, dopóki praca nie zostanie zakończona. Jeśli musisz włączyć maszynę lub wykonać inne operacje, tryb działania powinien zostać wybrany w trybie ręcznym i zapewnić bezpieczeństwo. Treść konserwacji to następujące punkty:
1) Hydrauliczny układ oleju
a. Codziennie смaruj każdy punkt zgodnie z wymaganiami smarowania.
b. Codziennie смaruj śrubę kulową i torowce toczne.

c. Wycierać resztki na formie przed rozpoczęciem pracy każdego dnia.
d. Regularnie czyszczyć filtr siatkowy filtra wyjściowego oleju.
e. Regularnie sprawdzać zbiornik oleju pompy hydraulicznej, wymienić go miesiąc po pierwszym użytkowaniu, a następnie co roku według konkretnych warunków. Minimalna temperatura oleju nie powinna być niższa niż 10°C.
f. Sprawdzać poziom oleju w zbiorniku co tydzień. Jeśli naprawiono system hydrauliczny, należy również to sprawdzić. Jeśli poziom jest niższy niż okno kontrolne, dodać olej hydrauliczny;
9. Dolać olej hydrauliczny YB-N46 do zbiornika. Musi zostać przefiltrowany co najmniej pięć razy przez filtr poniżej 10 siatek. Zbiornik można zatankować dopiero po jego oczyścieniu. Poziom powinien mieścić się w zakresie skali zbiornika;
2) Filtr
a. Filtr należy wymieniać lub dokładnie czyszczyć za każdym razem, gdy zmieniany jest olej;
b. Jeśli maszynowy narzędzie ma powiązane alarmy lub inne filtry, takie jak nieczysta jakość oleju są nieprawidłowe, należy je zastąpić; c. Filtr powietrza na zbiorniku olejowym powinien być sprawdzany i czyszczony co 3 miesiące, a najlepiej go wymieniać raz w roku.
3) Komponenty hydrauliczne
a. Czyść komponenty hydrauliczne (płyta podstawowa, zawór, silnik, pompa, rura olejowa itp.) co miesiąc, aby zapobiec wprowadzaniu brudu do systemu. Nie używaj środków myjących;
b. Po jednym miesiącu użytkowania nowej maszyny sprawdź, czy zgięcia rur olejowych nie są deformowane. W przypadku jakichkolwiek anomalii należy je zastąpić. Po dwóch miesiącach użytkowania wszystkie łącza akcesoriów powinny zostać zaciśnięte. Maszyna powinna być wyłączona podczas wykonywania tej pracy. Po zaciśnięciu maszyna powinna zostać ponownie uruchomiona do działania i inspekcji.


