Jak dostosować formę CNC hydraulicznej prasy dogielnej. Piąstka i dolna forma. Całe narzędzia.

Formowanie na prasie gięciowej z CNC hydraulicznym składa się z wielu części, dlatego należy przywiązywać dużą uwagę podczas instalacji. Po jej zakończeniu powinno się przeprowadzić wiele debugowań. Maszyna wyposażona jest w specjalne sztampy i ostrza do gięcia produktów o różnych kształtach. Górne ostrze i sztampa mogą być podzielone na segmenty lub małe części. Natomiast dolne matryce i narzędzia mogą również składać się z małych części i segmentów. Narzędzie dolne może być wyposażone w podparcie dolne do regulacji. Ogólnie rzecz biorąc, instalację i dostrojkę form na prasie gięciowej ukończamy w pięciu krokach.
1. Dostosowanie maszyny. Przed instalacją należy najpierw dostosować wydajność maszyny. Ten proces powinien być przeprowadzany cierpliwie i starannie. Sprawdź, czy maszyna nie ma pyłu, starych strzępów metali itp., a następnie przeprowadź niezbędną czyszczenie, aby zmniejszyć problemy na późniejszym etapie.

2. Dostosowanie chodu suwaka. Zwróć uwagę na sprawdzenie grubości matrycy gięcia i czy stosunek górnego i dolnego modułu jest normalny. W normalnych okolicznościach moduł powinien być kontrolowany w punkcie przełączania linii chodu. Na to należy zwrócić uwagę.

3. Dostosowanie modułu chodu, tj. dostosowanie pozycji górnej granicy modułu. Gdy moduł znajduje się wszędzie, powinno zostać ustalone przełączenie i zapewniona pozycja zatrzymania suwaka. Simultanicznie moduł hamowania powinien być wykonywany podczas opadania, aby lepiej chronić maszynę i matrycę gięcia.

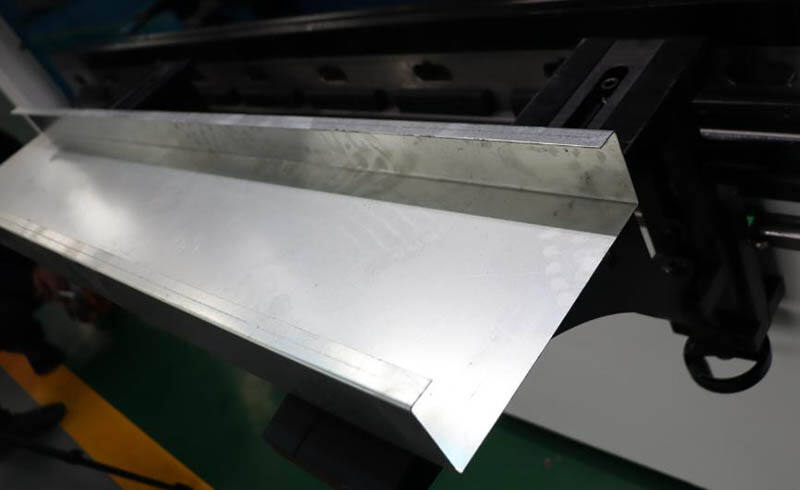
4. Dostosowanie przerwy dotyczy przede wszystkim pomiaru odległości między górnym a dolnym modułem. Konkretne ustawienie przerwy powinno być określone na podstawie blachy do zgięcia.

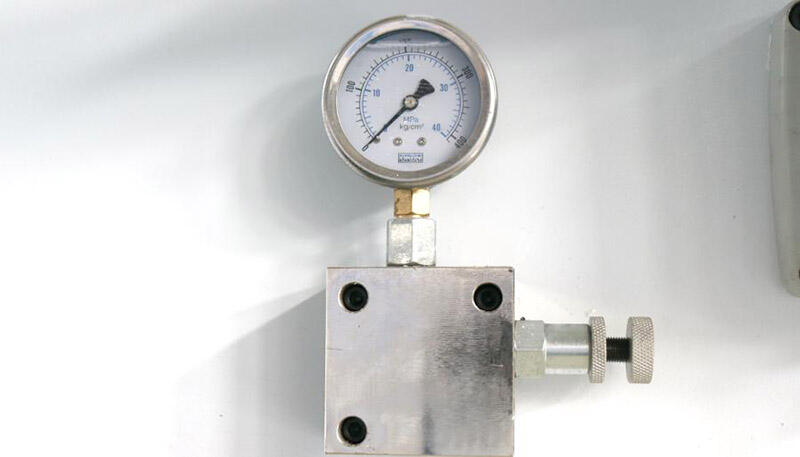
5. Dostosowanie kąta. Dostosowanie kąta ma pewien związek z produktem. Producent pras łamanych mówi, że ogólnie rzecz biorąc, podczas gięcia formy o kącie 90°, środek powinien mieć większy kąt niż oba boki. Następnie dostosowujesz jego napięcie według regulującego śrubka. Podczas gięcia ciśnienie można dostosować za pomocą manometru, aby uniknąć pęknięcia formy.