















































Onderscheidende kenmerken van 3-roller plaatroltechniek en 4-roller plaatroltechniek
Tijdens mijn loopbaan met het werken aan plaatrolmachines heb ik vaak discussies gehad over de vergelijking tussen 3-roller plaatrolmachines en 4-roller plaatrolmachines. Elk type biedt verschillende voordelen en is toegespitst op verschillende toepassingen binnen de metaalfabricage. Het is essentieel om de verschillen tussen een 3-roller en een 4-roller plaatrolmachine te begrijpen om de juiste keuze te maken voor specifieke projecten. Mettertijd heb ik een uitgebreid inzicht gekregen in hun werkingsprincipes, efficiëntiemetingen en de kwaliteit van de buigen die ze leveren. In dit verhaal zal ik deze verschillen uiteenzetten, waardoor goed geïnformeerde beslissingen kunnen worden genomen voor uw plaatrolbehoeften.
Een plaatrolmachine is een type smeedmachinerie dat niet-metalen platen in kegels, bollen, cilinders of andere geometrische vormen buigt. Deze machinerie wordt uitgebreid gebruikt in de productie van goederen, ketels, stoomsystemen, chemische industrieën, niet-metalen structuren en mechanische techniek, onder andere sectoren. De diversiteit van rolmachines komt doordat ze verschillende toepassingen hebben in verschillende velden.
Plaatrolmachines worden ingedeeld op basis van het aantal rollers, wat leidt tot de classificatie in 3-roller- en 4-roller typen. Een algemeen misverstand is dat het enige verschil tussen de twee gewoon de extra roller in de vier-rollermachine is. Daarom denken sommige mensen bij aankoop foutief dat de vier-rollermachine beter is vanwege de extra roller. Dit standpunt is echter onjuist, omdat de twee machines belangrijke verschillen hebben.
Onderscheidende kenmerken van 3-roller en 4-roller plaatrolmachines
Structuurlijke Esthetica
De drie-roller machine is uitgerust met drie rollers, terwijl de vier-roller machine er vier heeft. Naast dit fundamentele onderscheid biedt de drie-roller machine een rechterlijniger en meer functionele esthetiek. Daarentegen heeft de vier-roller machine, die hydraulische CNC-technologie gebruikt, een verfijnder en eleganter uiterlijk. De aandacht voor detail in het ontwerp verbetert niet alleen de precisie van de verwerking, maar draagt ook bij aan een verbeterde gebruikerservaring.


Machinestructuur
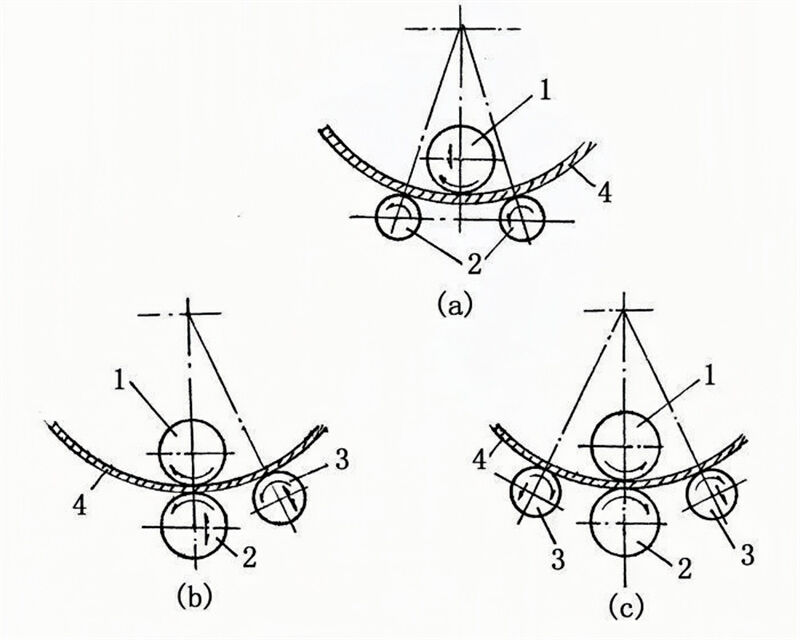
De mechanische drie-roller aaneengesloten machine wordt ingedeeld in twee typen: de symmetrische drie-roller aaneengesloten machine en de asymmetrische drie-roller aaneengesloten machine. Bij de symmetrische drie-roller aaneengesloten machine is één roller boven geplaatst, terwijl de overige twee rollers symmetrisch onderaan zijn uitgelijnd. Daarentegen heeft de asymmetrische drie-roller aaneengesloten machine een onevenwichtige indeling waarbij aan de ene kant twee rollers zitten, terwijl de andere kant slechts één roller heeft.
Het verschil met de vier-roller plaatbukkermachine zit hem in het hoofdrijmechanisme, dat via een reductie en een kruisglijderskoppeling met de bovenrollers is verbonden om koppel te leveren voor de te buigen plaat. De onderrollers zijn ontworpen voor verticale beweging en zijn via een reductie wormwiel (of kegelaandrijving) verbonden om de plaat te kunnen vastzetten, waardoor mechanische transmissie mogelijk wordt. Bovendien zijn er zijrollers aan weerszijden van de onderrollers geplaatst, die langs de schuine rails kunnen bewegen, aangedreven door een draadwormwiel (of kegelaandrijving). De vier-roller plaatbukkermachine heeft twee rollers bovenaan en twee onderaan, waarbij alle vier werkrollers voorzien zijn van dynamische lagers.
De verschillen in het aantal rollers leiden echter tot verschillende stapmechanismen tussen de drie- en vier-roller buigmachines.
Soort verwerking
De drie-rol plaatrolmachine is in staat om cilindrische en gebogen metalen platen te produceren. De bediening omvat de verticale beweging van de twee onderste rollen, die centraal en symmetrisch zijn gepositioneerd. Deze verticale beweging wordt bereikt door middel van een schroefstang en een wormradmechanisme. De rotatie van de onderste rollen wordt aangedreven door een motor, en het koppel wordt overgedragen naar de gerolde plaat via het in elkaar verstrengelen van het uitgangsrad van de versnellingsbak met het rad van de onderste rol. De einden van de platen vereisen voorverbuiging, wat kan worden gefaciliteerd door extra uitrusting.
De vier-rol plaatrolmachine is ontworpen voor het buigen en vormgeven van metalen platen. Het kan cilindrische, gebogen en kegelvormige componenten produceren binnen een gespecificeerd dimensioneel bereik. Deze machine heeft ook een voorverbuigfunctie voor de einden van de platen, wat resulteert in minimale resterende rechte randen, en het kan metaalplaten ongeveer gladstrijken.

Mate van automatisering
De drie-roller rolmateriaalmachine heeft een knopgebaseerd besturingssysteem, terwijl de vier-roller rolmateriaalmachine uitgerust is met een touchscreeninterface en een CNC-systeem dat programmabele bewerkingen toelaat. Digitale bediening faciliteert één rolvormproces, met touchscreenmogelijkheden voor visuele invoer, bewerkstapbewerking en opslag van tot 500 gegevenssets. Een elektronisch evenwichtsysteem, geïntegreerd met EPS, zorgt ervoor dat de rolbeweging parallel blijft binnen een tolerantie van 0,15 mm. Het systeem ondersteunt mens-machine interactie, zelfdiagnostische foutdetectie en intelligente identificatie van operationele fouten. De tromvormige rollen tonen uitstekende rondheid en hoge rechtheid. Alle bewegingen worden hydraulisch aangedreven.
De rolsters zijn ontworpen om in rechte lijnen te bewegen binnen leesrails, waardoor de afstand tussen de twee zijden van de rolsters verkleind kan worden om precieze rol nauwkeurigheid te bereiken. De robuuste constructie, die dik is en medium- tot grote rolsters kan huisvesten, wordt als een enkel geheel geânneald om spanning te elimineren en vervorming te voorkomen. De rolsters worden als één stuk vervaardigd, onderworpen aan een verhardingsproces, en zijn compatibel met zowel handmatige als automatische werkmodi.


Methode van losschroeven
De drie rolsters vereisen handmatig loskoppelen, wat inhoudt dat het machinede werkstuk handmatig moet worden losgekoppeld. In tegenstelling daarmee zijn de vier rolsters uitgerust met drukknoppen voor bediening, wat een eenvoudig en snel loskoppelingproces mogelijk maakt, wat aanzienlijk sneller is dan bij de drie rolsters.

Vorm van rolbeweging
De driedubbel-asymmetrische plaatrolmachine heeft een bovenroller die fungeert als het hoofddrijfmecanisme. De onderroller kan verticaal bewegen om de plaat te vast te leggen en werkt samen met de bovenroller tandwiel om de hoofdfunctie van het drijfmecanisme te faciliteren. De zidderoller is ontworpen voor schuine en optillende bewegingen, waardoor zowel pre-buigen als afronden mogelijk is. In tegenstelling thereto, positioneert de driedubbel-symmetrische plaatrolmachine de bovenrollers symmetrisch boven de twee onderrollers, die verticale optillingsbewegingen uitvoeren via schroef- en meesterwormdrijfmecanismes. De twee onderrollers zijn verantwoordelijk voor rotatiebewegingen, aangedreven door het uitgangstandwiel van de reductie die in werking treedt met het onderroller tandwiel om de benodigde koppelkracht te genereren voor het rollen van de plaat.
Beide typen werken volgens het principe van de drie-punt vast cirkel, wat rolsystemen met verschillende stralen kan accommoderen. Toch biedt de vier-roller plaatrolmachine superieure mogelijkheden voor het vooraf buigen van rechte randen en het bereiken van een nauwkeurigere kalibratie van het circulaire profiel in vergelijking met zijn drie-roller tegenhanger.
Vermogensmodus
De meeste drie-roller rolmachines zijn van mechanische aard; er bestaan echter ook hydraulische rolmachines. Opmerkelijk is dat alle vier-roller rolmachines van het hydraulische type zijn. De mechanische symmetrische drie-roller plaatrolmachine heeft een structurele ontwerp waarbij de bovenste roller symmetrisch is gepositioneerd tussen de twee onderste rollers. Deze bovenste roller voert verticale hefbewegingen uit via schuine tandwieloverbrenging, aangedreven door de hoofdverminderingseencilvoudige tandwiel. De twee onderste rollers draaien via tandwieloverbrenging, aangedreven door de hoofdvermindering, om de nodige koppel te verstrekken voor het rollen van platen.
Vlakke metalen platen worden verwerkt door de drie werkrols—twee onderste rollen en een bovenste rol—waarbij de bovenste rol omlaagdrukkende druk uitoefent en de onderste rollen roteren. Deze actie onderwerpt de metaalplaat aan meerdere continue buigingen, wat resulteert in permanente plastic deformatie en de plaat vormt tot de gewenste cilindrische, kegelvormige of andere gespecificeerde vormen. Een nadeel van de mechanische driedrager plaatrolmachine is dat de randen van de plaat extra voorbuiging vereisen met additioneel materiaal.
De hydraulische driedrager symmetrische plaatrolmachine gebruikt ook een driedrager symmetrische structuur. In dit ontwerp bevindt zich de bovenste rol symmetrisch tussen de twee onderste rollen en kan verticale liftbewegingen uitvoeren door het effect van hydraulische olie binnenin de hydraulische cilinder. De twee onderste rollen worden aangedreven om te roteren via de eindversnelling van de hoofdvermindering, waardoor torsie wordt verschaft voor het rolproces.
Vlakke metalen platen worden verwerkt door de drie werkrols—twee onderste rollen en een bovenste rol—waarbij de bovenste rol omlaag drukt en de onderste rollen roteren. Deze actie onderwerpt de metaalplaat aan meerdere continue buigingen, wat resulteert in permanente plastic deformatie en de plaat vormt tot de gewenste cilindrische, kegelvormige of andere gespecificeerde vormen. Een nadeel van de hydraulische driedubbele symmetrische rolmachine is dat de randen van de plaat extra voorbuiging vereisen met aanvullende apparatuur. Dit type machine is bijzonder geschikt voor het rollen van platen met diktes die 50 mm overschrijden. Het ontwerp van de grote plaatrolmachine omvat een extra rij vaste rollen op de twee onderste rollen, wat de afstand tussen hen verkleint. Deze wijziging verbetert de nauwkeurigheid van het gerolde werkstuk en de algehele prestaties van de machine.
De vier-roller plaatbuktmachine is van hydraulische type, waarbij de bovenste roller dient als de primaire aandrijving. Deze voert koppel over aan de plaat via de uitgangsversnelling die in mesh staat met de tandwiel van de bovenste roller. De onderste roller kan verticale liftbewegingen maken, aangedreven door hydraulische olie die werkt op de piston binnen de hydraulische cilinder, om de plaat te klemmen. Bovendien zijn de zijkantrollers aan weerszijden van de onderste roller ontworpen voor schuine bewegingen langs de rackrail, overgedragen via een draadwormversnelling. Het voordeel van de machine ligt in haar vermogen om platen eindvoorbuiging en afronding uit te voeren op hetzelfde apparaat.

Werk efficiëntie
De efficiëntie van driedrum plaatrolmachines is vaak lager door de mechanische aard van het apparaat en het noodzakelijke handmatige ingrijpen in verschillende processen, wat gevolglijk de totale productiviteit vermindert. In tegenstelling daarmee tonen vierdrum rolmachines, uitgerust met hydraulische systemen en CNC-technologie (Computer Numerical Control), een aanzienlijk hogere motorverwerkings-efficiëntie en daarmee ook een superieure algehele werk-efficiëntie. De productiesnelheid van werkstukken uit vierdrum-machines is ook duidelijk groter dan die van hun driedrum-varianten.
Verwerkingsnauwkeurigheid
De verwerkingsnauwkeurigheid van de driedrum rolmachine is doorgaans bevredigend en in staat om de basisvereisten van de meeste productiefaciliteiten te voldoen; de verwerkingsnauwkeurigheid van de vierdrum rolmachine is beter, waardoor kegels en andere gespecialiseerde vormen van werkstukken kunnen worden geproduceerd.


Prijsvergelijking
Bij het vergelijken van modellen blijkt dat de kosten van een drie-roller persmachine doorgaans lager zijn dan die van een vier-roller persmachine. Deze discrepantie ontstaat doordat de precisie en efficiëntie van een drie-roller persmachine algemeen minder zijn dan die van een vier-roller persmachine. Moet de frequentie van gebruik van de machine relatief laag zijn en zijn de precisie-eisen voor het werkstuk niet streng, dan kan het verstandig zijn om te kiezen voor de goedkoper drie-roller persmachine. Daarentegen, als de productspecificaties een hogere mate van precisie vereisen, biedt de vier-roller persmachine, ondanks de hogere kosten, een economisch voordeliger keuze.

Rolmachines zijn beschikbaar in een verscheidenheid aan modellen, elk met een unieke structuur en prestatiecapaciteit. Toekomstige kopers van rolmachines dienen zich in te spannen om de verschillen tussen deze modellen te begrijpen. Het is essentieel om eventuele misverstanden tijdens het aankoopproces te vermijden. Stel men dit niet, kan dit resulteren in het verkrijgen van een machine die niet voldoet aan de operationele eisen, wat de optimale gebruiksaanwijzing belemmert en mogelijk veel complicaties in het werkproces introduceert.
Over Gary Olson
Als toegewijde auteur en editor voor JUGAO CNC specialiseer ik me in het leveren van diepzinnige en praktische inhoud gericht op de metaalbewerkingsindustrie. Met jarenlange ervaring in technisch schrijven richt ik me op het verstrekken van uitgebreide artikelen en tutorials die helpen bij het informeren van fabrikanten, ingenieurs en professionals over de nieuwste innovaties in blaadsmetaalverwerking, waaronder CNC-drukpersen, hydraulische persen, snijmachines en meer.

