















































Procedemento de operación da prensa de frear
1. Antes de operar a máquina, lea atentamente as instrucións de funcionamento da ferramenta, entenda o coñecemento básico do principio, estrutura, rendemento e operación da ferramenta, manutenção e seguridade, domine os procedementos de operación correctos e teña a capacidade de tratar fallos en situacións de emergencia para asegurar a seguridade das persoas e das máquinas.

2. Método básico de operación
1). Primeiro, prenda a corrente, prema o interruptor de chave no panel de control e despois prema o botón para iniciar a bomba de óleo, para que poida escoitar o son da bomba de óleo en movemento. (A máquina non traballará neste momento)
2). Ajuste do curso. Ao usar a prensa de frebrar, debes prestar atención ao ajuste do curso. Debes probar a máquina antes de frebrar. Cando o morro superior da prensa se move ata abaxo, debe haver un espazo igual á espesorada da chapa. Senón, pode causar dano no molde e na máquina. O ajuste do curso tamén ten un ajuste rápido eléctrico e un ajuste fino manual.
3). Xeralmente, a anchura da ranura debe ser 6-8 veces a espesorada da chapa. Por exemplo, se queres frebrar unha chapa de 4 mm, tes que escoller unha anchura de ranura de aproximadamente 24 ou 32.
4). Xeralmente hai dous tipos de ajuste do patrón traseiro: ajuste rápido eléctrico e ajuste fino manual. Ao ajustar, o dedo de parada debe ser ajustado á superficie superior do molde inferior para evitar danos na maquinaria. Non se permite que ninguén estea preto do patrón traseiro e a porta de protección do patrón traseiro debe estar pechada.
5). Prema o interruptor pedal para comezar a dobre. Ao contrario que nas máquinas de fresar, a prensa de frebrar pode ser liberada en calquera momento. A prensa de frebrar detérase cando se solta o pé e continuará movéndose cara abaixo cando se prema de novo.
3. Procedemento de seguridade operativa
1). Cumpra estritamente os procedementos de seguridade operativa das ferramentas máquinas e use o equipo de protexión laboral require.

2). Antes de arrancar, comprobe cuidadosamente se o motor, o conmutador, o circuito e a terra están en condicións normais e firmes, e comprobe se os botóns de cada parte operativa do equipo están na posición correcta.
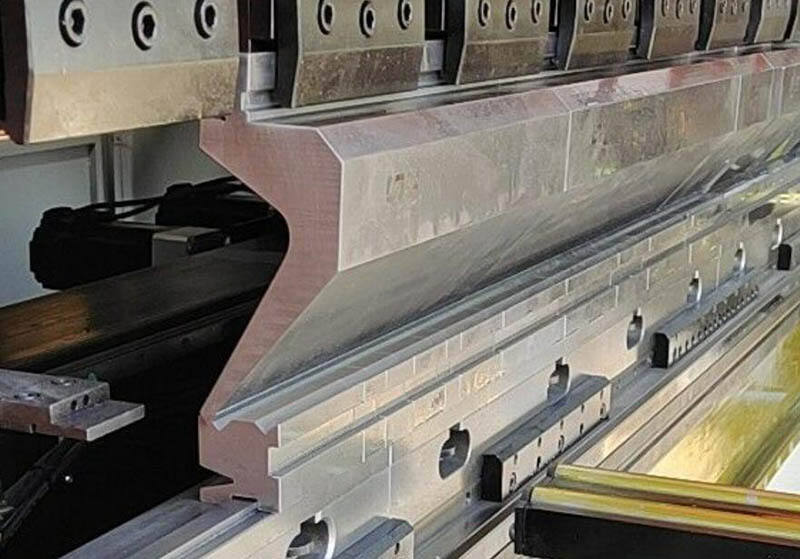
3). Comprobe a superposición e firmeza dos moldes superior e inferior; comprobe se cada dispositivo de posicionamento cumple coas requirementes do procesado.
4). Cando a deslizante superior e cada eixe de posicionamento non estean no orixe, execute o programa de volve ao orixe.
5). Despois de iniciar o equipo, fágao funcionar en balde durante 1-2 minutos, e a deslizante superior movemente-se 2-3 veces coa excursion completa. Se se detectan sonidos anormais ou fallos, pare a máquina inmediatamente, elimine os fallos e traballe só cando todo sexa normal.
6). Durante o traballo, unha persoa debe estar ao xogo no comando, para que o operador e o persoal de alimentación e prensado poidan cooperar de xeito estreito e asegúrense de que o persoal de colaboración estea nunha posición segura antes de emitir a sinal de dobre.
7). A chapa debe ser compactada ao doblarse para evitar que a chapa se incline e cause lesións ás persoas durante o dobre.
8). Ao axustar o molde da chapa, é necesario cortar a corrente eléctrica e parar a operación.
9). Ao cambiar a abertura do molde inferior variable, non se permite que o material entre en contacto co molde inferior.
10). Cando a ferramenta está a traballar, ninguén debe estar detrás da máquina.
11). Está estritamente prohibido premer e dobrar a chapa nun so extremo.
12). Se durante a operación se detecta que a peza de traballo ou o molde non son correctos, debe detérsese para corrixilo. Está estritamente prohibido corrixir a man durante a operación para evitar lesións na man.
13). Está prohibido doblar chapas de ferro moi espesas ou chapas de acero temperado, aceros de alta aleación, aceros en forma de cadrado e chapas que superen o rendemento da prensa dobreadora de chapas para evitar danos no ferramenta.
14). Verifica frecuentemente a coincidencia dos moldes superior e inferior; se o indicador do manómetro coincide coas normas.
15). Para a máquina inmediatamente se ocorre unha anomalia, verifica a causa e elimínaa a tempo.
16). Hai botóns de parada de emerxencia en dous puntos desta máquina. Cando as persoas ou as máquinas estean a punto de ser prejudicadas, preme o botón de parada de emerxencia máis próximo!

17). Antes de apagar, coloca bloques de madeira nos moldes inferiores baixo os cilindros de óleo dos dous lados para bajar o deslizante superior sobre os bloques de madeira.
18). Sae do programa do sistema de control primeiro, despois corta a fonte de enerxía.
19). Nos días laborables de dous ou tres turnos, ao entregar o equipo, por favor, enche cuidadosamente o "Rexistro de Entrega de Funcionamento do Equipamento" e arquivao coa súa sinatura.
4. Manutenção e coidado das prensas de frebrar:
Cada día ao encender a máquina, deben eliminarse os obxectos estranhos e as lixeiras metálicas da ferramenta e molde. Verifica se o molde está instalado firmemente. Os cables de conmutación eléctrica e os fixadores están normais e non afrouxados. Antes de realizar a manutención ou limpeza da máquina, debe alinearse o molde superior co inferior e despois baxarló e apagarlo ata que se complete o traballo. Se precisas encender a máquina ou realizar outras operacións, o modo debe seleccionarse en modo manual e asegurarse da seguridade. O contido da manutencción é o seguinte:
1) Circuito de óleo hidráulico
a. Lubrica cada punto segundo os requisitos de lubricación cada día.
b. Lubrica a rosca de bola e as guías de rodillos cada día.

c. Limpia o residuo no molde antes de traballar cada día.
d. Limpia a pantalla do filtro da saída de aceite regularmente.
e. Comproba o tanque de óleo da bomba hidráulica regularmente, cámbiao un mes despois do primeiro uso e cámbialo óleo anualmente dependendo da situación específica. A temperatura mínima do óleo non debe ser inferior a 10°℃.
f. Comproba o nivel de óleo no tanque cada semana. Se se repara o sistema hidráulico, tamén debe comprobarse. Se o nivel de óleo está abaixo da ventana de óleo, engade óleo hidráulico;
9. Engade óleo hidráulico YB-N46 ao tanque. Debe filtrarse máis de cinco veces con un filtro de óleo de menos de 10 mallas. O tanque só pode repostarse cando estea limpo. A profundidade debe estar dentro do rango da escala do tanque;
2) Filtro
a. O filtro debe substituírse ou limparse completamente cada vez que se cambie o óleo;
b. Se a ferramenta de maquinaria ten alarmas relacionadas ou outros filtros como a calidade do aceite non estea normal, deben substituírse; c. O filtro de aire no tanque de aceite debe revisarse e limparse cada 3 meses, e é mellor substituílo unha vez por ano.
3) Componentes hidráulicos
a. Limpade os componentes hidráulicos (placa base, válvula, motor, bomba, tubería de aceite, etc.) cada mes para evitar que a suciedade entre no sistema. Non utiliçades detergentes;
b. Despois de que a nova máquina foi usada durante un mes, comprobe se as curvas das tuberías de aceite están deformadas. Se hai algúns anormais, deben substituírse. Despois de dous meses de uso, deben apertarse as xuntas de todos os accesorios. A máquina debe estar apagada ao facer este traballo. Despois de apertar, a máquina debe reiniciarse para operar e inspeccionar.


