Como depurar o molde da prensa hidráulica CNC. Puncho e contramolde. Toda a ferramenta.

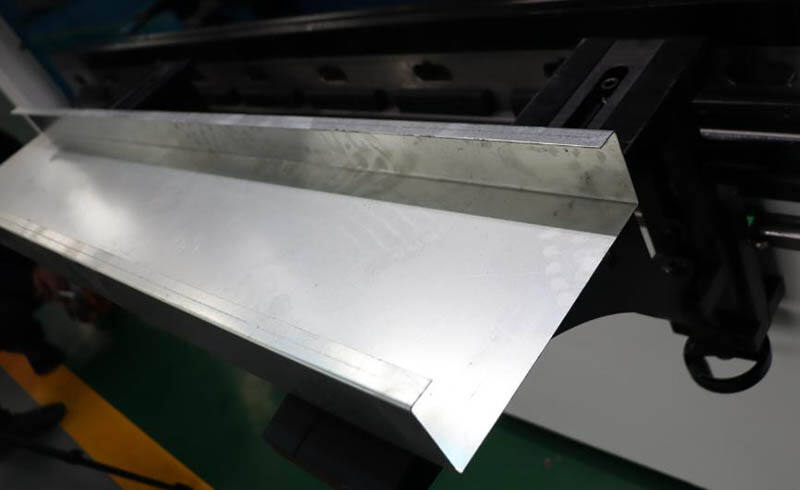
O molde da prensa de frear hidráulica CNC está composto por moitas partes, polo que debe prestarse especial atención durante a instalación. Despois de rematada, debe depurarse repetidamente. A máquina ten un punch e cuchas especiais para dobre de produtos de diferentes formas. O cuchillo superior e o punch poden ser en seccións ou pequenas pezas. E o molde inferior e as ferramentas poden estar en pequenas pezas e seccións. A ferramenta inferior pode ter un soporte no fondo para axustes. Xeralmente, completaremos a instalación e o axuste do molde da prensa freadora en cinco pasos.
1. Axuste da máquina. Antes da instalación, debe axustarse primeiro o rendemento da máquina. Este proceso debe realizarse con paciencia e cuidado. Verifica se a máquina ten polvo, virutas de ferro usadas, etc., e realiza a limpeza necesaria para reducir problemas en etapas posteriores.

2. Ajuste da lonxitude do desprazamento do deslizador. Presta atención en comprobar a espesor do molde de frebración e se a proporción entre os módulos superior e inferior é normal. En circunstancias normais, o módulo debe controlarse no punto de conmutación da liña de desprazamento. Isto debe terse en conta.

3. Ajuste do módulo de desprazamento, ou sexa, o ajuste da posición límite superior do módulo. Cando o módulo está en todas as súas posicións, debe configurarse o interruptor e reservarse a posición de parada do deslizador. Ao mesmo tempo, debe realizarse o módulo de redución cando desce, para mellor protexer a máquina e o molde de frebración.

4. O ajuste da abertura principálmente consiste en medir a distancia entre os módulos superior e inferior. A configuración específica da abertura debe determinarse segundo a chapa que se vai dobra.

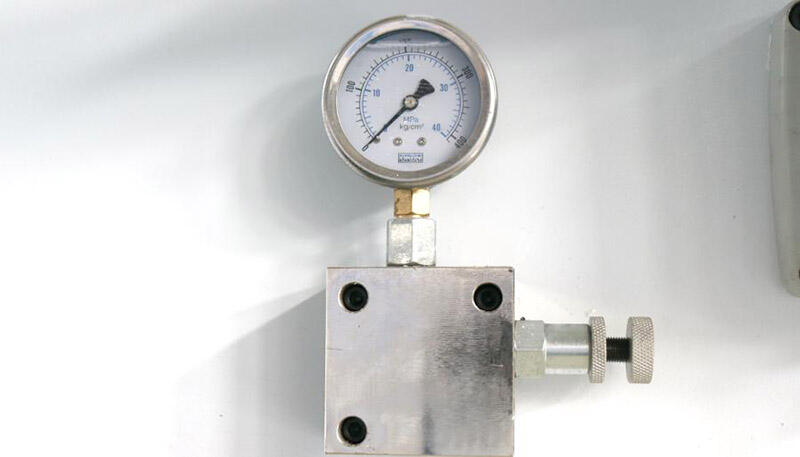
5. A xustación do ángulo ten unha certa relación co produto. O fabricante de prensas frebradoras conta que, en xeral, ao dobrear un molde de 90°, o ángulo central debe ser maior que os ángulos dos dous lados. Despois, ajusta a súa lixeza segundo o tornillo de axuste. Ao dobrear, a presión pode ajustarse a través dun manómetro para evitar que o molde se fenda.