















































3-kielisen ja 4-kielisen plaatinkierroksen erityispiirteet
Koko työurani ajan ympyröintikoneiden kanssa olen usein kohtaanut keskusteluja 3-ryhmäisen ja 4-ryhmäisen teräsylityskoneiden vertailusta. Jokainen versio tarjoaa omia etuja ja ne on suunniteltu eri sovelluksille metallinsuunnittelun alalla. On olennaista ymmärtää eroja 3-ryhmäisten ja 4-ryhmäisten ympyröintikoneiden välillä varmistaakseen asianmukaista laitteistoon valinnan tiettyihin projekteihin. Ajan myötä olen hankkinut laajan ymmärryksen niiden toimintaperiaatteista, tehokkuusmittareista ja niiden tuottamien kaarettausten laadusta. Tässä juttuvuorossa selitän näitä eroja, mikä auttaa tekemään hyvin perusteltuja päätöksiä ympyröintitarpeidesi osalta.
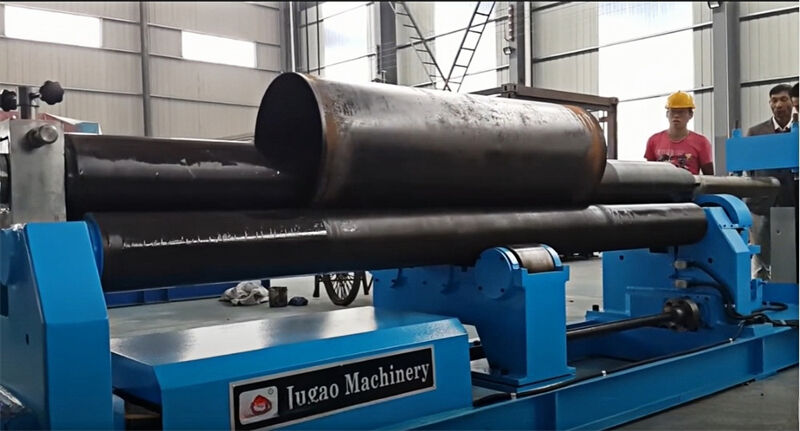
Pyöräyttömoottori on tyyppi valmistuslaite ja -laitteisto, joka kaareuttaa ei-metallisia puita kapeiksi, palloisiksi, silindrisiksi tai muihin geometrisiin muotoihin. Tätä laitetta käytetään laajasti esineiden valmistuksessa, uunien, höyryjärjestelmien, kemiallisten teollisuuden, ei-metallisten rakenteiden ja mekaanisen insinöörikkunan sektoreissa mm. Pyöräyttökoneiden monipuoli johtuu niiden erilaisista sovelluksista eri aloilla.
Pyöräyttökoneet luokitellaan pyörrien lukumäärän perusteella, mikä johtaa niiden jakamiseen kolme- ja neljäpyöräisiksi tyypeiksi. Yleinen väärinkäsitys on, että nämä kaksi erilaistuu vain siitä, että neljäpyöräisellä koneella on yksi enemmän pyörriä. Jotkut ihmiset uskovat virheellisesti ostoksia tehdessään, että neljäpyöräinen kone on parempi siksi, että sillä on ylimääräinen pyörä. Kuitenkin tämä näkökulma on vääristynyt, koska näillä kahdella laitteella on merkittäviä eroja.
Erottelevat ominaisuudet 3- ja 4-kiekon levykaarettikoneiden välillä
Rakenteellinen estetiikka
Kolmekiekkoisessa kaarettikoneessa on kolme kiekkoa, kun taas nelikiekkoisessa koneessa on neljä. Tämän peruseroilun yli kolmekiekkoisen konen ulkonäkö on suoraviivaisempi ja käytännöllisempi. Vastoin, nelikiekkoinen kone, joka sisältää hydraulisen CNC-tekniikan, näyttää hienostuneemmalta ja elegantimmalta. Sen suunnittelussa kiinnitetty yksityiskohtoihin huomiointi parantaa ei vain prosessin tarkkuutta, vaan myös käyttökokemusta.


Koneen rakenne
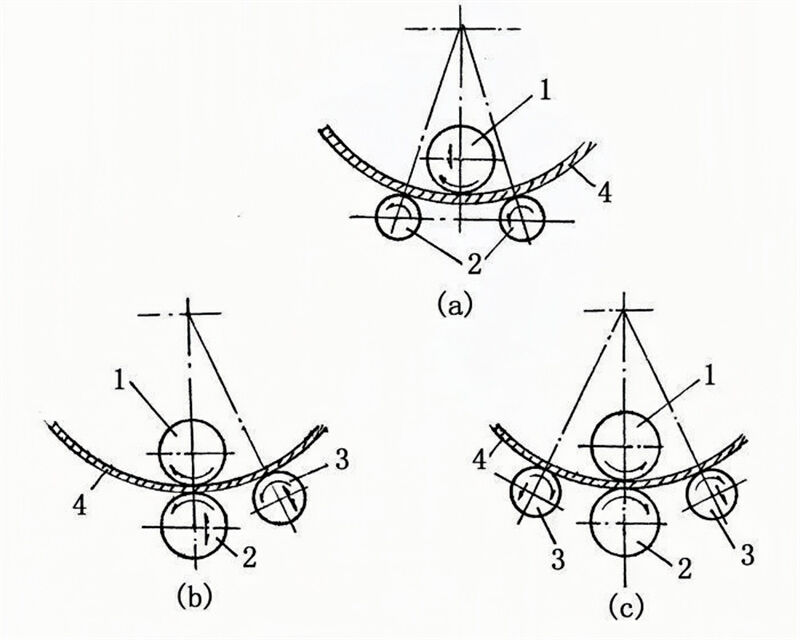
Koneellinen kolme-juotaisinen kaarretteluonkone on jaettu kahteen tyypin: kolme-juotaisiseen symmetriseseen kaarretteluonkoneeseen ja kolme-juotaisiseen asymmetriseseen kaarretteluonkoneeseen. Kolme-juotaisessa symmetrisessä kaarretteluonkoneessa yksi juota on paikattu yläpuolelle, kun taas kaksi muuta juotaa ovat symmetrisesti asetettuja alapuolella. Vastaavasti kolme-juotaisessa asymmetrisessä kaarretteluonkoneessa on asymmetrinen järjestely, jossa yhdellä puolella on kaksi juotaa ja toisella puolella yksi juota.
Erotus neljästä rullasta varustetusta levykaarettikoneesta on sen pääajurmekanismissa, joka on yhdistetty ylärulliin vähennysastian ja risti-liukusideyhteyden kautta tarjotakseen väännökselle käyttövoiman. Alarullit on suunniteltu pystysuuntaiseen liikkeeseen ja ne ovat yhdistettyjen vähennysastian kivenkärkisoiden (tai vinoviivaisilla soidilla) avulla helpottaakseen levyn kiinnitystä, mikä mahdollistaa mekaanisen siirron. Lisäksi sivurullit sijaitsevat alarullien molemmin puolin ja kykenevät liikkumaan vinosti raidevietyllä, joita ajetaan niiden kivenkärkisoiden (tai vinoviivaisilla soidilla). Neljä-rullainen levykaarettikoneella on kaksi rullia ylhäällä ja kaksi alhaalla, ja kaikki neljällä työskentelyrullilla on dynaalisia kärryt.
Kuitenkin rullien lukumäärän ero aiheuttaa erilaiset askelmekanismit kolmen- ja neljä-rullaisissa kaarettikoneissa.
Prosessin tyyppi
Kolmikorvakone on kykenevä tuottamaan sylinterimuotoisia ja kaarevia metallilevyjä. Sen toiminta perustuu kahden alempaa korvaa kohti uloispainotteiseen liikkeeseen, jotka ovat keskellä ja symmetrisesti asetettuina. Tämä pystysuuntainen liike saavutetaan viserillä ja madonhimo-mekanismilla. Alempien korvaisten pyöritys on moottorin ohjaama, ja väännysmomentti välitetään vedolle siirtokasin ulostulo-himmolla ja alempaan korvaishimmoon. Levyjen päätepisteissä tarvitaan ennakkovääntöä, jota voidaan helpottaa lisälaitteilla.
Neljäkorvakone on suunniteltu metallilevyjen kaarettamiseen ja muotoiluun. Se voi tuottaa sylinterimuotoisia, kaarevia ja kartioittaisia osia määritellyssä mittoalueessa. Tämä koneella on myös levyjen päätepisteiden ennakkovääntöfunktio, mikä johtaa minimiin jäljelle jääviä suoria reunia, ja se voi nopeasti tasapainottaa metallilevyjä.

Automaation aste
Kolmen sylinterin kaivopuhdistin on varustettu painikkeella ohjautuvalla järjestelmällä, kun taas neljän sylinterin kaivopuhdistin on varustettu kosketusnäyttöliittymällä ja CNC-järjestelmällä, jotka mahdollistavat ohjelmoitavat toiminnot. Digitaalinen hallinta helpottaa yhteen sylinterin muotoiluprosessia, kosketusnäytön ominaisuuksien avulla visuaaliselle syötteelle, työvaiheen muokkaamiselle ja 500 datarivin tallentamiselle. Sähköinen tasapainojärjestelmä, joka on integroitu EPS:ään, varmistaa, että sylinterien liike pysyy suoranaa tarkkuudella 0,15 mm. Järjestelmä tukee ihmekone-vuorovaikutusta, itse diagnostisoivan vianhakemisen sekä älykästä toimintavirheiden tunnistamista. Pyörteiset sylinterit näyttävät erinomaista pyöreää sekä korkeaa suoraviivaisuutta. Kaikki liikkeet ovat hydraulisesti ajettuja.
Kiekot on suunniteltu liikkumaan suorissa linjoissa ohjausrailoissa, mikä mahdollistaa kahden kiekon puolen keskityvien välin pienentämisen saavuttaakseen tarkka kiekkotarkkuus. Robusti kehys, joka on paksu ja kykenee sisältämään keskikokoisia tai suurempia kiekoja, on heijastettu yhdellä kerralla poistaakseen stressin ja estääksesi muodonmuutoksen. Kiekot valmistetaan yhdellä kerralla, joiden kohteena on voimakas kiinteysprosessi, ja ne ovat yhteensopivia sekä manuaalisessa että automaattisessa toimintatilassa.


Purkumenetelmä
Kolme kiekkoa edellyttää manuaalista purkua, mikä vaatii manuaalisen purkamisen käsitellystä työstetyöstä. Vastaavasti neljällä kiekolla on painikkeita hallinnaksi, mikä helpottaa ja nopeuttaa purkatoimitusta, mikä on huomattavasti nopeampaa kuin kolmen kiekon tapauksessa.

Kiekkojen liikeforma
Kolmirollerinen epäsymmetrinen plaatialustekone omistaa ylärollerin, joka toimii pääajurimekanismina. Alarolleri on kykenevä liikkuumaan pystysuunnassa kiinnittääkseen taulua, ja se kytketään ylärollerin hylkiin mahdollistaakseen pääajuritoiminnon. Sivurelleri on suunniteltu kallistumaan ja nostamaan, tarjoamalla sekä esikaumisen että pyöristämisen ominaisuuksia. Vastaavasti kolmirollerinen symmetrinen plaatialustekone sijoittaa ylärollereita symmetrisesti kahden alarollerin yläpuolelle, jotka suorittavat pystysuuntaiset nostoliikkeet visailijoiden ja isäntäormajan mekanismien kautta. Kahdella alarolleralle kuuluu pyörivät liikkeet, joita ajetaan vähentäjän ulosantohylkön kytkemällä alarolleren hylkkiin tuottamaan tarvittava voima taulujen pyörittämiseksi.
Molemmat tyypit toimivat kolmen pisteen kiinteän ympyrän periaatteen mukaisesti, mikä sopeutuu eri säteisiin perustuviin vieriväksi systeemeihin. Kuitenkin neljänpölytynnyri tarjoaa parempia mahdollisuuksia suorien reunien esiasennoittamiseen ja tarkempaan ympyrän profiilin kalibrointiin verrattuna kolmepölyiseen vastaajaansa.
Tehomoodi
Useimmat kolmepölyiset tynnyrit ovat mekaanisia laitteita; kuitenkin hydrauliset tynnyritkin on olemassa. On huomionarvoista, että kaikki neljänpölyiset tynnyrit ovat hydraulisia. Mekaaninen kolmepölyinen symmetrinen levyjen tynnyri koostuu rakennelmasta, jossa yläpöly sijaitsee symmetrisesti kahden alanpölyn välissä. Tämä yläpöly suorittaa pystysuuntaista nostotoimintaa vinoviivakulkuettelin välityksellä, jonka ajaa päävähennetimen yksikkökikko. Kaksi alanpölyä pyörivät geerikulun kautta, saaden välttämättömän torkin päävähennetimeltä levyn tynnyrimenettelyä varten.
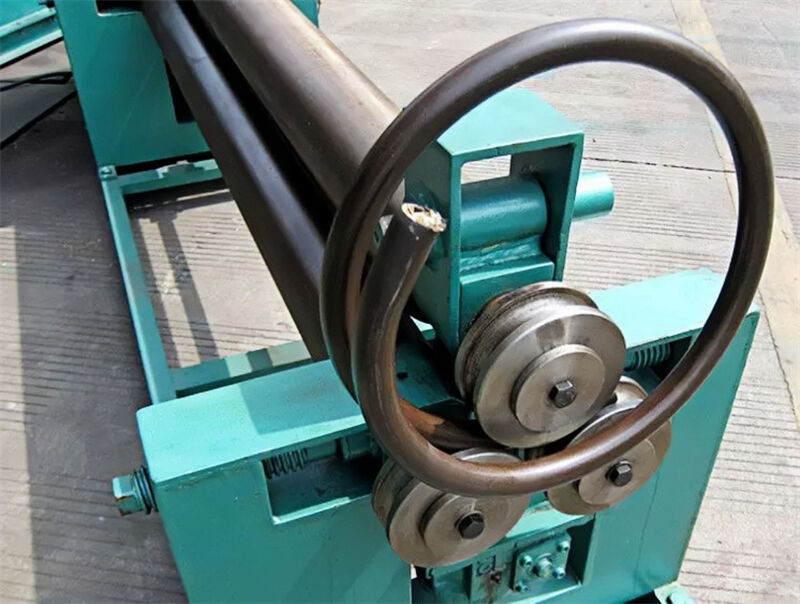
Tasaisia metallilaukkaita prosessoidaan kolmen työkalurollerin kautta - kahden aleman rollerin ja yhden ylärollerin - joissa ylärolleri harjoittaa alaspain painetta ja aleman rollerit pyörivät. Tämä toiminta aiheuttaa metallilaukalle useita jatkuvia kaareutumisia, jotka johtavat pysyvään muoviseen muotoonmuutokseen ja muodostavat laukun haluttuun sylinterimuotoon, kartionmuotoon tai muihin määritellyksiin muotoihin. Mekaanisen kolmerollerisen laukun kaarettimisen koneen haitaksi on, että laukun reunat vaativat esikaarettimistä lisälaitteilla.
Hydraulisen kolmerollerisen symmetrisen laukun kaarettimiskoneen rakenne on myös kolmerolleri-symmetrinen. Tässä suunnittelussa ylärolleri on paikallaan symmetrisesti kahden aleman rollerin välissä ja se pystyy liikkumaan pystysuunnassa hydraulisen sylinterin sisällä olevan hydraulinen öljyn vaikutuksen kautta. Kaksi alempaa rolleria vedetään pyörteille päävähennysgearin loppugearilla, mikä antaa väännökselle tarpeellisen vääntömomentin.
Tasoisia metallilaukkuja prosessoidaan kolmen työkalurollerin kautta—kaksi alempaa rolleria ja yksi ylärolleri—jossa ylärolleri harjoittaa alaspäin painetta ja alempien rollerien tehtävänä on pyrkiä. Tämä toiminto aiheuttaa metallilaukulle useita jatkuvia kaareutuksia, mikä johtaa pysyvään muoviseen muotoonmuutokseen ja muodostaa laukun haluttuun sylinterimuotoon, kappaleen tai muihin määritellyksiin muotoihin. Hydraulisen kolme-rollerin symmetrisen kaarrettimen haittapuoli on se, että laudan reunat vaativat esikaarettua lisälaitteilla. Tämä tyyppi koneesta sopii erityisen hyvin paksujen laudakkeiden kaarettamiseen, jotka ylittävät 50 mm paksuuden. Suuren laudan kaarretyyppikoneen suunnittelussa on lisätty kaksi vakioitunutta rolleririviä alempiin kahden rolleriin, mikä lyhentää niiden välistä etäisyyttä. Tämä muutos parantaa käsitellyn osan tarkkuutta sekä kokonaisuudessaan koneen suorituskykyä.
Neljä rullaa varustettu laskepolttokone on hydraulinen tyyppi, jossa ylärulla toimii pääasiallisena ajoittimena. Se tarjoaa väännöskuljetuksen levyllä vähennysgearan ulostulo geara kautta, joka liittyy ylärullan geariin. Alemman rullan voi nostaa pystysuunnassa, mikä tapahtuu hydraulisen öljyn vaikutuksella sylinterin pisaraan levyn painamiseksi. Lisäksi alarullan molemmat sivurullat ovat suunniteltu kallistumaan renkaan raillia pitkin, mikä välitetään niiden mestari-kaurapenkillä. Koneen etuudeksi on se, että se pystyy suorittamaan laskepään esiväännöksen ja pyöristämisen samalla laitteella.

Työtehokkuus
Kolmenvuotisen peltorullauskoneen tehokkuus on usein alhaisempi laitteiston mekaanisesta luonteesta ja erilaisten prosessien manuaalisesta puuttumisesta, mikä vähentää lopulta yleistä tuottavuutta. Vastaavasti neljävuotisten rullaussuorituskantojen, joilla on hydrauliset järjestelmät ja CNC-tekniikka (tietokoneohjattu numerohallinta), moottoriprosessointitehokkuus on huomattavasti korkeampi ja siten myös yleinen työtehokkuus on parempi. Neljävuotisten koneiden tuotannonopeus on myös merkittävästi suurempi kuin kolmenvuotisten vastaavien.
Käsittelytarkkuus
Kolmenvuotisen rullauskoneen prosessitarkkuus on yleensä tyydyttävä ja kykenee täyttämään enimmäkseen valmistustilojen perusvaatimukset; neljävuotisen rullauskoneen prosessitarkkuus on parempi, mikä mahdollistaa napakoivien ja muiden erikoismuotoisten työpienten tuotannon.


Hintavertailu
Kun vertailee malleja, on ilmeistä, että kolmen valujan kaatopajun hinta on yleensä vähemmän kuin neljän valujan kaatopajun. Tämä ero johtuu siitä, että kolmen valujan kaatopajan tarkkuus ja tehokkuus ovat yleensä huonompia kuin neljän valujan kaatopajun. Jos koneen käyttötaajuus on suhteellisen alhainen ja työkappaleen tarkkuustarpeet eivät ole tiukkoja, kannattaa harkita edullisempaa kolmen valujan kaatopajua. Toisaalta, jos tuotteen määrittely vaatii korkeampaa tarkkuustasoa, neljän valujan kaatopaju, huolimatta korkeammasta hinnasta, tarjoaa taloudellisemman valinnan.

Kilpailukoneet on saatavilla monessa eri mallissa, jokaisella omalla rakenteellisella koostumuksellaan ja suorituskyvyn ominaisuuksilla. Tulevat kilpailukoneiden ostajat tulisi pyrkiä ymmärtämään näiden mallien välisiä eroja. On olennaista välttää kaikki väärät käsitykset ostoprojessissa. Epäonnistuminen tässä saattaa johtaa siihen, että hankitsemasi kone ei täytä käyttövaatimuksiasi, mikä estää sen optimaalisen käytön ja voi aiheuttaa useita ongelmia työvirrassa.
Tietoa Gary Olsonista
Töitäessäni kirjoittajana ja toimittajana JUGAO CNC:lle, erikoistun tuottamaan havainnollista ja käytännöllistä sisältöä metallinsuostotyön alalle. Vuosien kokemuksella teknisen kirjoittamisen alalla keskityn tarjoamaan syvällisiä artikkeleita ja opastuksia, jotka auttavat valmistajia, insinöörejä ja ammattilaisia pysymään ajan tasalla uusimmilla innovaatioilla leppijäsennyksessä, mukaan lukien CNC-paineet, hydrauliset paineet, jäännöspainot ja muut.

