















































Ultimateoppaas CNC-tornivalmistuspainotteisiin0
Tässä Ultimate Guide to Cnc kaari-porautuspaine , olen iloinen voitta jakaa kanssasi näkemyksiäni ja asiantuntemustani tästä välttämättömästä laitteesta. Olipa sinä uusi CNC-mekaanikkaan maailmassa tai haluat kehittää nykyisiä prosesseja, tämä opas varustaa sinut kattavalla tiedonjalolla parhaiden käytäntöjen, optimointitekniikoiden ja ohjelmointistrategioiden osalta. Perusperiaatteista tehokkuuden maksimointiin liittyviin vinkkeihin asti pyrin tarjoamaan kattavaa ymmärrystä, joka auttaa sinua tekemään perusteltuja päätöksiä. Liity minuun, kun sukeltamme syvemmälle ominaisuuksiin, etuihin ja parhaimpiin käytäntöihin CNC-turret-punch-painojen tehokkaan käytön osalta.
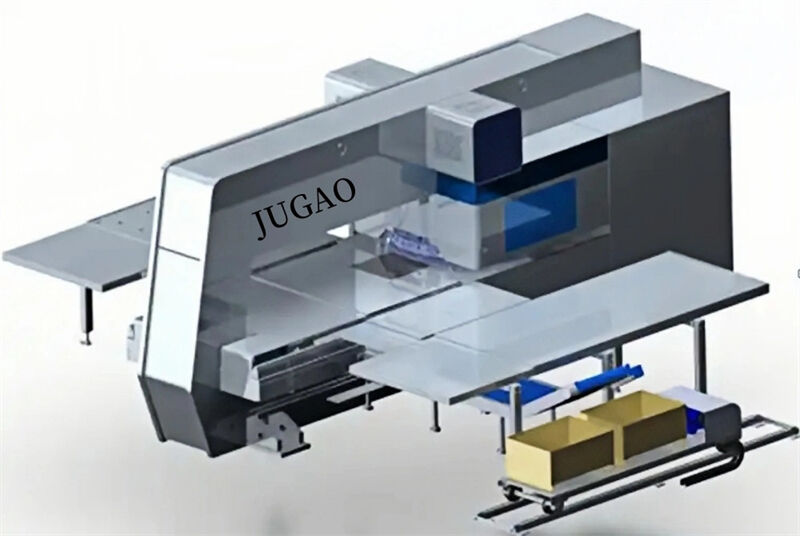
CNC-turret-paino on yksi pääluokista CNC:n punch , englanninkielinen nimi ( Cnc kaari-porautuspaine ), lyhenne NCT. Numerottu tukki-iskurauta (NCT) integroi koneen, sähkön, nesteen ja kaasun. Se on paineprosessointilaitteisto, joka käyttää tukkipohjaa iskurautaiskuun ja pinnan kevyen vedon ja muotoilun suorittamiseksi.
Sisällötila
· Luokitus
PIIRTEITÄ
Numerottu tukki-iskurauta (NCT) koostuu tietokonehallintajärjestelmästä, mekaanisesta tai hydraulisesta voimajärjestelmästä, servomekanismista, työkalukirjastosta, työkalujen valintajärjestelmästä, ohjelmointijärjestelmästä ympäristössä jne.
Numeroidun tukki-iskurautan (NCT) prosessointiohjelma laaditaan ohjelmointiohjelmalla (tai käsin). Servomekanismi lähettää leveyskiven prosessoitavaksi olevaan sijaintiin. Samalla työkalujen valintajärjestelmä valitsee vastaavan työkalun työkalukirjastosta, ja hydraulinen voimajärjestelmä painaa ohjelman mukaan automaattisesti työn osuuden prosessoitavaksi.
Luokitus
Numerottinen ohjauspyörremurupaino (NCT) on jaettu kolmeen eri tyypin pyörremurupainoihin: täysissä servomoottorilla ohjattu CNC-pyörremurupaino, mekaaninen CNC-pyörremurupaino (kiertopaino-CNC-pyörremurupaino) sekä hydraulinen CNC-pyörremurupaino.
Niistä täysissä servomoottorilla ohjattu CNC-pyörremurupaino on uusi tyyppi pyörremurupainosta. Laite käyttää servomoottorin suoraa ajotekniikkaa, mikä säilyttää yksinkertaisen, kypsän ja luotettavan mekaanisen pääajon rakenteen edut. Samalla sillä on parempia ominaisuuksia kuin hydraulisella pääajolla. Se koostuu merkittävistä ominaisuuksista ja vahvista toimistoista. Laite on varustettu täysissä sähköisessä servointelligentissa murupainossa, joka pystyy toteuttamaan useita prosesseja, kuten murtaaminen, muotoilu, kaarettaminen ja murskaaminen.
Mekaaniset pyörremurupainot ovat laajalti käytettyjä niiden pitkän ajan vakauden, kestävyyden ja alhaisemman hinnan vuoksi verrattuna täysissä servomoottorilla ohjatuun CNC-pyörremurupainoon; kuitenkin ne jäävät huomattavasti tehokkuudessa ja toiminnallisuuksissa.
Hydrauliset torni-iskurit ovat vähitellen menettäneet suosionsa, koska niissä tarvitaan kulutusaineena olevaa hydraulioljua ja ne eivät ole sopivia korkealämpöympäristöihin.

Liikkeen akseli
X-akseli: servomekaaninen akseli, joka siirtää työaineistoa pitkin suuntaa, joka on kohtisuorassa lainan pituuden kanssa
Y-akseli: Servomekaaninen akseli, joka siirtää työaineistoa pitkin suuntaa, joka on rinnastainen lainan pituuden kanssa
A-akseli: Kiertävä tornityyppinen työkalumagasin valitsee mallin pyöritysakselin
C-akseli: automaattisen mallin indeksointia varten tarkoitettu pyöritysakseli, joka voi pyörittää mallia mielivaltaiseen kulmaan
Käsittelymenetelmät
1. Yksinkertainen isku: täydellinen isku yhdessä kulussa, mukaan lukien suora jakautuminen, kaarijakautuminen, ympyrän kehään jakautuminen ja ruudukon reikien isku.
2. Jatkuvaa iskua samaan suuntaan: suorakaiteisten mallien osittainen päällekkäisyys käsittelemisessä mahdollistaa pitkien reikien käsittelyn ja reunien leikkaamisen.
3. Monisuuntainen jatkuva iskuaika: prosessointimenetelmä, jossa käytetään pieniä muokkereita suurten aukkojen käsittelyyn.
4. Niblaus: Käyttö pienessä askeleen pituudessa pyöreän muokkerin jatkuvaa iskua arkkia varten.
5. Yksikkömuotoilu: prosessointimenetelmä, jossa muotoillaan yhdellä kerralla shokkiomuodon mukaan.
6. Jatkuva muotoilu: muotoilumenetelmiä, jotka ovat suurempia kuin muokkereen koko, esimerkiksi suurten taittimien, rullattujen kalvojen ja rullattujen askelten käsittely.
7. Taulukkomuotoilu: useiden samankaltaisten tai erilaisten työpaltojen käsittelymenetelmien käyttö isoilla alusten puitteissa.

Prosessointiasema
Yleensä tornimuokkereitä luokitellaan niiden voiman perusteella käsiteltävien aukkojen halkaisijan mukaan, mikä helpottaa muokkerin valintaa. Ne jaetaan yleensä viiteen luokkaan: A, B, C, D ja E.
Luokka A (1/2 tuumaa) -asema: Käsittelyalue Φ1.5–Φ12.7 millimetriä.
Luokka B (1-1/2 tuumaa) -asema: Käsittelyalue alle Φ31.7 millimetriä.
Luokka C (2 tuumaa) -asema: Käsittelyalue alle Φ50.8 millimetriä.
Luokka D (3-1/2 tuumaa) asema: Käsittelyalue pienempi kuin Φ88.9 millimetriä
Luokka E (4-1/2 tuumaa) asema: Käsittelyalue pienempi kuin Φ114.3 millimetriä
Yleensä, kun on tarpeellista vaihtaa satunnaista konfiguraatiota, seuraa seuraavia muunnoksia: 1D = 8A = 4B = B + C.

Sovellusteollisuus
Tuotteemme löytävät laajaa käyttöä kylmässä timanttiprosessointiteollisuudessa, mukaan lukien sähköenergialaitteisto, runkoja ja kaapeliastioita, vuotoisen seinän dekoreita, kotitalousvälineitä, hissi-alasta, tuloviherien valmistusta, ilmoittimia, keittiövälineitä, toimistotarvikkeita, metalli- ja puutarvikkeita, lääketeollisuuden koneita sekä valaistuslaitteita ja muita. Yksittäinen timanttimenetelmä ja puristen timanttimenetelmä käytetään erilaisten kokoisten aukkojen ja osien timanttimiseen, mikä sopii erityisen hyvin erilaisten keskisuurten ja pienien sarjojen tai yksittäisten levyjen timanttimiseen.

Tietoa Gary Olsonista
Töitäessäni kirjoittajana ja toimittajana JUGAO CNC:lle, erikoistun tuottamaan havainnollista ja käytännöllistä sisältöä metallinsuostotyön alalle. Vuosien kokemuksella teknisen kirjoittamisen alalla keskityn tarjoamaan syvällisiä artikkeleita ja opastuksia, jotka auttavat valmistajia, insinöörejä ja ammattilaisia pysymään ajan tasalla uusimmilla innovaatioilla leppijäsennyksessä, mukaan lukien CNC-paineet, hydrauliset paineet, jäännöspainot ja muut.

