















































Lõplik juhend CNC-tornipungerite kasutamiseks0
Selles Ultimate Juhis CNC Turret Punch Press , olen mures jagada oma vaateid ja spetsialistlikku teadmist sellest olulisest tööriistast. Kas oled uus CNC-mahhakamis maailmas või soovid oma praegused protsessid parandada, siis see juhis andeks sulle ülevaate parimatest praktikatest, optimeerimisstrateegiatest ja programmeerimisstrateegiatest. Alates põhiprintsiipidest kuni nõuetele tõhususe suurendamiseks, siis pean pakkuma laia ülevaadet, mis aitab sul teha teadmistega toetuid otsuseid. Liitu mullega, samal nagu uurimegi CNC-turret punch presside kasutamise omadusi, eeliseid ja parimate praktilisi viise.
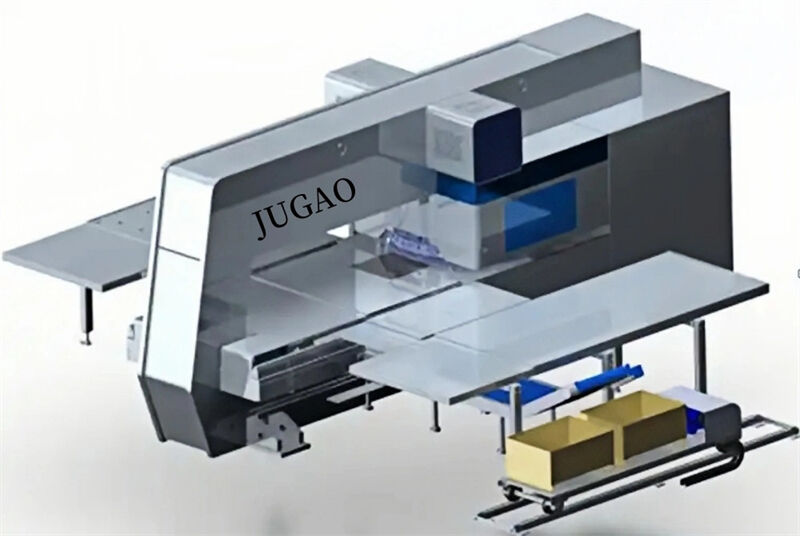
CNC sõrmik on üks peamistest kategooriatest CNC löökriist , ingliskeelne nimi ( CNC Turret Punch Press ), lühend NCT. Numbriline juhtimine türliks puncher (NCT) integreerib masina, elektri, veidi ja gaasi. See on paindusprotsessi seade, mis kasutatakse plaatil porgandite loomiseks ja lähedal vedelusega vormimiseks turliks puncher kuuga.
Sisukord
· Omadused
Omadused
Numbriline juhtimine türliks puncher (NCT) koosneb arvutijuhistusüsteemist, mehaanilisest või hüdraulilisest võimsüsteemist, servomehhanismist, vormide teekastist, vormide valikusüsteemist ja ümbritsevatest programmeerimissüsteemidest jne.
Numbriline juhtimine türliks puncher (NCT) töötab programmiga, mida on koostatud programmeerimissoftwariga (või käeallikult). Servomehhanism liigutab lehte töötlemiseks vastavale positsioonile. Samal ajal valib vormide valikusüsteem vastava vormi vormide teekastist ning hüdrauliline võimsüsteem täidab tööriista töötlemise automaatselt programmi järgi.
Klassifitseerimine
Numbriline juhtimine türlika lõigur (NCT) jaguneb täielikult elektroosliku servo CNC türlika lõiguks, mehaaniliseks CNC türlika lõiguks (kihvradiaator CNC türlika lõiguks) ja hüdrauliliseks CNC türlika lõiguks.
Neist on täielikult elektroosline servo CNC türlika lõigur uus tüüpi türlika lõigur. Seade kasutab servo mootori otsest drive tehnoloogiat, säilitades lihtsa, tugeva ja usaldusväärse mehaanilise peamise drive struktuuri eelised. Samal ajal on sellel paremaid omadusi kui hüdraulilisel peamisel draiveril. Sellel on olulised omadused ja tugevad funktsioonid. Seadmes on võimalik kasutada täielikult elektrilist servo intelligentset lõigu, mis võib saavutada erinevaid protsesse nagu lõigu, vormingu, kaarene ja gravüüri.
Mehaanilised türlika lõigu presid kasutatakse laialdaselt nende pikaajalist stabilset töötamist, pikka eluiga ja madalamat hinda võrreldes täielikult elektrooslikega servo CNC türlika lõigu presidega; siiski on neil märkimisväärne vahe tootmiskvaliteedis ja funktsionaalsuses.
Hüdraulilised tornitüüpsete lööjate presid on aeg-ajalt katumas populaarsusest, kuna neile on vaja kulutusainetena hüdraulikooli ja neid ei saa kasutada kõrgtemperatuuri töötamiskeskkondades.

Liikumisaks
X telg: servodraivistatud telg, mis liigutab töökaarti perepärase suuna poole, mis on risti laua pikkusega.
Y telg: servodraivistatud telg, mis liigutab töökaarti paralleelselt laua pikkusega suunas.
A telg: pöörlev tornitüüpi tööriistakogu valib möödikute pöörde telge.
C telg: automaatse möödiku indekseerimiseks mõeldud pöörde telg, mis võimaldab möödikut pöörata igal suunal.
Protsessimethodid
1. Üheks löögi: lõpetatakse ühes läbimisel, sealhulgas sirglõike jaotus, kaarel jaotus, ümber jaotus ning võrkloojad.
2. Pidev löögi sama suunas: ristkülikukujuliste möödikute osaliselt üleklappuvate töötlemismeetodite kasutamine, et protsessida pikki looke ja tervendada äärseid.
3. Mitmesuunaline pidev löökimine: töötlemismeetod, millega kasutatakse väikseid vorme suurte lubade töötlemiseks.
4. Nibeldamine: kasutatakse väikest ringvormelist, et pidevalt lööki arkust väiksel sammu peal.
5. Ühekaupa vormimine: töötlemismeetod, mis võimaldab vormida mööda vormi kujul ühe korra lülitamisega.
6. Pidev vormimine: vormimistehnikad, mis on suuremad kui vormi mõõtmed, nagu suurte rullade lennukud, rullitud ribad ja rullitud sammud.
7. Massivne vormimine: töötlemismeetod, mis hõlmab mitmeid sama- või erinevaid töökatseid suurel plaadil.

Protsessijaam
Tavapärane türkisvorm on klassifitseeritud töödeldava lubade diameetri järgi, mis lihtsustab vormi valikut. Need jagunevad tavaliselt viieks klassiks: A, B, C, D ja E.
Klass A (1/2 tolli) positsioon: töötlemispiirkond Φ1,5 kuni Φ12,7 millimeetrini
Klass B (1-1/2 tolli) positsioon: töötlemispiirkond vähem kui Φ31,7 millimeetrini
Klass C (2 tolli) positsioon: töötlemispiirkond vähem kui Φ50,8 millimeetrini
Klass D (3-1/2 tuuma) jaam: töötlemispiirkond vähem kui Φ88.9 millimeetrit
Klass E (4-1/2 tuuma) jaam: töötlemispiirkond vähem kui Φ114.3 millimeetrit
Tavaliselt, kui on vaja muuta juhuslikku konfiguratsiooni, järgitakse järgmiseid teisendusi: 1D = 8A = 4B = B + C.

RAKENDUS TÖöstus
Meie tooted levinud rakendustes külmstempelitöötlussektoris, sealhulgas elektritooted, kaubaskasti, kõrvalseinade dècore, majapidamistoimed, liftide tööstus, tulekahetuse uksede tootmine, klimaatdelsid, köökitoimed, bürooekvipment, raudtarvikud mööbel, meditsiinmasinad ja valgustuseseemed ning paljud teised. Üheks stempeldamise meetodiks ja nihke-stempeldamise meetodiks kasutatakse erinevate kuju ja suurusega lohkude ja osade välja stempeldamiseks, mis sobib eriti hästi erinevate keskmise ja väikese mahtu või ühekordsed plaadid.

Gary Olsoni lühitutvustus
Kui pühendunud autor ja toimetaja JUGAO CNC jaoks erialas, erialase ja praktilise sisu edastamises, mis on kohandatud metallitööstusele. Teknikalise kirjutamise aastate kogemusega keskendun sügavamate artiklite ja juhendite esitamisele, mis aitavad tootjatel, inseneritel ja spetsialistidel hoida end kursis uusimatega innovatsioonidega lehtmetallitöötluses, sealhulgas CNC vajutustega, hüdrauliliste survega, lõigemismasinate ja palju muudega.

