















































Erinevused kolme- ja nelirolliku plaadikeraamise vahel
Kogu minu ametiaja jooksul töötates plaadide rullimisega seotud masinadega olen tihti kuulnud arutelu 3-rullilise ja 4-rullilise plaadirullimasmassi võrdlemise teemal. Igal variantil on omad erinevad eelised, mis on mõeldud erinevatele rakendustele metallitööstuses. On oluline aru saada 3-rullilise ja 4-rullilise plaadirullimasmassi vahetel, et tagada õige varustuse valik spetsiifilistele projektidele. Aegade jooksul olen ma hankinud laialdase mõistmise nende toimivusprantsipide, tõhususe ja antud kaarsete kvaliteedi kohta. Selles vestluses selgitan need erinevused ära, et aidata teil teha teadmistepärast otsust oma plaadirullimisvajaduste osas.
Plaatide kaarutamise masin on tüüpi tegu vürtsimasmoodi ja seadmega, mis eemaldab mitte-metallplaatid keilis, kera-, silinder- või muud geomeetrilised kuju. Seda masinat kasutatakse laialdaselt toodete valmistamisel, boilerites, paremveesüsteemides, keemilistes tööstustes, mitte-metallstruktuurides ja mehaanikas ning teistes sektorites. Kaarutamise masinate mitmekesisus tuleneb nende erinevatest rakendustest erinevates valdkondades.
Plaatide kaarutamise masinad jagunevad rollerite arvu järgi, mis viib klassifitseerimiseni kolme- ja neljarollermasinatesse. Levinud veendumus on see, et peamine erinevus neevahel on lihtsalt üks lisaroller neljarollermashinas. Seega usuvad mõned inimesed ostmisel valesti, et neljarollermasin on parem tänu sellele lisarollerile. Kuid see vaatepunkt on vigane, sest need kaks masinat omavad olulisi erinevusi.
Vahetused 3-ja 4-teravate plaatide teravate masinate omadustes
Struktuuri ilu
Kolme-terava teramasin on või kolme teraga, samas kui neli-teravat masinat on või nelja teraga. Selle põhilise eristuse peale pakub kolme-terane masin lihtsamat ja praktikumlikumat ilu. Vastupidi seda, kasutab neli-terane masin hidraulilist CNC-tehnoloogiat, mis annab talle soodsama ja elegantsama välimuse. Detailidesse keskendumine ei ainult suurendanud töötlemise täpsust, vaid ka parandas kasutajakogemust.


Masina struktuur
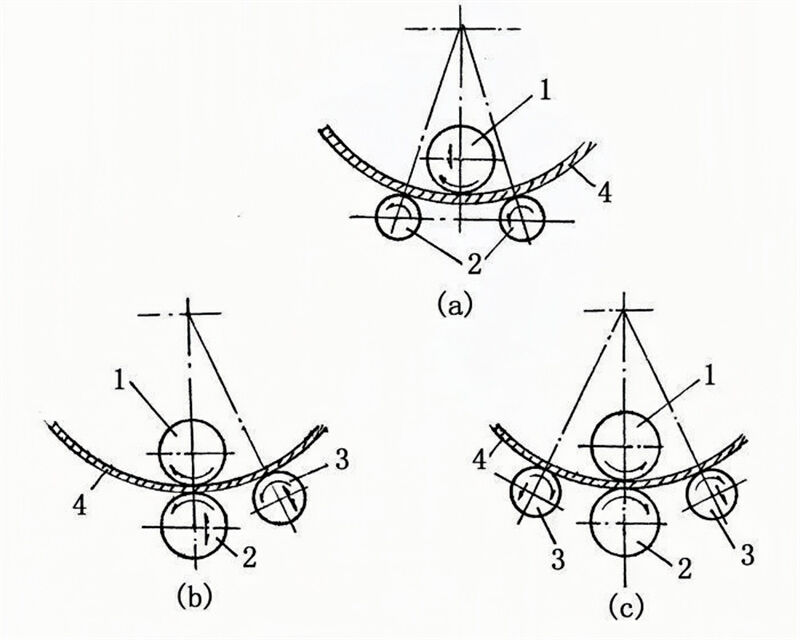
Kolme rulliga mehaaniline kaarutamaseade jaguneb kaheks tüübiks: kolme rulliga simetriline kaarutamaseade ja kolme rulliga asümmeetriline kaarutamaseade. Kolme rulliga simetrilises kaarutamaseadmes asetseb üks rull ülevalt, samas kui teised kaks rulli on allpool simetriliselt paigutatud. Vastupidi sellele omardab kolme rulliga asümmeetriline kaarutamaseade asümmeetrilist paigutust, kus ühel poole on kaks rulli ja teisel poolel üks rull.
Erinevus neli-teravatest plaatiteretuse masinast paikneb selle peamises juhtmehanegis, mis on ühendatud ülemiste teradega vähenduriga ja ristliuguga, et anda torsioon teretatava plaadile. Alamterad on kujundatud vertikaalse liikumiseks ja on ühendatud vähenduri madaliku (või kaartkivikuga) plaadi hoidmiseks ning mehaanilise edastuse võimaldamiseks. Lisaks asuvad külgterad alamterade mõlematel pooltel ja neid juhib madaliku (või kaartkivi) õhupuu, mis võimaldab neil liikuda kaldkujuulis reedel. Neli-teravate plaatiteretuse masina puhul on terasid kaks üles ja kaks alla ning kõigi nelja tööteraga on varustatud dünaamiliste telgedega.
Terade arvu erinevused aga tekitavad kolme- ja neliteraste teretusemasinate vahel erinevaid sammehangeid.
Töötlemisliik
Kolme rulliga plaadimõõduri abil saab toota silindrilisi ja kaareplaate. Selle töötlemine hõlmab kahe alumise rulli vertikaalset liikumist, mis on keskel ja süsteemselt paigutatud. See vertikaalne liikumine saavutatakse vintsiga ja madala vedru mehhanismiga. Alumiste rullide pöörlemine toimub mootoriga, ning kergus edastatakse möödutavale plaatile giiri väljundgiirga ja alumise rulligiirga meshing kaudu. Plaatide lõpped nõuavad eelkaarimist, mida võib teha täiendavate seadmetega.
Neli rulliga plaadimõõduri eesmärk on metallplaatide kaarimine ja kujuvormimine. Selle abil saab toota silindrilisi, kaare- ja keepliikulisi komponente kindla mõõtuhikus. See seade omab ka plaatide lõppude eelkaarimisfunktsiooni, mis tagab minimaalse oleva sirge joone ja võib ligikaudu tasandada metallplaatid.

Automaatiumastik
Kolme rulli rollimasin omab nupu-põhist juhtimissüsteemi, samas kui nelja rulli rollimasin on varustatud puhtkonnaga liidesega ja CNC-süsteemiga, mis võimaldab programmeeritavaid tööprotsesse. Digitaalne juhtimine võimaldab ühe rulli vormimisprotsessi kontrollida, puhtkonnapõhiste võimaluste abil visuaalse sisendi tegemist, töösammu redigeerimist ning kuni 500 andmehulga salvestamist. Elektrooniline tasakaalustussüsteem, mis on integreeritud EPS-ga, tagab, et rullide liikumine jääb paralleelseks tolli 0,15 mm piires. Süsteem toetab inimmasin-interaktsiooni, ise-diagnostilist vigade tuvastamist ja intelligentset operatsioonivigade identifitseerimist. Trummkuju rullid näitavad suurepärast ümmargust ja kõrget sirgust. Kõik liikumised on hüdrauliliselt ajendatud.
Rullid on konstateeritud liikuma sirglugudes juhivrükkides, mis võimaldab vähendada kahe rulli külge vahekaugust ja saavutada täpsed rullimistuured. Rullide jõuline raam, mis on märgane ja suudab sisaldada keskmise kuni suure suurusega rulli, on üheksühikuks anneleeritud, et stressi eemaldada ja deformatsiooni vältida. Rullid valmistatakse üheksühikuks, kliinimisprotsessi all neid seatud ja need on sobivad nii käeoperatsioonimoodi kui ka automaatse operatsioonimoodi jaoks.


Laadimise meetod
Kolm rulli nõuab käelaadimist, mis tähendab töökatsete käelaadimist. Vastupidi sellele on nelja rulliga seade varustatud nupuga juhtimiseks, mis võimaldab kiiret ja mugavat laadimist protsessi, mis on oluliselt kiirem kui kolme rulliga seadmega.

Rullide liikumise vorm
Kolme rulliga mittesümmeetrilises plaadikallutusmasinas on ülemine rull peamise juhtmehangete elemendina. Alamrull võtab vertikaalse liikumise vastu, et hoida plaadi kinni, ja see kooskõlastub ülemise rulli karuga, et tagada peamine juhtmehaanism. Külgerull on mõeldud tiputamiseks ja tõstmiseks, pakkudes nii eespoolkallutuse kui ka ümardamise võimeid. Vastupidi sellele asetseb kolme rulliga sümmeetrilises plaadikallutusmasinas ülemised rullid kahe alamrulli kohal sümmeetriliselt. Alamrullid täitavad vertikaalse tõstmise liikumise, mis toimub skruudi ja peamise viiramehhanismi abil. Alamrullid vastutavad pöörde liikumise eest, mida juhib vähenduskassi väljundkarv, mis sidub alamrulli karuga ning loob tarviliku paari plaadikallutamiseks.
Mõlemad tüübid toimivad kolmekohalise fikseeritud ringi põhimõttel, mis sobib erinevate raadiustega rullidesüsteemidega. Kuid neljarulliline plaatrippur pakub paremaid võimeid sirgjoonte eesrullimisel ja ringjoone profiili täpsemas kalibreerimises võrreldes kolmerullilise vastastikku.
Võimsuse režiim
Enamus kolmerullsetest rippuritest on mehaanilised; siiski eksisteerivad ka hüdraulilised rippurid. Oluline on see, et kõik neljarullilised rippurid on hüdraulilist tüüpi. Mehaanilises kolmerullilises symmetriplaatrippuris on ülemine rull paigutatud symmeetrselt kahe alumise rulli vahel. See ülemine rull tehakse vertikaalse tõstmise liikumise abil kaaskiirme edastuse kaudu, mida juhib peamäärane vähendaja ühekordses kiirmes. Kahe alumise rulli pöörlev liikumine toimub kiirmega kaaskiirme kaudu, mida juhib peamäärane vähendaja, et anda tarvilik torke plaatrippimiseks.
Tasapinnalised metalliplaadid töödeldakse läbi kolme töötava rulli – kaks alumist rulli ja üks ülemine rull, kus ülemine rull avaldab allapoolepüüdset survet ja alumised rullid pöörlevad. See tegevus allatab metalliplaadi mitmetele pidevatele lõikumistele, mis tuleb kaasa püsivale plastilisele deformatsioonile ja plaadi moodustamisele soovitud tsüklilisse, keelislikuks või muu määratud kujuks. Mehaanilise kolmerulli plaadikallutusmasina ebaloodus on see, et plaadi ääred nõuavad eelpöörlemist lisaseadmega.
Hüdraulilise kolmerulli süsimäeline plaadikallutusmasin kasutab samuti kolmerulli süsimäelist struktuuri. Selle disainis asub ülemine rull süsimäelt kahe väärtuse vahel ja on võimeline vertikaalsetes tõstmisliikumistes hüdrauliküttega hüdraulikusi sees toimiva tegevuse kaudu. Kaks alumist rulli pöörlevad peamise reductori lõpliku sõlme kaudu, pakudes nii kallutamisprotsessi jaoks vajalikku torsiooni.
Tasakaalustatud plaad töödeldakse läbi kolme töötava rulli – kaks alumist rulli ja üks ülemine rull – kus ülemine rull avaldab allapoolepindu ja alumised rullid pöörlevad. See tegevus laseb metallplaadil kogeda mitmeid pideva lõigu, mis viib jäädvate plastiliste muutuste ning plaadi moodustamiseni soovitud tsüklilisse, keelesse või mõne teise spetsifitse kuju. Hidraulika kolmerullsete symmetriliste rullimasinade nõrkus on see, et plaadi ääred vajavad eelnevat lõigu täiendavate seadmetega. Selle tüüpi masin sobib eriti hästi paksuste plaadidega, mis ületavad 50 mm. Suurte plaadirullimasinade disain hõlmab kahte alumist rulli kohta lisarida fikseeritud rullidest, mis lühendab neid eraldavat kaugust. See muudatus parandab rullitud töökauba täpsust ja masina terviklikku jõudlust.
Neli-ridaaline plaadide kaarutusmasin on hüdraulilisest tüübist, kus ülemine ridala on peamane juht. See andb plaadile võimu vähendaja väljundrihtra läbi, mis on sidus ülemise ridala rihtraga. Alamine ridala on võimeline vertikaalsetes tõstumisliikumustes, mida juhib hüdraulooel, mis tegutseb hüdraulilise silindri pistonil, et plaadi hoida. Lisaks on alamine ridala mõlematel pooltel projekteeritud vinapane liikumiseks raagiporral, mis edastatakse niiti abil spiraalne madala ridala riivkerrandega. Masina eelis seisneb selle suutlikkuses teostada plaadi lõpu eelkaarimine ja ümmardamine samal seadmel.

Töö effektiivsust
Kolme rulliga plaadide kaarutusmasinate tõhusus on sageli madalam nende seadmete mehaanilise iseloomu tõttu ja erinevate protsesside käigus vajaliku manuaalse sekkumise tõttu, mis omakorda vähendab üldist tootlikkust. Vastupidi sellele näitavad nelja rulliga kaarutusmasinad, mida on varustatud hüdraulikasüsteemidega ja CNC (arvutinumeriline juhtimine) tehnoloogiaga, oluliselt suuremat mootoriprotsessi tõhusust ning vastavalt ka paremat üldist töötõhusust. Nelja rulliga masina poolt toodetud töökoje valmistamissagedus on ka oluliselt suurem kui kolme rulliga masinate puhul.
Töötlemise täpsus
Kolme rulliga kaarutusmasina töötlemise täpsus on tavaliselt rahuldav ja võimeline rahuldama enamiku tootmisettevõtete põhieeskujusi; nelja rulliga kaarutusmasina töötlemise täpsus aga on parem ning võimaldab koni ja muude spetsiaalsete kuju töökoje tootmist.


Hinnade võrdlus
Kui võrreltakse mudelid, on selge, et kolme rulliga rullimasinaku hind on tavaliselt vähem kui nelja rulliga rullimasinaku. See erinevus tuleneb sellest, et kolme rulliga rullimasinaku täpsus ja tõhusus on tavaliselt madalam kui nelja rulliga rullimasinaku. Kui masina kasutamise sagedus on suhteliselt madal ja töökaalu täpsuse nõuded pole piisavalt karmid, võib olla soovitatav valida odavam kolme rulliga rullimasinak. Vastupidi, kui toote spetsifikatsioonid nõuavad kõrgemat täpsust, siis pakub nelja rulliga rullimasinak, hinnatähtsuse vaatamata, majanduslikult paremat valikut.

Rullimootorid on saadaval mitmesugustes mudelites, igal oma erinevas struktuuris ja jõudluses. Tulevased rullimootorite omanikud peaksid püüdma aru saada nende mudelite vahelistest erinevustest. On oluline vältida igasuguseid ebaõigusaid ostu protsessis. Nende ebaselike tegude tulemusena võib saada masin, mis ei rahulda teie tootmise nõudeid, mille tulemuseks on selle optimaalse kasutamise takistamine ning võib tekitada palju muud probleeme töövoogus.
Gary Olsoni lühitutvustus
Kui pühendunud autor ja toimetaja JUGAO CNC jaoks erialas, erialase ja praktilise sisu edastamises, mis on kohandatud metallitööstusele. Teknikalise kirjutamise aastate kogemusega keskendun sügavamate artiklite ja juhendite esitamisele, mis aitavad tootjatel, inseneritel ja spetsialistidel hoida end kursis uusimatega innovatsioonidega lehtmetallitöötluses, sealhulgas CNC vajutustega, hüdrauliliste survega, lõigemismasinate ja palju muudega.

