















































Tasakaaluline püsilisestus pressi mustrile

Vaba võrdse kõrguse kohandamine (moodli kõrguse eelkohandamine)
Eesmärk: Tagada, et ülemine ja alumine moodel oleksid vabas olukorras sama kõrgusel, et vältida nõrgustumise vea või moodli kahjustust, mis tekib ebavõrdselt jõudel.
1. Ettevalmistus
Keela seadmete elektrivool, paigalda ülemine ja alumine moold ja hoidke neid algselt kinni.

Puhastage mooli pind keskmiselt öli või vürtsed ning veenduge, et kontaktkõrv on tasapindlik.
2. Käsitsi kõrguse kohandamine
Eemaldage vasakul ja paremal ülemised moolid.

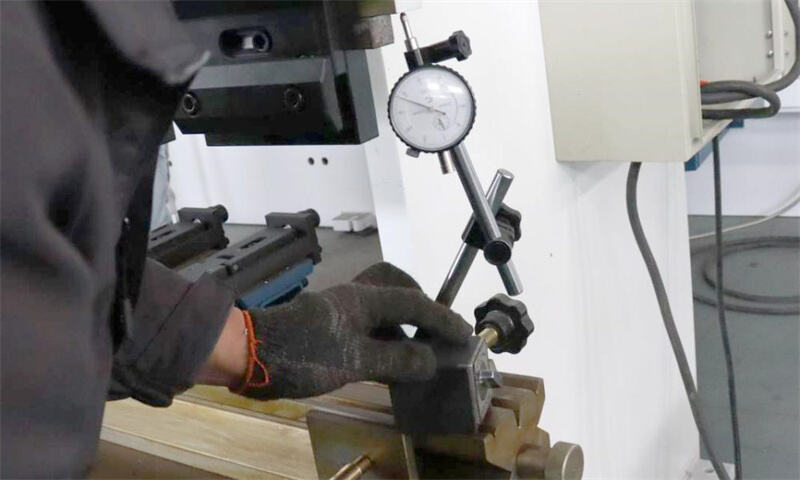
Mõõdake mikrometri või laaserdetektori abil ülemise ja alumise mooli oluliste punktide (tavaliselt neli nurka ja keskmine) kõrgust.

Korradestega või kummipadade kauguse muutmise abil saab vormimustris olevate ülemiste ja alumiste vormide iga mõõdupunkti korrasid parandada nii, et nende erinevus oleks ≤0,02mm.


Pärast muutmispargi kitsendamist tuleb see uuesti kontrollida, et vältida pargi lahunemise põhjustatud ebakorraldusi.
3. Vabas liikumine ja korras kontroll
Käsitsi käivitage masin, et vaadata, kas ülemised ja alumised vormid sulgemisel puutuvad omavahel tasapisi kokku.
Kontrollige kujuvahe sulgemise pärast tunnriigiga, et veenduda, et pole paiklikku üleliigmat ega vaheet.

Eeskirjad
1. Turvaline töötamine: enne muudatusi peate kindladelt välja lülitama elektri ja kasutama kaitseümmarguid ning silmaprotectorit.
2. Tööriistade valik: Eelistatakse kõrge täpsusega mõõduriisteid (nt mikrometrite, laaserdetektorite).
3. Sammukslik kontroll: Iga kohandamise samm peab olema katsete abil kontrollitud, et vältida kumulatiivseid vigu.
4. Seadmete erinevused: Erinevate mudelite kaarendusmasinad võivad kasutada mehaanilisi/hüdraulilisi kompensatsioonimeetodeid, mis nõuavad seadme käsitööraamatu järgimist kohandamisel.
Ülaltoodud sammete süsteemiline kohandamine võib oluliselt parandada kaerutus täpsust (nurkvea ≤ 0,5°) ja mallide teenindusaega ning vähendada materjalihasteid ja seadme kahju. Tegelikus töös tuleb pärast kogemust paindlikult reageerida, näiteks paksate plaatide või kõrge jõu materjalide korral tuleb rõhukomplekti suurendada.

