















































Hướng Dẫn Toàn Diện Về Máy Đục Lỗ Tháp CNC0
Trong Hướng Dẫn Toàn Diện này về Cnc turret punch press , tôi rất hào hứng được chia sẻ những hiểu biết và chuyên môn của mình về thiết bị quan trọng này. Dù bạn mới bắt đầu với thế giới gia công CNC hay đang tìm cách cải thiện quy trình hiện tại, hướng dẫn này sẽ trang bị cho bạn kiến thức toàn diện về các thực hành tốt nhất, kỹ thuật tối ưu hóa và chiến lược lập trình. Từ những nguyên tắc cơ bản của hoạt động đến các mẹo để tăng hiệu suất tối đa, tôi mong muốn cung cấp một sự hiểu biết toàn diện giúp bạn đưa ra quyết định sáng suốt. Hãy cùng tôi khám phá các tính năng, lợi ích và thực hành tốt nhất để sử dụng máy đục CNC turret hiệu quả.
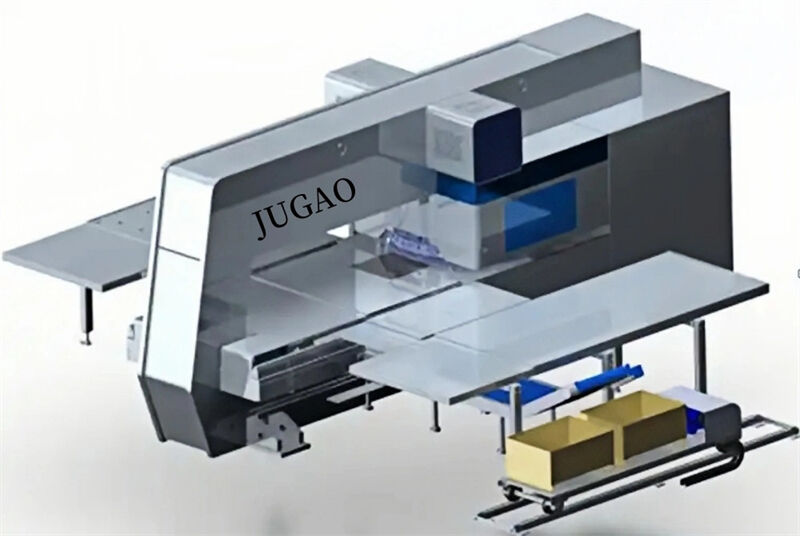
Máy đục CNC turret là một trong những hạng mục chính của CNC lỗ đục , tên tiếng Anh ( Cnc turret punch press )), viết tắt là NCT. Máy phay đục lỗ tháp điều khiển số (NCT) tích hợp máy móc, điện, chất lỏng và khí. Đây là thiết bị gia công áp lực để đục lỗ và tạo hình kéo giãn nông trên tấm kim loại thông qua khuôn đục lỗ tháp.
Bảng nội dung
· Đặc điểm
Đặc điểm
Máy phay đục lỗ tháp điều khiển số (NCT) bao gồm hệ thống điều khiển bằng máy tính, hệ thống truyền động cơ học hoặc thủy lực, cơ chế cấp liệu bằng servo, thư viện khuôn, hệ thống chọn khuôn, hệ thống lập trình xung quanh, v.v.
Máy phay đục lỗ tháp điều khiển số (NCT) sử dụng chương trình gia công được biên soạn bởi phần mềm lập trình (hoặc thủ công). Cơ chế cấp liệu bằng servo đưa tấm kim loại đến vị trí cần gia công. Đồng thời, hệ thống chọn khuôn sẽ chọn khuôn tương ứng từ thư viện khuôn, và hệ thống truyền động thủy lực sẽ ép theo chương trình để tự động hoàn thành việc gia công chi tiết.
Nhóm phân loại
Máy đột tháp điều khiển số (NCT) được chia thành máy đột tháp CNC toàn điện servo, máy đột tháp CNC cơ khí (máy đột tháp CNC flywheel), và máy đột tháp CNC thủy lực.
Trong đó, máy đột tháp CNC toàn điện servo là loại máy đột tháp hoàn toàn mới. Thiết bị sử dụng công nghệ truyền động trực tiếp bằng mô-tơ servo, từ đó giữ lại những ưu điểm của cấu trúc truyền động chính cơ khí đơn giản, trưởng thành và đáng tin cậy. Đồng thời, nó có những đặc tính tốt hơn so với truyền động chính thủy lực. Nó có những đặc điểm nổi bật và chức năng mạnh mẽ. Thiết bị được trang bị máy đột thông minh toàn điện servo, có khả năng thực hiện nhiều quy trình khác nhau như đột lỗ, tạo hình, uốn cong và khắc.
Máy đột tháp cơ khí được sử dụng rộng rãi nhờ sự ổn định lâu dài, tuổi thọ cao và giá cả thấp hơn so với máy đột tháp CNC toàn điện servo; tuy nhiên, chúng kém hiệu quả và chức năng hơn rất nhiều.
Máy đột dập tháp thủy lực dần dần mất đi sự ưa chuộng do yêu cầu phải sử dụng dầu thủy lực tiêu hao và không phù hợp với môi trường làm việc ở nhiệt độ cao.

Trục chuyển động
Trục X: trục động cơ servo di chuyển chi tiết công việc theo hướng vuông góc với chiều dài của bàn máy
Trục Y: trục động cơ servo di chuyển chi tiết công việc theo hướng song song với chiều dài của bàn máy
Trục A: trục chọn模具 dạng tháp quay, dùng để chọn trục quay của khuôn
Trục C: trục quay cho việc lập chỉ mục tự động của khuôn, có thể xoay khuôn ở bất kỳ góc nào
Phương pháp xử lý
1. Đột đơn: hoàn thành việc đột trong một lần qua, bao gồm phân bố đường thẳng, phân bố cung tròn, phân bố vòng tròn và đột lỗ lưới.
2. Đột liên tục theo cùng một hướng: sử dụng phương pháp xử lý chồng chéo một phần của khuôn hình chữ nhật, có thể xử lý lỗ dài và cắt viền.
3. Đấm liên tục đa hướng: phương pháp gia công sử dụng khuôn nhỏ để tạo lỗ lớn.
4. Cắt rãnh: Sử dụng khuôn tròn nhỏ để đấm liên tục đường cong với bước nhảy nhỏ.
5. Định hình đơn: phương pháp định hình bằng cách kéo sâu một lần theo hình dạng của khuôn.
6. Định hình liên tục: các phương pháp gia công định hình lớn hơn kích thước của khuôn, chẳng hạn như cửa chớp lớn, cuộn gân và cuộn bậc thang.
7. Định hình mảng: gia công nhiều chi tiết giống hoặc khác nhau trên một tấm lớn.

Trạm gia công
Thông thường, khuôn tháp được phân loại dựa trên đường kính của các lỗ mà nó có thể xử lý, điều này giúp lựa chọn khuôn. Chúng thường được chia thành năm cấp độ: A, B, C, D và E.
Cấp độ A (1⁄2 inch): Phạm vi gia công từ Φ1.5 đến Φ12.7 milimét
Cấp độ B (1-1⁄2 inch): Phạm vi gia công nhỏ hơn Φ31.7 milimét
Cấp độ C (2 inch): Phạm vi gia công nhỏ hơn Φ50.8 milimét
Cấp độ D (3-1⁄2 inch) trạm: Phạm vi xử lý nhỏ hơn Φ88.9 milimét
Cấp độ E (4-1⁄2 inch) trạm: Phạm vi xử lý nhỏ hơn Φ114.3 milimét
Thông thường, khi cần thiết phải thay đổi cấu hình ngẫu nhiên, các phép chuyển đổi sau đây được tuân theo: 1D = 8A = 4B = B + C.

Ngành Ứng Dụng
Các sản phẩm của chúng tôi được ứng dụng rộng rãi trong ngành công nghiệp gia công dập nguội, bao gồm thiết bị điện, tủ khung, trang trí tường rèm, thiết bị gia dụng, ngành thang máy, sản xuất cửa chống cháy, điều hòa không khí, thiết bị nhà bếp, thiết bị văn phòng, nội thất kim loại, máy móc y tế và đèn chiếu sáng, v.v. Phương pháp đục lỗ đơn và phương pháp đục lỗ từng phần được sử dụng để tạo ra các lỗ và bộ phận có nhiều hình dạng và kích thước khác nhau, đặc biệt phù hợp cho việc đục lỗ của các tấm với số lượng vừa và nhỏ hoặc từng tấm riêng lẻ.

Về Gary Olson
Là một tác giả và biên tập viên chuyên nghiệp cho JUGAO CNC, tôi chuyên cung cấp nội dung sâu sắc và thực tiễn được thiết kế riêng cho ngành gia công kim loại. Với nhiều năm kinh nghiệm trong lĩnh vực viết kỹ thuật, tôi tập trung vào việc cung cấp các bài viết và hướng dẫn chi tiết giúp các nhà sản xuất, kỹ sư và chuyên gia luôn cập nhật về những đổi mới mới nhất trong lĩnh vực gia công tấm kim loại, bao gồm máy uốn CNC, máy ép thủy lực, máy cắt tấm và hơn thế nữa.

