















































Đặc điểm phân biệt giữa máy uốn tấm ba trục và máy uốn tấm bốn trục
Trong suốt thời gian làm việc của tôi với máy uốn tấm, tôi đã nhiều lần gặp phải những cuộc thảo luận về sự so sánh giữa Máy Uốn Tấm 3 Cổ và Máy Uốn Tấm 4 Cổ. Mỗi loại đều có những ưu điểm riêng và được thiết kế cho các ứng dụng khác nhau trong lĩnh vực gia công kim loại. Điều quan trọng là phải hiểu rõ sự khác biệt giữa máy uốn tấm 3 cổ và 4 cổ để đảm bảo lựa chọn thiết bị phù hợp cho các dự án cụ thể. Qua thời gian, tôi đã tích lũy được một cái nhìn toàn diện về nguyên lý hoạt động, các chỉ số hiệu quả và chất lượng của các đường cong mà chúng tạo ra. Trong bài viết này, tôi sẽ nêu rõ những khác biệt đó, từ đó giúp bạn đưa ra quyết định thông thái hơn cho nhu cầu uốn tấm của mình.
Máy uốn tấm là một loại máy móc và thiết bị rèn, có khả năng uốn các tấm phi kim loại thành hình nón, hình cầu, hình trụ hoặc các hình dạng hình học khác. Loại máy móc này được sử dụng rộng rãi trong sản xuất hàng hóa, lò hơi, hệ thống hơi nước, ngành công nghiệp hóa chất, cấu trúc phi kim loại và kỹ thuật cơ khí, cùng nhiều lĩnh vực khác. Sự đa dạng của các máy cuộn là do chúng có ứng dụng khác nhau trong các lĩnh vực khác nhau.
Máy uốn tấm được phân loại dựa trên số lượng trục lăn, dẫn đến việc chia thành hai loại: 3 trục và 4 trục. Một quan niệm sai lầm phổ biến là sự khác biệt chính giữa hai loại chỉ đơn giản là trục lăn bổ sung trong máy 4 trục. Do đó, một số người khi mua máy, nhầm tưởng rằng máy 4 trục tốt hơn nhờ có thêm trục lăn. Tuy nhiên, cách nhìn này là không đúng, vì hai loại máy này có những sự khác biệt đáng kể.
Đặc điểm phân biệt giữa máy uốn tấm ba trục và bốn trục
Thẩm mỹ cấu trúc
Máy uốn ba trục được trang bị ba trục, trong khi máy uốn bốn trục có bốn trục. Ngoài sự khác biệt cơ bản này, máy ba trục có vẻ ngoài đơn giản và thực dụng hơn. Ngược lại, máy bốn trục, với công nghệ thủy lực CNC, có ngoại hình tinh tế và sang trọng hơn. Sự chú trọng đến chi tiết trong thiết kế không chỉ nâng cao độ chính xác trong quá trình xử lý mà còn cải thiện trải nghiệm người dùng.


Cấu trúc máy
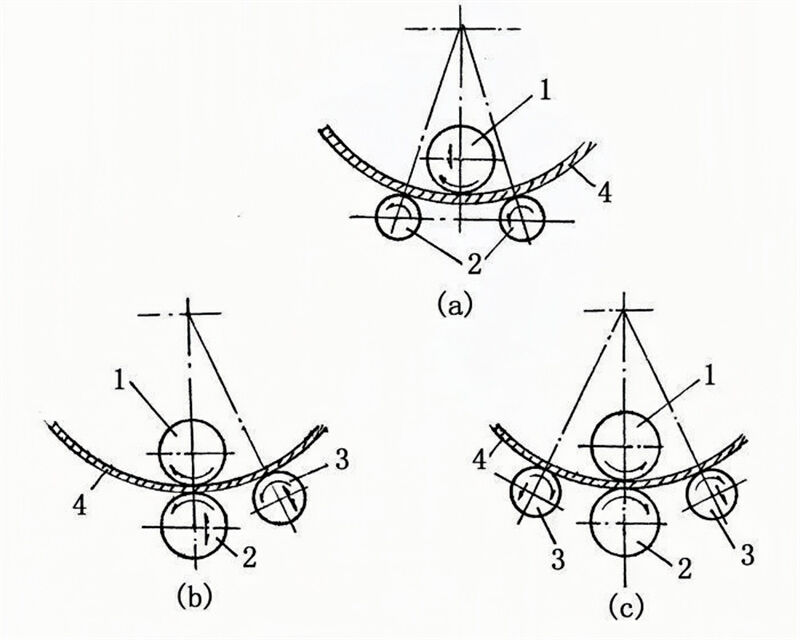
Máy cuộn ba trục cơ khí được chia thành hai loại: máy cuộn ba trục đối xứng và máy cuộn ba trục không đối xứng. Trong máy cuộn ba trục đối xứng, một trục được đặt phía trên, trong khi hai trục còn lại được sắp xếp đối xứng phía dưới. Ngược lại, máy cuộn ba trục không đối xứng có bố trí không đối xứng, trong đó một bên gồm hai trục, còn bên kia chỉ có một trục.
Sự khác biệt giữa máy uốn tấm bốn trục nằm ở cơ chế truyền động chính, được kết nối với trục trên thông qua hộp giảm tốc và khớp li hợp trượt ngang để cung cấp mô-men xoắn cho tấm đang được uốn. Các trục dưới được thiết kế để di chuyển theo chiều dọc và được kết nối thông qua hộp giảm tốc và bánh vít (hoặc bánh răng nón) để hỗ trợ kẹp tấm, từ đó cho phép truyền động cơ học. Ngoài ra, các trục bên được đặt ở cả hai bên của trục dưới và có thể di chuyển nghiêng dọc theo ray dẫn hướng, được điều khiển bởi bánh vít sợi (hoặc bánh răng nón). Máy uốn tấm bốn trục có hai trục ở phía trên và hai trục ở phía dưới, tất cả bốn trục làm việc đều được trang bị bạc đạn động.
Tuy nhiên, sự khác biệt về số lượng trục dẫn đến các cơ chế bước khác nhau giữa máy uốn ba trục và bốn trục.
Loại hình gia công
Máy uốn tấm ba trục có khả năng sản xuất các tấm kim loại hình trụ và cong. Hoạt động của nó bao gồm việc di chuyển theo chiều dọc của hai trục cuộn dưới, được đặt đối xứng và ở giữa. Sự di chuyển theo chiều dọc này được thực hiện thông qua một thanh vít và cơ chế truyền ren xoắn. Việc quay của các trục cuộn dưới được cung cấp bởi động cơ, và mô-men xoắn được truyền đến tấm cuộn thông qua việc ăn khớp của bánh răng đầu ra hộp số với bánh răng của trục cuộn dưới. Các đầu của tấm cần phải được uốn trước, điều này có thể được hỗ trợ bởi thiết bị bổ sung.
Máy uốn tấm bốn trục được thiết kế để uốn và tạo hình các tấm kim loại. Nó có khả năng sản xuất các chi tiết hình trụ, cong và nón trong phạm vi kích thước quy định. Máy này cũng có chức năng uốn trước cho các đầu của tấm, dẫn đến phần mép thẳng còn lại tối thiểu, và có thể làm phẳng gần như hoàn toàn các tấm kim loại.

Mức độ tự động hóa
Máy cán ba trục có hệ thống điều khiển bằng nút bấm, trong khi máy cán bốn trục được trang bị giao diện cảm ứng và hệ thống CNC cho phép thực hiện các thao tác lập trình. Điều khiển số hỗ trợ quá trình tạo hình một lần cán, với khả năng nhập liệu trực quan qua màn hình cảm ứng, chỉnh sửa các bước làm việc và lưu trữ tới 500 bộ dữ liệu. Hệ thống cân bằng điện tử, tích hợp với EPS, đảm bảo rằng chuyển động của trục cán giữ song song trong phạm vi sai số 0,15 mm. Hệ thống hỗ trợ tương tác giữa con người và máy móc, phát hiện lỗi chẩn đoán tự động và nhận dạng thông minh các lỗi trong quá trình vận hành. Các trục cán dạng trống có độ tròn tuyệt vời và độ thẳng cao. Tất cả các chuyển động đều được điều khiển bằng thủy lực.
Các con lăn được thiết kế để di chuyển theo các đường thẳng trong ray hướng dẫn, cho phép giảm khoảng cách giữa tâm của hai bên con lăn để đạt được độ chính xác cao khi lăn. Khung sturdy, dày và có khả năng chứa các con lăn cỡ trung bình đến lớn, được làm mềm thành một khối duy nhất để loại bỏ stress và ngăn ngừa biến dạng. Các con lăn được sản xuất thành một khối duy nhất, trải qua quá trình cứng hóa và tương thích với cả chế độ vận hành thủ công và tự động.


Phương pháp tháo dỡ
Ba con lăn yêu cầu phải tháo dỡ bằng tay, bắt buộc phải tháo dỡ thủ công chi tiết gia công. Ngược lại, bốn con lăn được trang bị nút nhấn điều khiển, giúp quá trình tháo dỡ dễ dàng và nhanh chóng hơn đáng kể so với ba con lăn.

Hình thức di chuyển con lăn
Máy uốn tấm ba trục không đối xứng có trục trên hoạt động như cơ chế truyền động chính. Trục dưới có khả năng di chuyển theo chiều dọc để cố định tấm kim loại và kết nối với bánh răng của trục trên để hỗ trợ chức năng truyền động chính. Trục bên được thiết kế cho các hành động nghiêng và nâng, cung cấp cả khả năng uốn trước và làm tròn. Ngược lại, máy uốn tấm ba trục đối xứng đặt các trục trên đối xứng trên hai trục dưới, thực hiện các chuyển động nâng hạ theo chiều dọc thông qua cơ chế vít và đai ốc truyền động. Hai trục dưới chịu trách nhiệm về chuyển động quay, được dẫn động bởi bánh răng đầu ra của bộ giảm tốc kết nối với bánh răng của trục dưới để tạo ra mô-men xoắn cần thiết cho việc uốn tấm.
Cả hai loại đều hoạt động theo nguyên tắc của đường tròn cố định ba điểm, điều này phù hợp với các hệ thống lăn có bán kính khác nhau. Tuy nhiên, máy uốn tấm bốn con lăn cung cấp khả năng vượt trội hơn trong việc uốn mép thẳng và đạt được hiệu chỉnh chính xác hơn về hình dạng vòng so với loại ba con lăn.
Chế độ điện
Hầu hết các máy uốn ba con lăn đều mang tính chất cơ khí; tuy nhiên, cũng tồn tại các máy uốn thủy lực. Điều đáng chú ý là tất cả các máy uốn bốn con lăn đều thuộc loại thủy lực. Máy uốn tấm đối xứng ba con lăn cơ khí có thiết kế cấu trúc trong đó con lăn trên được đặt đối xứng giữa hai con lăn dưới. Con lăn trên thực hiện chuyển động nâng hạ theo phương thẳng đứng thông qua truyền bánh răng xiên, được dẫn động bởi bánh răng một cấp của bộ giảm tốc chính. Hai con lăn dưới thực hiện chuyển động quay thông qua truyền bánh răng, được cung cấp mô-men xoắn cần thiết cho việc uốn tấm bởi bộ giảm tốc chính.
Các tấm kim loại phẳng được xử lý thông qua ba con lăn làm việc—hai con lăn dưới và một con lăn trên—trong đó con lăn trên tác động áp lực hướng xuống và các con lăn dưới quay. Hành động này khiến tấm kim loại bị uốn cong liên tục nhiều lần, dẫn đến biến dạng nhựa vĩnh viễn và tạo hình tấm thành hình trụ, hình nón hoặc các hình dạng đã chỉ định khác. Một nhược điểm của máy uốn tấm ba con lăn cơ khí là các mép của tấm cần phải được uốn trước bằng thiết bị bổ sung.
Máy uốn tấm ba con lăn đối xứng thủy lực cũng sử dụng cấu trúc ba con lăn đối xứng. Trong thiết kế này, con lăn trên được đặt đối xứng giữa hai con lăn dưới và có khả năng di chuyển theo chiều dọc thông qua tác động của dầu thủy lực trong xi lanh thủy lực. Hai con lăn dưới được truyền động để quay thông qua bánh răng cuối của bộ giảm tốc chính, từ đó cung cấp mô-men xoắn cho quá trình uốn.
Các tấm kim loại phẳng được xử lý thông qua ba con lăn làm việc—hai con lăn dưới và một con lăn trên—trong đó con lăn trên tác động áp lực hướng xuống và các con lăn dưới quay. Hành động này khiến tấm kim loại bị uốn cong liên tục nhiều lần, dẫn đến biến dạng dẻo vĩnh viễn và tạo hình tấm thành hình trụ, hình nón hoặc các hình dạng khác theo yêu cầu. Một nhược điểm của máy cán ba trục đối xứng thủy lực là mép tấm cần phải được uốn trước bằng thiết bị bổ sung. Loại máy này đặc biệt phù hợp để cán các tấm có độ dày vượt quá 50 mm. Thiết kế của máy cán tấm lớn bao gồm thêm một hàng con lăn cố định trên hai con lăn dưới, điều này làm giảm khoảng cách giữa chúng. Sự thay đổi này cải thiện độ chính xác của chi tiết đã cán và hiệu suất tổng thể của máy.
Máy uốn tấm bốn trục là loại thủy lực, trong đó trục trên hoạt động như động cơ chính. Nó cung cấp mô-men xoắn cho tấm thông qua bánh răng đầu ra của bộ giảm tốc kết hợp với bánh răng trục trên. Trục dưới có khả năng di chuyển nâng hạ theo chiều dọc, được điều khiển bởi dầu thủy lực tác động lên piston bên trong xi-lanh thủy lực để kẹp tấm. Ngoài ra, các trục bên hai bên trục dưới được thiết kế để thực hiện các chuyển động nghiêng theo ray vít, truyền động thông qua bánh răng ốc chủ. Ưu điểm của máy nằm ở khả năng thực hiện uốn đầu tấm và làm tròn trên cùng một thiết bị.

Hiệu quả công việc
Hiệu suất của máy uốn tấm ba trục thường thấp hơn do bản chất cơ học của thiết bị và sự cần thiết phải can thiệp thủ công trong nhiều quy trình, điều này làm giảm hiệu quả sản xuất tổng thể. Ngược lại, máy uốn bốn trục, được trang bị hệ thống thủy lực và công nghệ CNC (Điều khiển Số bằng Máy tính), cho thấy hiệu suất xử lý động cơ cao hơn đáng kể và do đó có hiệu suất làm việc tổng thể tốt hơn. Tỷ lệ đầu ra của chi tiết từ máy uốn bốn trục cũng lớn hơn rõ rệt so với máy uốn ba trục.
Độ chính xác xử lý
Độ chính xác gia công của máy cuộn ba trục thường là đủ và có khả năng đáp ứng các yêu cầu cơ bản của phần lớn các nhà máy sản xuất; độ chính xác gia công của máy cuộn bốn trục cao hơn, cho phép sản xuất các hình nón và các dạng chi tiết chuyên dụng khác.


So sánh giá cả
Khi so sánh các mô hình, có thể thấy rằng chi phí của máy ép ba trục thường thấp hơn máy ép bốn trục. Sự chênh lệch này xuất phát từ thực tế là độ chính xác và hiệu quả của máy ép ba trục thường kém hơn máy ép bốn trục. Nếu tần suất sử dụng máy tương đối thấp và yêu cầu độ chính xác của chi tiết không cao, việc chọn máy ép ba trục rẻ hơn có thể là hợp lý. Ngược lại, nếu thông số kỹ thuật sản phẩm đòi hỏi tiêu chuẩn độ chính xác cao hơn, thì máy ép bốn trục, mặc dù có chi phí cao hơn, lại là lựa chọn mang lại lợi thế kinh tế hơn.

Các máy cán có sẵn với nhiều mẫu mã khác nhau, mỗi loại có thành phần cấu trúc và khả năng hoạt động riêng biệt. Người mua tiềm năng của máy cán nên cố gắng hiểu rõ sự khác biệt giữa các mẫu này. Điều quan trọng là phải tránh mọi hiểu lầm trong quá trình mua hàng. Việc không làm như vậy có thể dẫn đến việc mua một máy không đáp ứng được yêu cầu vận hành, từ đó cản trở việc sử dụng tối ưu và có thể gây ra nhiều vấn đề phức tạp trong quy trình làm việc của bạn.
Về Gary Olson
Là một tác giả và biên tập viên chuyên nghiệp cho JUGAO CNC, tôi chuyên cung cấp nội dung sâu sắc và thực tiễn được thiết kế riêng cho ngành gia công kim loại. Với nhiều năm kinh nghiệm trong lĩnh vực viết kỹ thuật, tôi tập trung vào việc cung cấp các bài viết và hướng dẫn chi tiết giúp các nhà sản xuất, kỹ sư và chuyên gia luôn cập nhật về những đổi mới mới nhất trong lĩnh vực gia công tấm kim loại, bao gồm máy uốn CNC, máy ép thủy lực, máy cắt tấm và hơn thế nữa.

