Basınç Mekanının Ana Yapısı
1. Mekanik yapıya giriş
Hidrolik bükme makinesi, esas olarak bir taban, kaydırıcı, arka ölçüm cihazı, hidrolik sistem, kalıp, destek rafı, güvenlik koruma aygıtı, elektrik sistemi vb. olmak üzere oluşur.

2. Mekanik bağlantı
(1) Üst kaydırıcı, iki silindir montajında pisyon koluyla bağlantılıdır ve silindirin taban plakası vasıtasıyla sol ve sağ duvar panelinde desteklenir. Kaydırıcının yukarı ve aşağı hareket etmesi için yönlendirme sağlamak amacıyla sol ve sağ rehber rayları bulunmaktadır. Pisyon kolu ile kaydırıcı arasındaki bağlantıda, kiriş üzerindeki kuvvetin mantıklı bir şekilde dağıldığından ve pisyon kolu uygun hizalı olduğundan emin olmak için bir küresel yastık bulunmaktadır.

(2) Ana makinenin farklı formlarına göre, müşteri taleplerine göre üretilen bükme makinesinin alt kirişi (iş masası) iki forma sahiptir. Birisi viteste sabitlenmiş tek-kirişli tür; diğeri ise kompansasyon silindiriyle üç-kirişli türdür. Her iki tarafta da düzeltme yastıkları bulunur; bu yastıkları ve gövde uyum yüzeyini düzeltmek için ve düzeltme doğruluğunu ayarlamak mümkündür.
(3) Sol ve sağ silindirlerin eşzamanlı çalışmasını sağlamak için, makine aracı senkron torsiyon eksenı salınım kolu ve baglantı çubuğu kullanır.

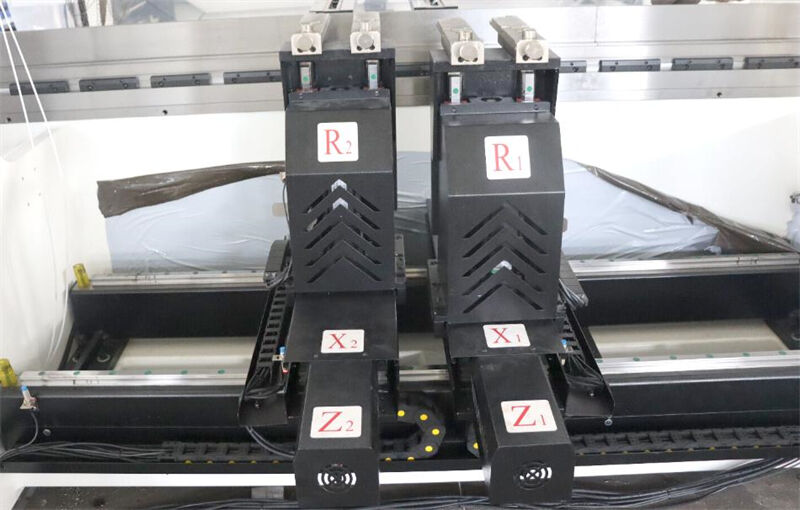
3. Kaydırıcı bölümü
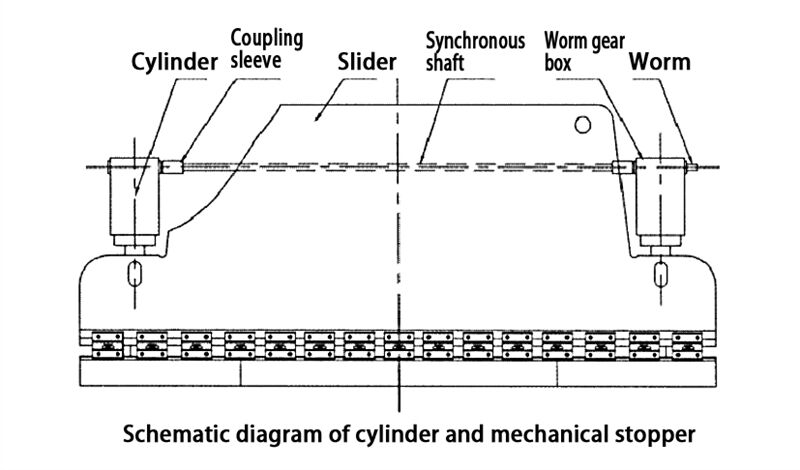
Kaydırıcı bölümü, kaydırıcı, silindir ve mekanik durdurucu ince ayar yapısıyla oluşur. Sol ve sağ silindirler çatı üzerinde sabitlenmiştir ve piston (çubuk) hidrolik basınç aracılığıyla kaydırıcıyı yukarı ve aşağı itmektedir.

Mekanik durdurucu, iki silindirin içine yerleştirilir, kompakt bir yapıya sahip ve her iki yan için eşzamanlı ayar yapabilir. Şema şu şekildedir. Kaydırıcı (üst) solda ve sağda eşit değilse, kaydırıcıyı üst ölü merkezde durdurun, koppalama sleve üzerindeki konumlandırma pini çıkarın, sol ve sağ silindirlerdeki sol taraftaki ve sağ taraftaki yılan dişli kutusundaki yılan dişlisini çevirin (ileri veya geri), ardından kaydırıcıyı alt ölü merkeze itin, ölçün ve ayarlayın (yukarıdaki işlemi tekrarlayın) kaydırıcı (üst kalıb) solda ve sağda eşit olana kadar ve son olarak koppalama sleeve'ına takılıp kurulur.
4. Çerçeve
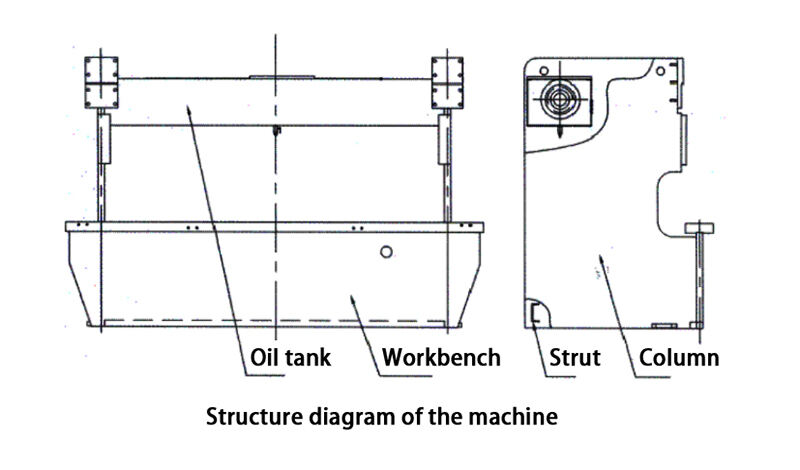
Çerçeve, sol ve sağ sütunlar, yağ tankları ve destek bloklarıyla birlikte tek parça bir çerçeveye悍kelmiştir ve montaj masası sol ve sağ sütunların alt kısmına sabitlenmiştir.

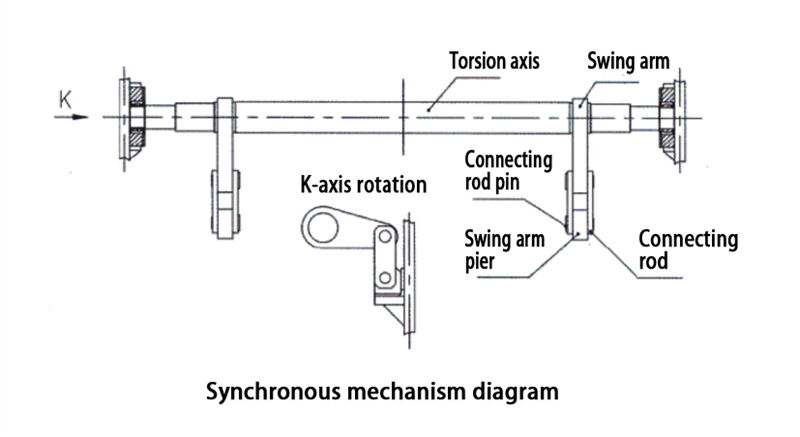
5. Eşzamanlı mekanizma
Kıvılcım şaftı ve salınan koldan oluşan mekanik zorlanmış eşzamanlı mekanizma, basit bir yapıya sahip, istikrarlı performans sergiler ve yüksek eşzamanlılık doğruluğuna sahiptir.

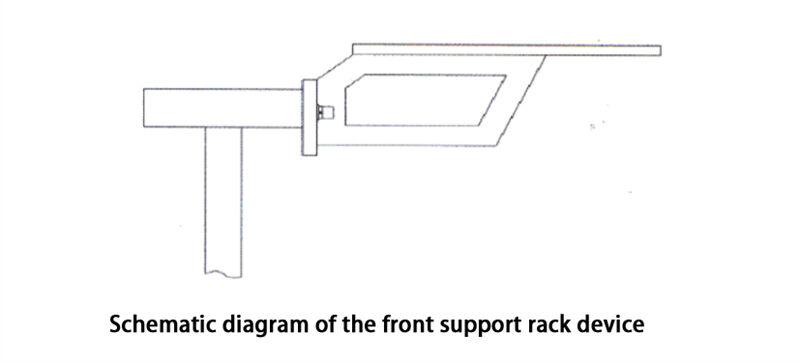
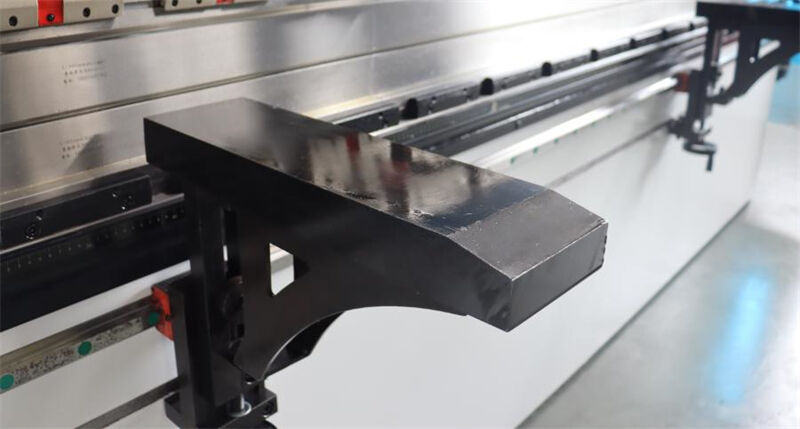
6. Ön destek raf cihazı
Ön destek cihazı, iş parçasını desteklemek ve tutmak için kullanılır.
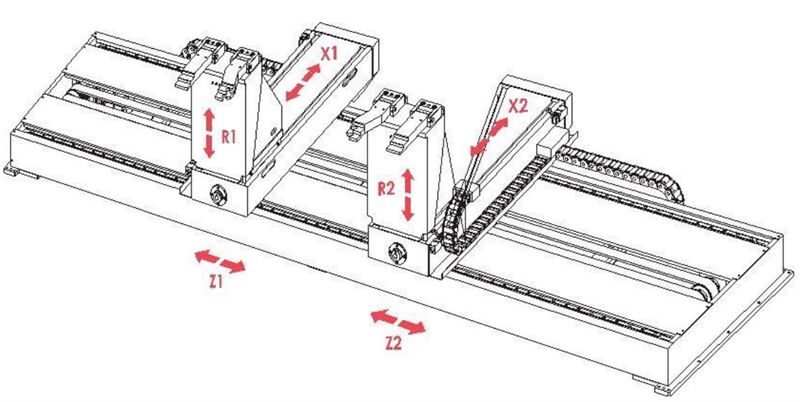
7. Arkadan ölçüm cihazı
Arkadan ölçüm cihazı, makine takımının değerli bir bileşeni olup gerçek弯bükme işinde önemli bir rol oynar. Aşağıda, arkadan ölçüm cihazına dair bazı açıklamalar bulunmaktadır: İşlem panelindeki düğmeye basılarak motor, arkadan ölçüm cihazının çerçevesini ileri geri hareket etmek için sürür.

8. Bükme Presi Kalıbı
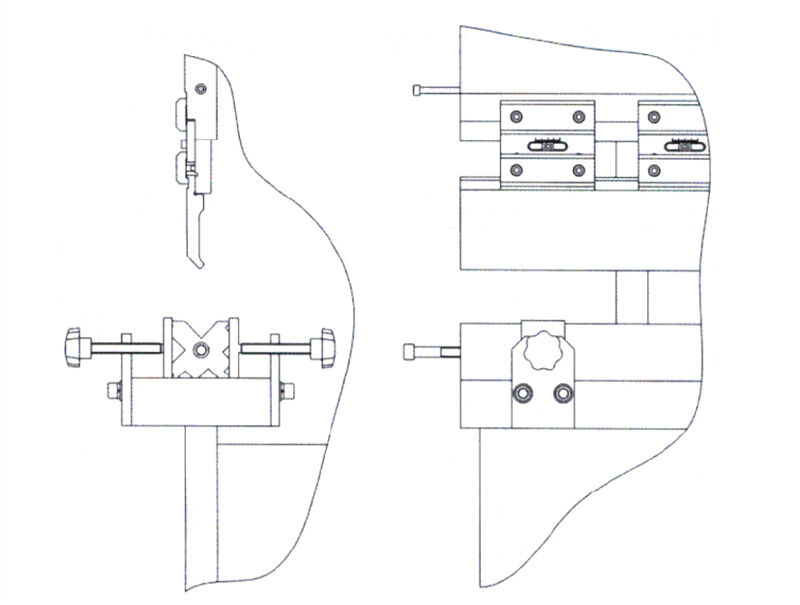
(1) Üst kalıp kaydırıcıda bir bağlantı plakası ve bir basınç plakası ile sabitlenir ve kurulur. Üst kalıp, üst kalibin yukarı ve aşağı kompansasyonunu细微 ayarlamak için kullanılır ve bükme parçasının doğruluğunu sağlamak amacıyla sola ve sağa eğik hareket eder.
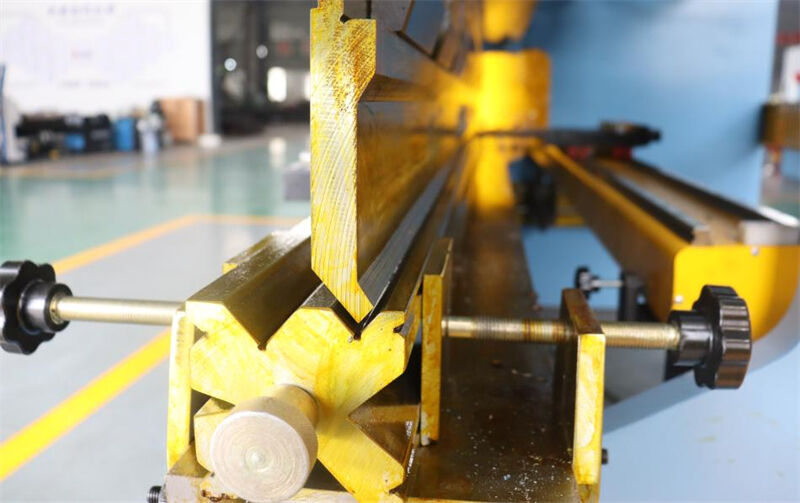
Alt kalıp montaj masasında yerleştirilir. Döner kol, alt kalıbı merkezi hizalamak için ileri ve geriye hareket ettirir.

(2) Kalıp montajı
a. Kalıbın montajı ve çıkartılması, elektrik belirtimlerinin gereksinimlerini sıkıca takip eden eğitimli ve yetkili uzmanlar tarafından tamamlanmalıdır.
b. Kaydırıcıyı, seçilen kalıbın yüksekliğine göre doğru üst ölü merkez pozisyonuna ayarlayın.
c. Kalıbı kurarken, yağ pumyasını kapalı tutmalısınız ve makine aracı başlatılmamalıdır.
d. Kalipteki ve kalıp montaj yüzeyindeki kirletici maddeleri, burrları ve flash'ları kaldırın.
e. Üst kalıbı önce, ardından alt kalıbı kurun.
f. Kalıp kurulduktan sonra, vurucuların sıkıca bağlanmasıyla ilgilenin.
makine aracı kurulduktan sonra, kaydırıcıyı aşağıya hareket ettirmek için yağ pumyasını çalıştırın ve bunu gereken uygun pozisyonda kontrol edin. Üst ve alt kalıpların hizalandığından emin olun, yani üst kalıpın V çukurundaki her iki yanındaki boşlukların eşit olduğundan emin olun. Eğer değilse, alt kalıbı ayarlayın ve alt kalıbı sabitleyin, ardından makine aracını en üstteki ölü merkeze geri alın. (Not: Üst ve alt kalıplardaki boşluğu katlanacak plakanın kalınlığından daha büyük tutun.)
h. Üst kalıbın alt yüzeyinin, tüm bükme uzunluğunda minimum bükme açısı hatasını elde etmek için yayarılabilir楔 dengesini ayarlayın. İyi bir bükme sonucu elde etmek için deneme parçasının gerçek bükme sonucuna göre yayarılabilir楔 yeniden ayarlanabilir. Eğer bu noktada gerçek bükme açısı ayarlama sırasında çok büyükse, bu noktadaki kalıbın alt yüzeyi aşağıya doğru ayarlanmalıdır, yani sıkma vidasını gevşetin ve楔'i sola hareket ettirin. Ayarlama sonrası vidayı sıktırın. Aksi takdirde, kalıbın alt yüzeyini yukarıya doğru ayarlayın, yani楔'i sağa hareket ettirin.

(3) Kalıbı kullanırken dikkat edilmesi gereken hususlar:
a. Kalıbın sabitleme vidasını düzenli olarak kontrol edin
b. Kalıbı değiştirirken dikkatli olun ve kalıbı makineye bağlı olan kalıp çerçevesine hafifçe koyun, hasar görmesini önlemek için.
c. Her bir kalıbın maksimum yükleme kapasitesi vardır ve aşırı yük altına alınarak bükülmesine izin verilmemelidir.
d. Uzun süre kullanılmadığında veya durdurulduğunda, üst kalıp alt kalıbağının V çukuru içine indirilir, alt kalıp ile temas halinde bırakılır veya düz bir plaka üzerinde yerleştirilir.
e. Kalıp kullanılmıyorsa, kalıp bıçağını korumak için kalıp bir tahta parçası veya kauçuk derisi üzerine yerleştirilebilir ve kalıp yüzeyi yağlanabilir.
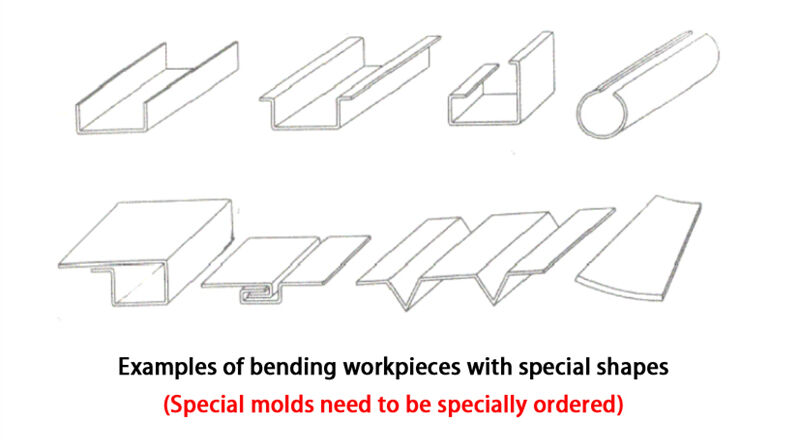
(4) Aşağıdaki parçalar kırıştırılabilir