Bir basınç mekanının üst ve alt kalıbı merkezlerini nasıl kalibre edersiniz
Bükme doğruluğunu ve ürün kalitesini sağlamak için bir pres bükme makinesinin üst ve alt kalıbı merkezlerini kalibre etmek önemli bir adımdır. Aşağıdakiler, bir pres bükme makinesinin üst ve alt kalıbı merkezlerini kalibre etmek için bir dizi özel adım ve yöntemdir:
Kalıp aşınmasını kontrol et
Önce kalıbın aşınma durumunu kontrol edin. Eğer kalıp aşınmışsa, bükme doğruluğunu düşürdüğü için zamanında yeni bir kalıp ile değiştirilmelidir.

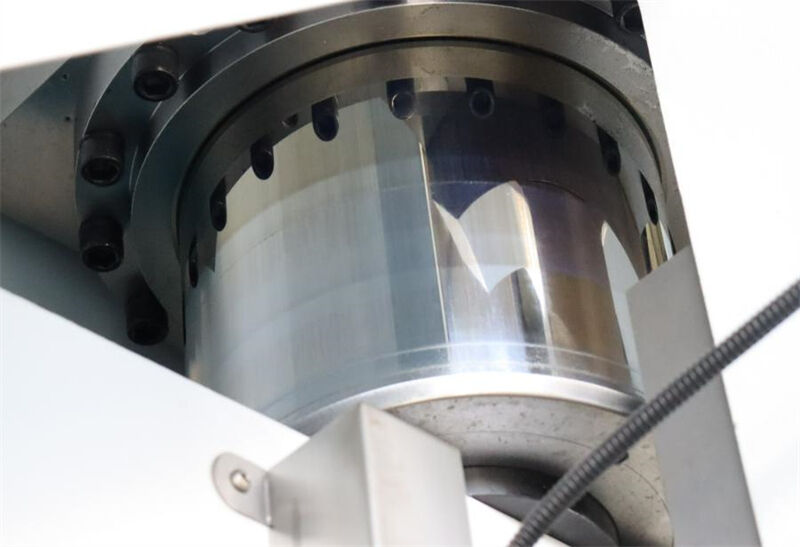
Kaydırma stroke'ünü ayarlayın
Katlayıcı plakanın kalınlığına ve alt matrisin V şeklindeki açıklığının boyutuna göre, kaydırma stroke mesafesini ayarlayın. Bu, elektrik kutusundaki düğmeye bağlı olarak pistonun uzama uzunluğunu kontrol ederek ve böylece kaydırma stroke'ünü ayarlayarak yapılabilir.
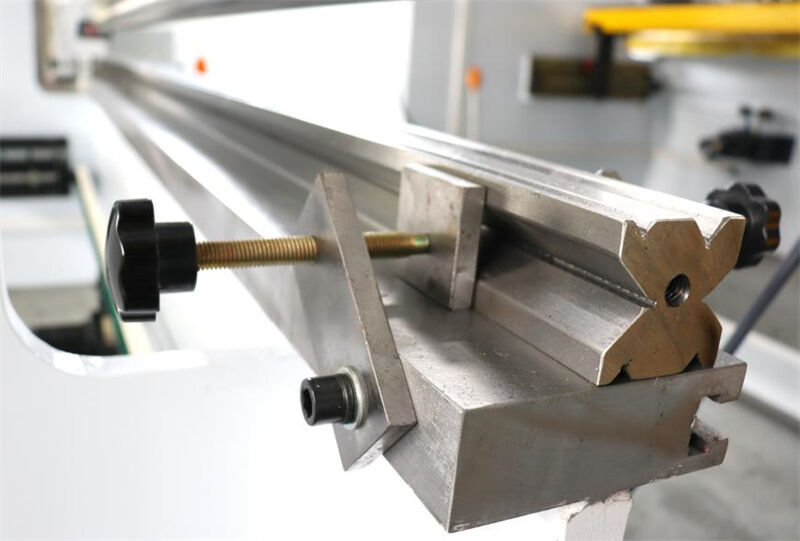
Matris aralığını ayarla
Üst ve alt matrisler arasındaki aralığı ölçün ve katlanacak plakanın kalınlığına göre aralığı ayarlayın. Mantıklı bir aralık, bükme doğruluğunu sağlamak için kritik importance taşır.
Kaydırıcı'nın üst sınırını ayarla
Kaydırıcı yükseldiğinde, seyreltici anahtarının konumunu ayarlayarak kaydırıcı'nın istenen pozisyonda durmasını sağlayın; bu, kaydırıcı'nın boşa gitmesi mesafesini azaltır ve üretim verimliliğini artırır.

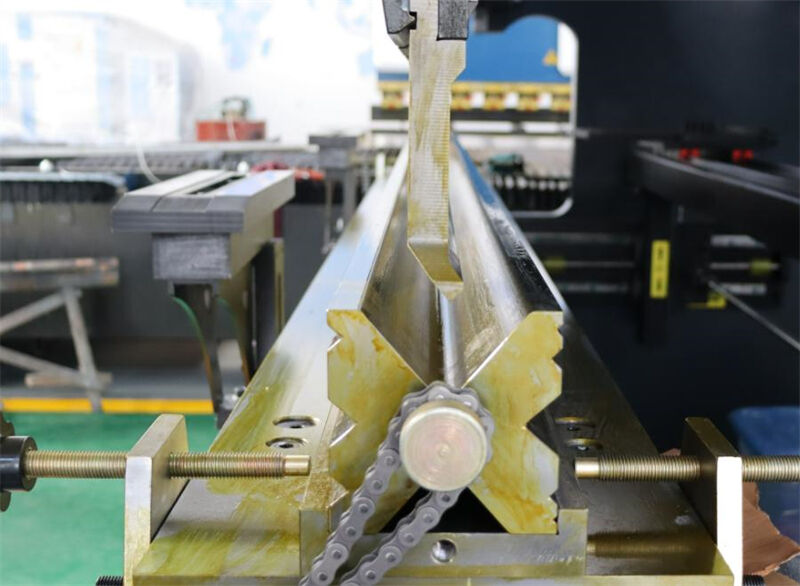
Eğim açısını ayarlayın
Eğer iş parçasının iki ucundaki eğim açılarının tutarsız olduğu görüldüğünde, iş masası panelindeki vidası ince ayarlama yaparak iş parçasının açısını ayarlayabilir ve açılara temel bir tutarlılık sağlayabilirsiniz.