















































Skiljande drag mellan 3-roller plattvråling och 4-roller plattvråling
Under hela min tid som jag arbetat med plattvrådsmaskiner har jag ofta stött på diskussioner om skillnaderna mellan 3-roller-plattvrådsmaskiner och 4-roller-plattvrådsmaskiner. Varje variant erbjuder distinkta fördelar och är anpassad för olika tillämpningar inom metallbearbetning. Det är avgörande att förstå skillnaderna mellan en 3-roller och en 4-roller plattvrådsmaskin för att säkerställa att rätt utrustning väljs för specifika projekt. Med tiden har jag fått en omfattande förståelse av deras operativa principer, effektivitetsmått och kvaliteten på böjningarna de producerar. I denna presentation skall jag klargöra dessa skillnader, vilket skall hjälpa till att fatta välgrundade beslut angående era behov av plattvråd.
En plattformsrullningsmaskin är en typ av smedemaskiner och utrustning som böjer icke-metalliska plattor till koniska, sfäriska, cylindriska eller andra geometriska former. Denna maskin används omfattande i tillverkningen av varor, kakelugnar, ångsystem, kemindustrier, icke-metalliska konstruktioner och mekanisk teknik, bland annat. Upproret av rullningsmaskiner beror på deras varierade tillämpningar inom olika områden.
Plattformsrullningsmaskiner klassas baserat på antalet rullar, vilket leder till indelningen i 3-rull- och 4-rull-typer. En vanlig missuppfattning är att den huvudsakliga skillnaden mellan dem båda bara är den ytterligare rullen i den fyrrulls-maskinen. Som följd tror vissa personer felaktigt vid ett inköp att den fyrrulls-maskinen är överlägsen på grund av den extra rullen. Dock är detta perspektiv felaktigt, eftersom de två maskinerna har betydande skillnader.
Skiljande drag mellan 3-roller och 4-roller plattavningsmaskiner
Strukturell estetik
Den tre-roller maskinen är utrustad med tre roller, medan den fyra-roller maskinen har fyra. Utöver detta grundläggande skillnad visar den tre-roller maskinen en mer enkel och nyttoppdriven estetik. I motsats till den fyra-roller maskinen, som integrerar hydraulisk CNC-teknik, pratar en mer raffinerad och elegent utseende. Uppmärksamheten på detaljer i dess design förbättrar inte bara bearbetningsnoggrannheten utan bidrar också till en förbättrad användarupplevelse.


Maskinstruktur
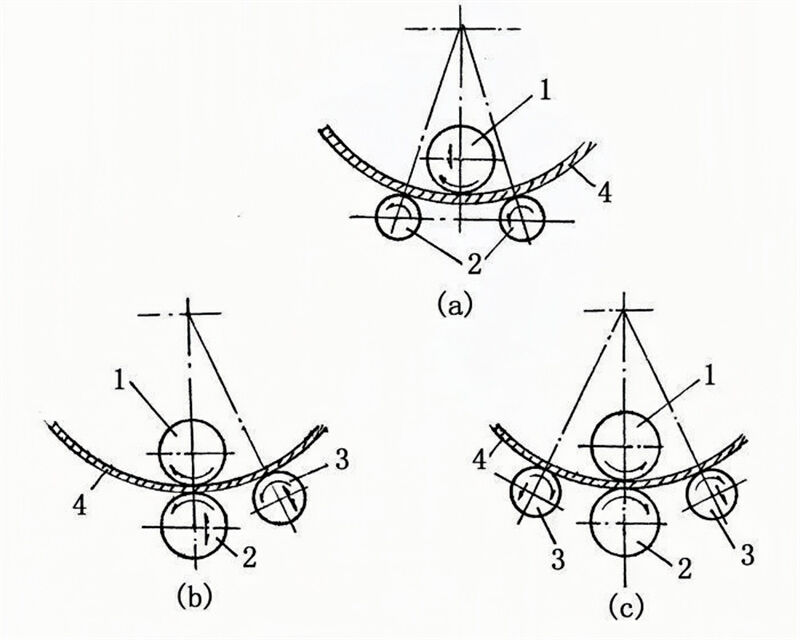
Den mekaniska tre-roller coiling maskinen indelas i två typer: den symmetriska tre-roller coiling maskinen och den asymmetriska tre-roller coiling maskinen. I den symmetriska tre-roller coiling maskinen är en av rollerna placerad ovanför, medan de två återstående rollerna är symmetriskt justerade nedanför. I motsats till den asymmetriska tre-roller coiling maskinen har en sida två roller, medan den andra sidan har en enda roller.
Skillnaden från den fyrrulliga plattformen ligger i dess huvuddrivmekanism, som är ansluten till de övre rullarna via en reducerare och ett korsningskopplingspar för att ge torque till den rullade platen. De nedre rullarna är utformade för vertikal rörelse och är anslutna via en reducerare med masklinne (eller konstak) för att underlätta plattans spärrning, vilket gör det möjligt att använda mekanisk transmission. Dessutom finns sidorullar på båda sidorna av de nedre rullarna och kan röra sig lutande längs ställprofningsrailen, drivna av en trådmasklinne (eller konstak). Den fyrrulliga plattformen har två rullar ovanpå och två nere, och alla fyra arbetsrullar är utrustade med dynamiska styraxlar.
Dock leder skillnaden i antal rullar till olika stegmekanismer mellan de tre- och fyrrulliga rullmaskinerna.
Bearbetningstyp
Tre-rolliga plattvikkmaskinen kan producera cylindriska och böjda metallplattor. Dess drift omfattar den vertikala rörelsen av de två nedre rullarna, som är centralt och symmetriskt placerade. Denna vertikala rörelse uppnås genom en skruvstav och en ormadrivmekanism. Rotationen av de nedre rullarna drivs av en motor, och vridmomentet överförs till den vikta plattan via tätheten mellan utgångsgearet på växeln och den nedre rullargearen. Plattornas ändar kräver förbending, vilket kan realiseras med hjälp av ytterligare utrustning.
Fyra-rolliga plattvikkmaskinen är utformad för böjning och formgivning av metallplattor. Den kan producera cylindriska, böjda och koniska komponenter inom en specificerad dimensionsomfattning. Denna maskin har också en förbendingssfunktion för plattornas ändar, vilket resulterar i minimala raka ändar, och den kan ungefär jämnställa metallplattorna.

Graden av automatisering
Tre-rollermaskinen för kylning har en knappbaserad styrsystem, medan fyra-rollermaskinen är utrustad med en touchscreen-gränssnitt och ett CNC-system som tillåter programmerbara operationer. Digital styrning underlättar en rullformningsprocess, med touchscreen-funktioner för visuell inmatning, redigering av arbetssteg och lagring av upp till 500 datamängder. Ett elektroniskt balanssystem, integrerat med EPS, säkerställer att rörelsen av rullarna förblir parallell inom en tolerans på 0,15 mm. Systemet stöder människa-maskin-interaktion, självdiagnostik av fel och intelligent identifiering av operativa fel. Trummformade rullarna visar en utmärkt rundhet och hög rakhet. Alla rörelser drivs hydrauliskt.
Rullarna är utformade för att röra sig i rak linje inom ledarräcken, vilket gör att avståndet mellan centrum för de båda sidorna av rullarna kan minskas för att uppnå en preciserad rullningsnoggrannhet. Den robusta ramen, som är tjock och kan hantera medium till stora rullar, utses i en enda enhet för att eliminera spänningar och förhindra deformation. Rullarna tillverkas som en enda del, utsätts för ett härdningsprocess och är kompatibla med både manuella och automatiserade driftslägen.


Metod för avladdning
De tre rullarna kräver manuell avmontering, vilket innebär att det sker en manuell avmontering av det bearbetade arbetsstycket. I motsats till detta är de fyra rullarna utrustade med tryckknappar för kontroll, vilket underlättar och förhastar avmonteringsprocessen, vilket är betydligt snabbare än hos de tre rullarna.

Form av rullrörelse
Tre-rollerig asymmetrisk plattarullningsmaskin har en övre roller som fungerar som huvuddrivmekanismen. Den nedre rollern kan röra sig vertikalt för att säkra plattan och samverkar med den övre rollerns täthetsväxel för att underlätta huvuddrivfunktionen. Sidrollern är utformad för lutnings- och lyftåtgärder, vilket ger möjlighet till både förbuktning och avrundning. I motsats till tre-rollerig symmetrisk plattarullningsmaskin placerar den övre rollerna symmetriskt över de två nedre rollerna, vilka utför vertikala lyftningar via skruv- och huvudvormsdrivmekanismer. De två nedre rollerna är ansvariga för rotationsrörelse, drivna av reducerarens uttagstäthet som samverkar med den nedre rollerns täthetsväxel för att generera nödvändig tork för plattarullning.
Båda typerna fungerar enligt principen om den trepunktsfaste cirkeln, vilket passar för rullsystem med varierande radier. Å andra sidan erbjuder fyrrullig plattrullmaskin överlägsna möjligheter att förbuka rakkanter och uppnå en mer exakt kalibrering av den cirkulära profilen jämfört med dess tre-rulls motsvarighet.
Kraftläge
Flera av de tre-rulls rullmaskinerna är mekaniska i sin natur; dock finns även hydrauliska rullmaskiner. Det är noterbart att alla fyrrulliga rullmaskiner är av hydraulisk typ. Den mekaniska symmetriska tre-rulls plattrullmaskinen har en konstruktion där den övre rullen är placerad symmetriskt mellan de två nedre rullarna. Denna övre rulle utför vertikala lyftningsrörelser via skråtändertransmission, drivet av huvudreductorns enskede gear. De två nedre rullarna roterar genom tändermesh, drivna av huvudreductorn, för att ge nödvändig torque vid plattrullning.
Platta av plattmetall bearbetas genom de tre arbetsrullarna—två nedre rullar och en övre rulle—där den övre rullen utövar neråttryck och de nedre rullarna roterar. Denna process orsakar flera kontinuerliga böjningar av metallplatten, vilket resulterar i permanent plastisk deformation och formar platten till den önskade cylindriska, koniska eller andra specificerade former. En nackdel med den mekaniska tre-rulls plattbuktaren är att plankens kanter kräver förbuktning med ytterligare utrustning.
Den hydrauliska tre-rulls symmetriska plattbuktaren använder också en tre-rulls symmetrisk struktur. I detta designval placeras den övre rullen symmetriskt mellan de två nedre rullarna och kan utföra vertikala lyftningsrörelser tack vare hydrauloljan i hydraulcylindern. De två nedre rullarna drivas att rotera via den sista gearningsen i huvudreduceraren, därmed tillhandahållande torque för buktprocessen.
Platta av plattmetall bearbetas genom de tre arbetsrullarna—två nedre rullar och en övre rulle—där den övre rullen utövar neråttryck och de nedre rullarna roterar. Denna process utsätter metallplattan för flera kontinuerliga böjningar, vilket leder till permanent plastisk deformation och formar plattan till den önskade cylindriska, koniska eller andra specificerade former. Ett nackdel med den hydrauliska tre-rulls symmetriska rullningsmaskinen är att plattans kanter kräver förhandsböjning med ytterligare utrustning. Denna typ av maskin är särskilt lämplig för rullning av plattor med tjocklekar som överstiger 50 mm. Designen av den stora plattorullningsmaskinen inkluderar en ytterligare rad fasta rullar på de två nedre rullarna, vilket kortar avståndet mellan dem. Denna modifiering förbättrar noggrannheten på det rullade arbetsstycket och den totala prestandan hos maskinen.
Fyrrullig plattkrökningsmaskin är av hydraulisk typ, där den övre rullen fungerar som huvuddrivning. Den levererar vridmoment till platten via utgångsgearet från reduceraren som nätas med det övre rulltandet. Den nedre rullen kan utföra vertikala uppliftande rörelser, drivna av hydrauloljens verkan på pistonen inom cylindern för att krama platten. Dessutom är sidrullarna på båda sidor om den nedre rullen utformade för lutningsrörelser längs rackrails, överförda genom en trådmästaresnigel. Maskinens fördel ligger i dess förmåga att utföra plattend pre-böjning och avrundning på samma apparat.

Arbetseffektivitet
Effektiviteten hos tre-rollerade plattabuktningar är ofta lägre på grund av den mekaniska karaktären hos utrustningen och behovet av manuell ingripning i olika processer, vilket i sin tur minskar produktiviteten totalt. I motsats till detta visar fyra-rollerade buktningar, som är utrustade med hydrauliska system och CNC (Computer Numerical Control)-teknik, en betydligt högre motorbearbetnings-effektivitet och därmed en överlägsen arbets-effektivitet totalt sett. Utförandet av arbetsstycken från fyra-rollerade maskiner är också tydligt större än från deras tre-rollerade motparter.
Bearbetningsnoggrannhet
Bearbetningsnoggrannheten hos den tre-rollerade rullningsmaskinen uppfyller vanligen de grundläggande kraven och kan tillfredsställa de flesta tillverkningsanläggningar; bearbetningsnoggrannheten hos den fyra-rollerade rullningsmaskinen är bättre, vilket möjliggör framställning av koner och andra specialformerade arbetsstycken.


Prisjämförelse
När man jämför modeller är det uppenbart att kostnaden för en tre-roller maskin vanligtvis är lägre än för en fyra-roller maskin. Denna skillnad beror på att noggrannheten och effektiviteten hos en tre-roller maskin generellt sett är mindre än hos en fyra-roller maskin. Om maskinens användningsfrekvens är relativt låg och noggrannhetskraven på arbetsytan inte är stränga kan det vara lämpligt att välja den billigare tre-roller maskinen. Å andra sidan, om produktspecifikationerna kräver högre precision, är fyra-roller maskinen, trots sin högre kostnad, en mer ekonomiskt fördelaktig val.

Rullningsmaskiner finns tillgängliga i en mängd modeller, var och en med en unik strukturell sammansättning och prestationsskapighet. Potentiella köpare av rullningsmaskiner bör sträva efter att förstå skillnaderna mellan dessa modeller. Det är avgörande att undvika alla föreställningar under köprocessen. Att inte göra det kan leda till att man får en maskin som inte uppfyller sina operativa krav, vilket hindrar dess optimala användning och potentiellt introducerar många komplikationer i sin arbetsflöde.
Om Gary Olson
Som dedikerad författare och redaktör för JUGAO CNC specialiserar jag mig på att leverera insiktsfullt och praktiskt innehåll anpassat till metallbearbetningsindustrin. Med flera års erfarenhet av teknisk skrivning fokuserar jag på att tillhandahålla djupgående artiklar och handledningar som hjälper tillverkare, ingenjörer och professionella att hålla sig informerade om de senaste innovationerna inom plåtbearbetning, inklusive CNC-tryckbromsar, hydrauliska tryckmaskiner, skärmaskiner och mer.

