















































Običajne napake in rešitve pri pritiskalnih lomih
Pritisne kovinarje so običajna oprema za obdelavo metala, pogosto uporabljena za oboj in oblikovanje metalnih plošč. Vendar pa lahko med uporabo prihajajo do nekaterih tipičnih napak. Članek bo te napake podrobno analiziral in predlagal ustrezne rešitve, s katerimi želimo pomagati večini uporabnikov.

1. Možne vzroke nepravilnih obojnih kotov:
Urejevalni mehanizem kota na pritisni kovinarji je poškodovan ali nestabilen, operator pa neustrezno deluje.
Rešitev:
Najprej preverite, ali je urejevalni mehanizem kota poškodovan. Če je poškodovan, ga je potrebno čim prej zamenjati ali popraviti.


Drugič, operator mora biti poznan z uporabo pritisne kovinarje, da se zagotovi točna delovanja.
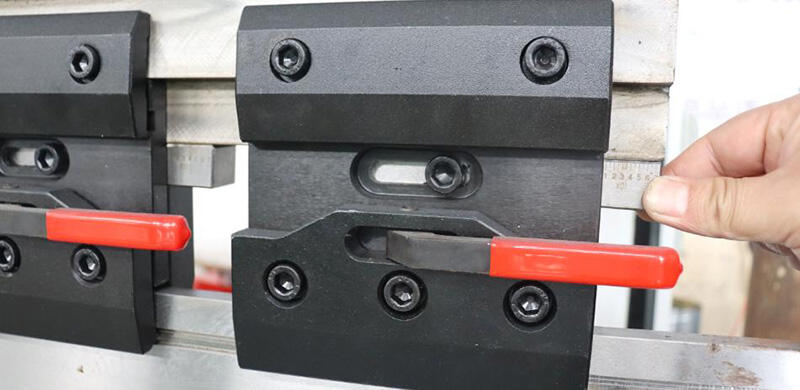
2. Možne vzroke zmrljin po oboju:
Gornja in spodnja štampa lisca niso simetrični, material je precejšen ali predolg in hitrost zagi je previsoka.
Rešitev:
Najprej prilagodite simetrijo gornje in spodnje štampe, da zagotovite njihovo ravnost.

Drugič, za precejše ali predolge materiale lahko povečate moč gornje štampe ali zmanjšate hitrost zagi, da zmanjšate oblikovanje vrzeli.
3. Mogoče razlage nenormalnega zvena ali vibracij lisca:
Osnova lisca ni stabilna, gornja štampa ni dobro zaklenjena in so mehanske dele iznoseni.
Rešitev:
Najprej preverite, ali je osnova lisca trdno zaklenjena. Če ni, jo prilagodite ali popravite.
Drugič, preverite, ali je gornja štampa pravilno nameščena in preverite, ali niso odprti zaklenitveni vijci.

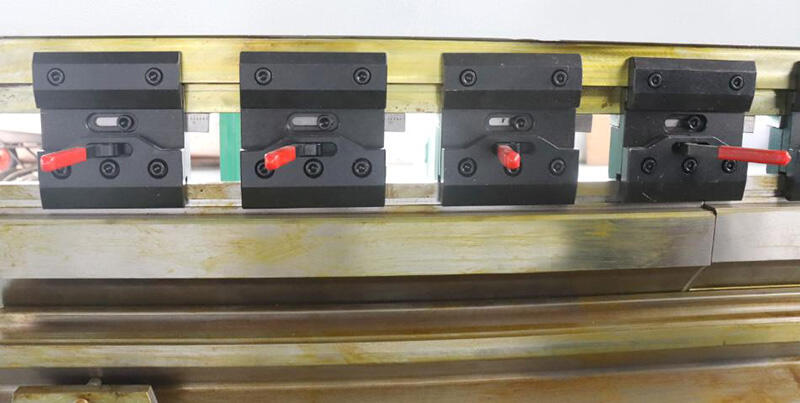
Nazadnje, redno pregledujte in vzdržujte mehanske dele ter jih čim prej zamenjajte, če so iznoseni.
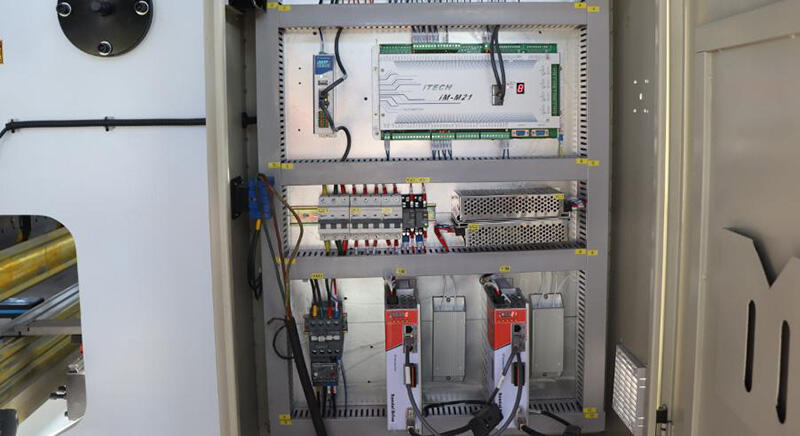
4. Mogoče razlage za neuspešno zagon ali ustaljenje lisca:
Slaba stikovanja vodika za elektriko, poškodovani elektrokomponenti in napaka v nadzornem sistemu.
Rešitev:
Najprej preverite, ali je vodik za elektriko dobro stikovan. Če obstaja težava, jo je potrebno popraviti ali zamenjati.
Nato preverite elektrokomponente in jih čim prej zamenjajte, če so poškodovani.
Nazadnje, če pride do napake v nadzornem sistemu, morate prositi strokovne tehničarje, da jo popravijo.
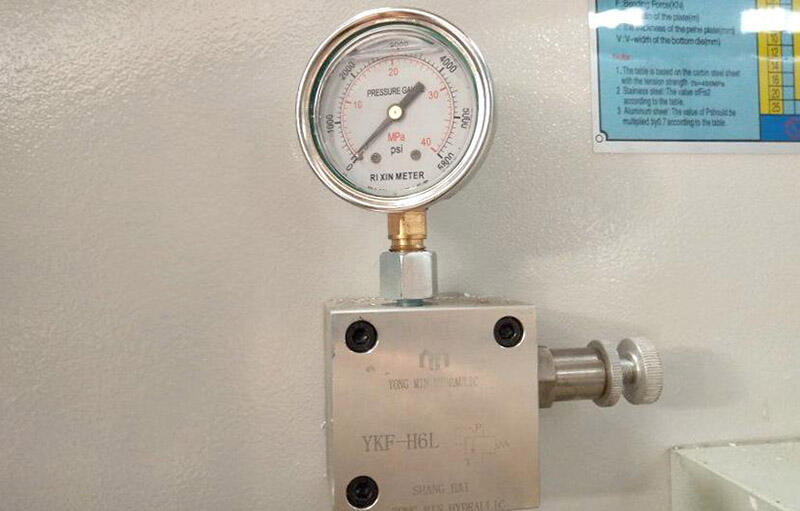
5. Možne razlage za premalo ali preveč tlaka pri štampalni plošči:
Napaka hidravličnega sistema, premalo ali onesnaženo hidravlično olje, neusklajen regulacijski ventil za tlak.
Rešitev:
Najprej preverite, ali pravilno deluje hidravlični sistem. Če obstaja težava, se obrnite na strokovne tehničarje za popravilo.
Nato preverite kakovost in raven hidravličnega olja. Če obstaja težava, ga je treba čim prej zamenjati ali dopolniti.
Nazadnje prilagodite regulacijski ventil za tlak, da se zagotovi, da je tlak štampalne plošče v določenem obsegu.
V kratek, glavne napake pri stiskalni štampi vsebujejo nepravilen odklenjeni kot, poskub po odklenju, nestandardni zvok ali vibracije, ne more začeti ali ustati, ter premalo ali preveč tlaka.
Za te napake jih lahko rešimo s prilagoditvijo ustreznega naprave za prilagajanje kota, simetrično prilagoditvijo šablonov, zaklepanjem osnove, popravkom električnih komponentov, zamenjavo hidrauličnega olja in prilagoditvijo vrednosti regulacijskega ventila za tlak.
Za nekatere bolj kompleksne napake bi morali prositi strokovnjake, da jih popravijo.
V dnevni uporabi je tudi potrebno redno pregledovati in vzdrževati stiskalno štampo, da se zagotovi njena normalna delovanja in podaljša njen življenjski cikel.


