















































Calculează Tonalajul Pressei de Ognire pentru Orice Parte
De fiecare dată când trebuie să oghiști o piesă nouă, gândește-te: „Avem suficientă tonaj pentru a oghiși această piesă?” Oghișarea metalului sub formă de foaie înseamnă perturbarea structurii moleculare a metalului. Trebuie să se furnizeze cel puțin puterea necesară pentru a obține "deformare plastică". În contrast cu deformarea elastică, acest tip de deformare este ireversibilă, deoarece structura moleculară se modifică. Calculatorul nostru de soluții de oghișare poate fi de mare ajutor atunci când încerci să calculezi tonajul necesar pentru a oghiși metalul și a obține deformare plastică.
"Deformare plastică" și "deformare elastică"
În timp ce DE (deformare elastică) permite materialei să se întoarcă la forma sa originală, DP (deformare plastică) înseamnă că unele din fibrele materialei noastre au schimbat structura ei, astfel că materiala nu se întoarce complet la forma sa originală. DP este de fapt ceea ce vrem să atingem când o încovoiăm pe o presă cu cotit. Este uneori greu să te rog cu ochiul liber dacă a fost atins DP.
Rata tonajului necesar aferent mașinii de încovoiere
Când calculăm tonajul necesar pentru a încovaia un material, A: Rata de tonaj, care este tone/foot sau tone/metr. B: Lungimea plăcii metale ce se încovește.
Exemplu simplu:
Trebuie să încovoiăm 1,5 metri de oțel ușor de ¼.
Vom folosi o deschidere V de 50mm (aproximativ 2).
Vom aplica 85 de tone... ceea ce înseamnă aproximativ 56 de tone/metr.
Această rată va încovaia de fapt materialul, dar să ne gândim la următoarele:
Q) Ce s-ar întâmpla dacă am schimba lungimea la 3 metri?
A) Dacă continuăm să aplicăm 85 de tone, vom aplica aproximativ 28 de tone/metr... deci materialul nostru nu se va încovaia.
Q) Ce s-ar întâmpla dacă am schimba lungimea în 0,5 metri?
A) Dacă continuăm să aplicăm 85 de tone, vom aplica aproximativ 170 de tone/metrul... ceea ce probabil va dăuna instrumentelor noastre și pressei noastre cu frânghie.
Dar cum determinăm rata de tone/metru necesară?
Matematica și ingineria ne-au oferit o ecuație pe care o putem folosi pentru a găsi încărcarea maximă (sau tonajul).
Formula
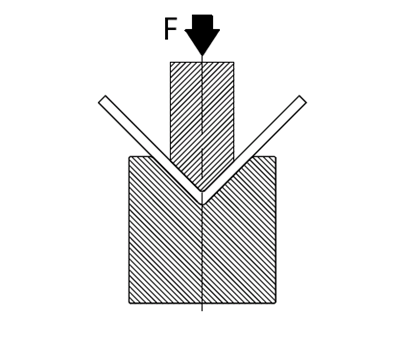
Tonaj = (65X grosimea plăcii X grosimea plăcii X lungimea plăcii) / lățimea groovelui V

1. Grosimea plăcii: Cu cât placa este mai grosă, cu atât tonajul necesar este mai mare.
2. Lungimea plăcii: Cu cât lungimea plăcii este mai mare, cu atât tonajul necesar este mai mare.
3. Lățimea groovelui V: de obicei 8-10 ori grosimea plăcii. Cu cât groova V este mai mare, cu atât tonajul necesar este mai mic, dar cu atât unghiul R al piesei băgate în curbă este mai mare. În schimb, cu cât groova V este mai mică, cu atât tonajul necesar este mai mare, dar cu atât unghiul R al piesei băgate în curbă este mai mic.
4. 65: Coeficient de încovoiere. Acest coeficient este calculat pe baza rezistenței standard a plăcii de carbon de 500N/mm².
Exemplu:
Spre exemplu, luați o placă de carbon obișnuită cu o grosime de 2mm și o lungime de 2500mm.
Tonaj = (65 x 2 x 2 x 2,5) / (2 x 8) = 40,6 TON.
Puteți alege o mașină de încovoiere de 40TON/2500 pentru prelucrare.

