















































Procedimentos de Operação do Freio de Pressão
1. Antes de operar a máquina, leia atentamente as instruções de operação da máquina-ferramenta, compreenda os conhecimentos básicos sobre o princípio, estrutura, desempenho, operação, manutenção e segurança da máquina-ferramenta, domine os procedimentos de operação corretos e tenha a capacidade de lidar com falhas em situações de emergência para garantir a segurança das pessoas e das máquinas.

2. Método básico de operação
1). Primeiro, ligue a energia, ligue o interruptor de chave no painel de controle e depois pressione o botão para iniciar a bomba de óleo, assim você poderá ouvir o som da bomba de óleo funcionando. (A máquina não funciona neste momento)
2). Ajuste da duração. Ao usar a prensa de freio, você deve prestar atenção ao ajuste da duração. É necessário testar a máquina antes de dobrar. Quando o morfete superior da prensa de freio desce até o fundo, deve haver uma lacuna equivalente à espessura da chapa. Caso contrário, causará danos ao molde e à máquina. O ajuste da duração também possui ajuste rápido elétrico e ajuste fino manual.
3). Geralmente, a largura do entalhe deve ser 6-8 vezes a espessura da chapa. Por exemplo, se você deseja dobrar uma chapa de 4 mm, é necessário escolher uma largura de entalhe de aproximadamente 24 ou 32.
4). Geralmente existem dois tipos de ajuste do paralelo traseiro: ajuste rápido elétrico e ajuste fino manual. Ao ajustar, o dedo paralelo deve ser ajustado para a superfície superior do morfete inferior para evitar danos ao equipamento. Ninguém deve ficar perto do paralelo traseiro, e a porta de proteção do paralelo traseiro deve estar fechada.
5). Pressione o pedal para iniciar o dobramento. Ao contrário das máquinas de cisalhamento, a prensa de freio pode ser liberada a qualquer momento. A prensa de freio irá parar quando o pé for solto e continuará a se mover para baixo quando for pressionada novamente.
3. Procedimentos de operação de segurança
1). Cumpra rigorosamente os procedimentos de operação de segurança para ferramentas e use o equipamento de proteção individual conforme exigido.

2). Antes de ligar, verifique cuidadosamente se o motor, interruptor, circuito e aterramento estão em condições normais e firmes, e verifique se os botões de cada parte operacional do equipamento estão na posição correta.
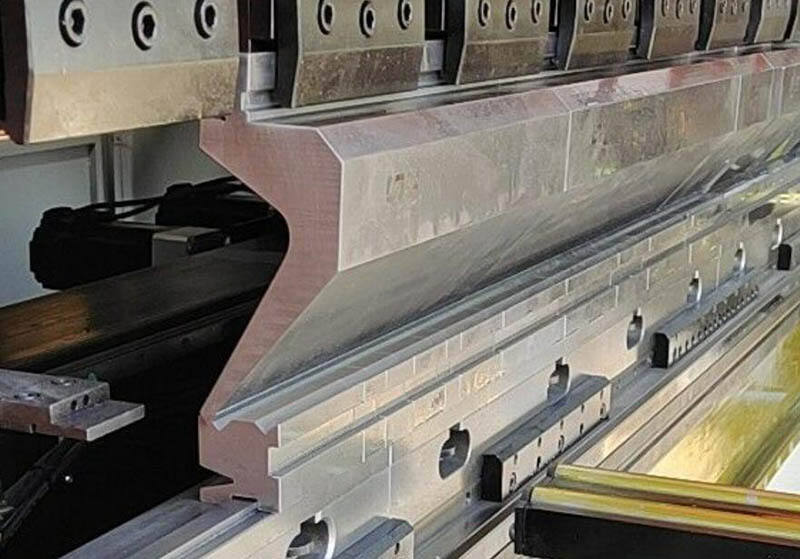
3). Verifique a sobreposição e firmeza dos moldes superior e inferior; verifique se cada dispositivo de posicionamento atende aos requisitos do processamento.
4). Quando o deslizante superior e cada eixo de posicionamento não estiverem na origem, execute o programa de retorno à origem.
5). Após o equipamento ser ligado, execute-o em modo ocioso por 1-2 minutos, e o deslizante superior se mover 2-3 vezes com curso total. Se forem encontrados sons anormais ou falhas, pare a máquina imediatamente, elimine as falhas e trabalhe apenas após tudo estar normal.
6). Durante o trabalho, uma pessoa deve estar no comando unificado, para que o operador e o pessoal de alimentação e prensagem possam cooperar de perto, garantindo que os colaboradores estejam em uma posição segura antes de emitir o sinal de dobra.
7). A chapa metálica deve ser compactada ao dobrar para evitar que a chapa se incline e cause lesões durante a dobra.
8). Ao ajustar o molde da chapa metálica, é necessário desligar a energia e parar a operação.
9). Ao alterar a abertura do molde inferior variável, não é permitido que o material entre em contato com o molde inferior.
10). Quando a máquina estiver em funcionamento, ninguém deve ficar atrás da máquina.
11). É estritamente proibido pressionar e dobrar a chapa metálica apenas em uma extremidade.
12). Se for constatado que a peça ou o molde está incorreto durante a operação, deve-se parar para correção. É estritamente proibido corrigir manualmente durante a operação para evitar lesões nas mãos.
13). É proibido dobrar placas de ferro super espessas ou placas de aço temperado, aços especiais de alta liga, aços quadrados e chapas que excedam o desempenho da prensa de dobra de chapas para evitar danos à máquina-ferramenta.
14). Verifique frequentemente a sobreposição dos moldes superior e inferior; se a indicação do manômetro corresponde às normas.
15). Pare a máquina imediatamente se ocorrer uma anormalidade, verifique a causa e elimine-a a tempo.
16). Há botões de parada de emergência em dois locais nesta máquina. Quando pessoas ou máquinas estiverem prestes a serem prejudicadas, pressione o botão de parada de emergência mais próximo!

17). Antes de desligar, coloque blocos de madeira nos moldes inferiores sob os cilindros hidráulicos dos dois lados para baixar o deslizante superior sobre os blocos de madeira.
18). Saia do programa do sistema de controle primeiro, depois corte a fonte de alimentação.
19). Nos dias de trabalho em turnos duplos ou triplos, ao entregar o equipamento, preencha cuidadosamente o 'Registro de Entrega da Operação do Equipamento' e assine para arquivá-lo.
4. Manutenção e cuidados com freios de prensa:
Todos os dias, ao ligar a máquina, remova objetos estranhos e fragmentos metálicos na ferramenta e no molde. Verifique se o molde está firmemente instalado. Os cabos de switch elétrico e os fixadores estão normais e não estão soltos. Antes de realizar manutenção ou limpeza da máquina, alinhe o molde superior com o inferior e desligue até que o trabalho esteja concluído. Se precisar ligar a máquina ou realizar outras operações, o modo deve ser selecionado no modo manual e garantir a segurança. O conteúdo da manutenção é o seguinte:
1) Circuito de óleo hidráulico
a. Lubrifique cada ponto de acordo com as exigências de lubrificação todos os dias.
b. Lubrifique a rosca de bola e as guias rolantes todos os dias.

c. Limpe o resíduo no molde antes do trabalho todos os dias.
d. Limpe a tela de filtro do filtro de saída de óleo regularmente.
e. Verifique regularmente o tanque de óleo da bomba hidráulica, substitua-o um mês após o primeiro uso e troque o óleo anualmente de acordo com a situação específica. A temperatura mínima do óleo não deve ser inferior a 10°C.
f. Verifique o nível de óleo no tanque semanalmente. Se o sistema hidráulico for reparado, ele também deve ser verificado. Se o nível de óleo estiver abaixo da janela de óleo, adicione óleo hidráulico;
9. Adicione óleo hidráulico YB-N46 ao tanque. Ele deve ser filtrado mais de cinco vezes com um filtro de óleo de malha inferior a 10. O tanque de óleo só pode ser reabastecido após estar limpo. A profundidade deve estar dentro da faixa da escala do tanque de óleo;
2) Filtro
a. O filtro deve ser substituído ou limpo completamente sempre que a troca de óleo for realizada;
b. Se a ferramenta CNC tiver alarmes relacionados ou outros filtros, como a qualidade do óleo sujo estiverem anormais, eles devem ser substituídos; c. O filtro de ar no tanque de óleo deve ser verificado e limpo a cada 3 meses, e é melhor substituí-lo uma vez por ano.
3) Componentes hidráulicos
a. Limpe os componentes hidráulicos (placa base, válvula, motor, bomba, tubo de óleo, etc.) todos os meses para evitar que a sujeira entre no sistema. Não use detergentes;
b. Após o uso da nova máquina por um mês, verifique se as curvas dos tubos de óleo estão deformadas. Se houver alguma anormalidade, eles devem ser substituídos. Após dois meses de uso, as conexões de todos os acessórios devem ser apertadas. A máquina deve estar desligada ao realizar esse trabalho. Após apertar, a máquina deve ser reiniciada para operação e inspeção.


