















































Press Brake Operating Procedures
1. Before operating the machine, please read the machine tool operating instructions carefully, understand the basic knowledge of the machine tool's principle, structure, performance operation, maintenance and safety, master the correct operating procedures, and have the ability to handle faults in emergency situations to ensure the safety of personnel and machines.

2. Basic operation method
1) . First, turn on the power, turn on the key switch on the control panel, and then press the oil pump to start, so that you can hear the sound of the oil pump turning. (The machine does not work at this time)
2). Stroke adjustment. When using the press brake, you must pay attention to adjusting the stroke. You must test the machine before bending. When the upper die of the press brake moves down to the bottom, there must be a gap of the plate thickness. Otherwise, it will cause damage to the mold and the machine. The stroke adjustment also has electric quick adjustment and manual fine adjustment.
3). Generally, the notch width should be 6-8 times of the plate thickness. For example, if you want to bend a 4mm plate, you need to choose a notch width of about 24 or 32.
4). There are generally two types of rear gauge adjustment: electric quick adjustment and manual fine adjustment. When adjusting, the stop finger should be adjusted to the upper surface of the lower die to prevent damage to the equipment. No one is allowed to stand near the rear gauge, and the rear gauge protection door should be closed.
5). Press the foot switch to start bending. Unlike shearing machines, the press brake can be released at any time. The press brake will stop when the foot is released, and it will continue to move downward when it is pressed again.
3. Safety operating procedures
1). Strictly abide by the safety operating procedures for machine tools and wear labor protection equipment as required.

2). Before starting, carefully check whether the motor, switch, circuit and grounding are normal and firm, and check whether the buttons of each operating part of the equipment are in the correct position.
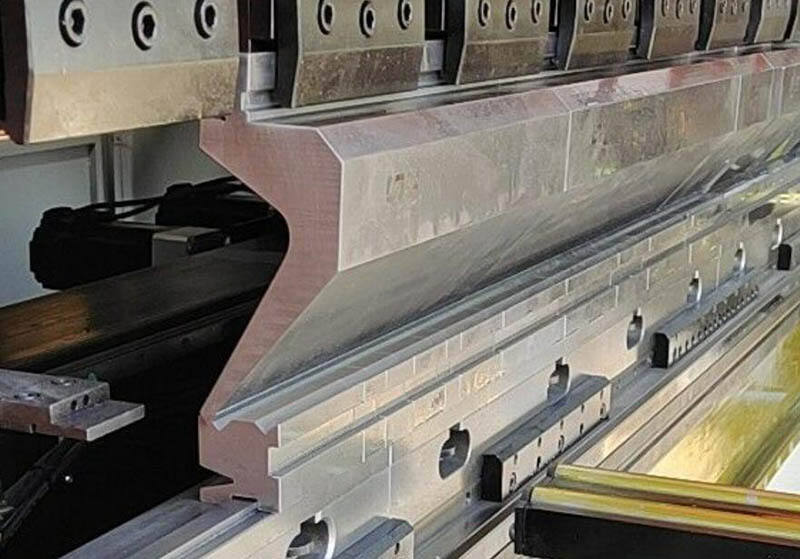
3). Check the overlap and firmness of the upper and lower molds; check whether each positioning device meets the requirements of the processing.
4). When the upper slide and each positioning axis are not at the origin, run the return to origin program.
5). After the equipment is started, run it idle for 1-2 minutes, and the upper slide moves 2-3 times with full stroke. If abnormal sounds or faults are found, stop the machine immediately, eliminate the faults, and work only after everything is normal.
6). During work, one person should be in unified command, so that the operator and the feeding and pressing personnel can cooperate closely to ensure that the cooperating personnel are in a safe position before issuing the bending signal.
7). The sheet metal must be compacted when bending to prevent the sheet metal from tilting and injuring people during bending.
8). When adjusting the sheet metal die, the power supply must be cut off and the operation must be stopped.
9). When changing the opening of the variable lower die, no material is allowed to contact the lower die.
10). When the machine tool is working, no one is allowed to stand behind the machine tool.
11). It is strictly forbidden to press and fold the sheet metal at one end alone.
12). If the workpiece or die is found to be incorrect during operation, it should be stopped for correction. It is strictly forbidden to correct by hand during operation to prevent injury to the hand.
13). It is forbidden to fold super thick iron plates or quenched steel plates, high-grade alloy steels, square steels and sheets that exceed the performance of the sheet metal press brake to avoid damaging the machine tool.
14). Frequently check the overlap of the upper and lower dies; whether the indication of the pressure gauge meets the regulations.
15). Stop the machine immediately if an abnormality occurs, check the cause and eliminate it in time.
16). There are emergency stop buttons at two locations on this machine. When people or machines are about to be harmed, please press the emergency stop button nearby!

17). Before shutting down, place wooden blocks on the lower molds under the oil cylinders on both sides to lower the upper slide onto the wooden blocks.
18). Exit the control system program first, then cut off the power supply.
19). On two-shift or three-shift workdays, when handing over the equipment, please carefully fill in the "Equipment Operation Handover Record" and sign and archive it.
4. Maintenance and care of press brakes:
Every day when the machine is turned on, foreign objects and metal debris on the machine tool and mold should be removed. Check whether the mold is installed firmly. The electrical switch cable and fasteners are normal and loose. Before performing machine maintenance or cleaning, the upper mold should be aligned with the lower mold and then put down and shut down until the work is completed. If you need to turn on the machine or perform other operations, the mode should be selected in manual mode and ensure safety. The maintenance content is as follows:
1) Hydraulic oil circuit
a. Lubricate each point according to lubrication requirements every day.
b. Lubricate the ball screw and rolling guide rails every day.

c. Wipe the residue on the mold before work every day.
d. Clean the filter screen of the oil outlet filter regularly.
e. Check the hydraulic pump oil tank regularly, replace it one month after the first use, and replace the oil every year according to the specific situation. The minimum oil temperature should not be lower than 10°℃.
f. Check the oil level in the oil tank every week. If the hydraulic system is repaired, it should also be checked. If the oil level is lower than the oil window, add hydraulic oil;
9. Add YB-N46 hydraulic oil to the oil tank. It must be filtered more than five times with an oil filter below 10 mesh. The oil tank can be refueled only after it is clean. The depth should be within the range of the oil tank scale;
2) Filter
a. The filter should be replaced or thoroughly cleaned every time the oil is changed;
b. If the machine tool has related alarms or other filters such as unclean oil quality are abnormal, they should be replaced; c. The air filter on the oil tank should be checked and cleaned every 3 months, and it is best to replace it once a year.
3) Hydraulic components
a. Clean the hydraulic components (base plate, valve, motor, pump, oil pipe, etc.) every month to prevent dirt from entering the system. Do not use detergents;
b. After the new machine has been used for one month, check whether the bends of the oil pipes are deformed. If there are any abnormalities, they should be replaced. After two months of use, the joints of all accessories should be tightened. The machine should be turned off when doing this work. After tightening, the machine should be restarted for operation and inspection.


