















































Charakterystyczne różnice między wałkowaniem blach trzy- i czterowalcowym
Przez cały okres mojej pracy z maszynami do gięcia blach, często napotykałem dyskusje dotyczące porównania maszyn do gięcia blach z trzema wałkami i z czterema wałkami. Każdy z wariantów oferuje własne, unikalne przewagi i jest dostosowany do różnych zastosowań w zakresie fabricacji metali. Jest istotne, aby zrozumieć różnice między maszyną do gięcia blach z trzema wałkami a tą z czterema wałkami, aby móc wybrać odpowiednie wyposażenie dla konkretnych projektów. Z czasem zdobyłem kompleksowe zrozumienie ich zasad działania, wskaźników efektywności oraz jakości uzyskiwanych zakręceń. W niniejszym opracowaniu szczegółowo przedstawię te różnice, wspomagając w podejmowaniu świadomych decyzji dotyczących wymagań gięcia waszych blach.
Maszyna do zacinania płyty jest rodzajem urządzenia do kuśnictwa, które gią nie-metalowe płyty w kształty stożkowe, kuliste, walcowe lub inne formy geometryczne. To urządzenie jest szeroko wykorzystywane w produkcji towarów, kotłów, systemów parowych, przemyśle chemicznym, konstrukcjach nie-metalowych i inżynierii mechanicznej oraz w innych sektorach. Zróżnicowanie maszyn do zacinania wynika z ich różnych zastosowań w różnych dziedzinach.
Maszyny do zacinania płyty są klasyfikowane na podstawie liczby wałów, co prowadzi do podziału na typy z trzema i czterema wałami. Powszechnym błędem jest przekonanie, że jedyną różnicą między nimi jest dodatkowy wał w maszynie czterowałowej. W rezultacie niektórzy ludzie, podejmując zakup, błędnie uważają, że maszyna czterowałowa jest lepsza ze względu na ten dodatkowy wał. Jednakże ten punkt widzenia jest błędny, ponieważ te dwie maszyny mają istotne różnice.
Charakterystyczne cechy maszyn do gięcia blach z trzema i czterema wałkami
Estetyka konstrukcyjna
Maszyna z trzema wałkami jest wyposażona w trzy wały, podczas gdy maszyna z czterema wałkami posiada cztery. Oprócz tego podstawowego rozróżnienia, maszyna z trzema wałkami prezentuje prostszy i bardziej funkcjonalny wygląd. Natomiast maszyna z czterema wałkami, która korzysta z technologii hydraulicznej CNC, charakteryzuje się bardziej precyzyjnym i eleganckim wyglądem. Uwaga poświęcona detalom w jej konstrukcji nie tylko poprawia dokładność obróbki, ale również wpływa na lepsze doświadczenie użytkownika.


Struktura maszyny
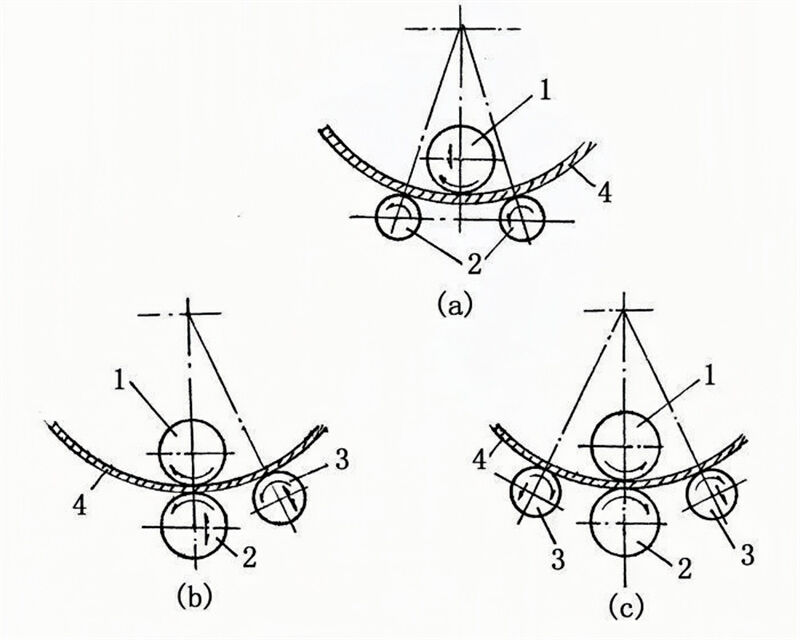
Maszyna do zwijania mechaniczna z trzema wałkami podzieliła się na dwa rodzaje: maszynę do zwijania z trzema wałkami symetrycznymi i maszynę do zwijania z trzema wałkami asymetrycznymi. W maszynie do zwijania z trzema wałkami symetrycznymi jeden wałek jest umieszczony powyżej, a pozostałe dwa wałki są symetrycznie wyrównane poniżej. Natomiast w maszynie do zwijania z trzema wałkami asymetrycznymi występuje niezrównoważony układ, gdzie po jednej stronie znajdują się dwa wałki, zaś po drugiej stronie znajduje się pojedynczy wałek.
Różnica między maszyną do wyginania płyty z czterema wałkami polega na jej głównym mechanizmie napędowym, który jest połączony z górnymi wałkami za pomocą reduktora i sprzężenia krzyżowego, aby dostarczać moment obrotowy dla wyginalnej płyty. Dolne wałki są zaprojektowane do ruchu pionowego i połączone przez reduktor oraz śrubę bezspadową (lub biegunkę stożkową), co ułatwia zaciskanie płyty, umożliwiając tym samym przekazanie ruchu mechanicznego. Ponadto, boczne wałki znajdują się po obu stronach dolnych wałków i mogą poruszać się nachylenie wzdłuż szyny, napędzanej przez śrubę bezspadową (lub biegunkę stożkową). Maszyna do wyginania płyty z czterema wałkami ma dwa wałki u góry i dwa na dole, przy czym wszystkie cztery wałki robocze są wyposażone w dynamiczne łożyska.
Jednak różnica w liczbie wałków powoduje różne mechanizmy krokowe między maszynami trój- i czterowałkowymi.
Rodzaj obróbki
Maszyna do gięcia blach trzywalcowa jest w stanie produkować cylindryczne i zakrzywione blachy metalowe. Jej działanie obejmuje pionowe poruszanie się dwóch dolnych wałków, które są umieszczone centralnie i symetrycznie. To pionowe ruchy są realizowane za pomocą śruby i mechanizmu przekładni ślimakowej. Obrotów dolnych wałków napędza motor, a moment obrotowy przekazywany jest do giętej blachy przez zębatkę wyjściową przekładni zębatej, która się łączy z zębakiem dolnego wałka. Krawędzie blach wymagają wstępnej gięcia, co może być wspierane przez dodatkowe wyposażenie.
Maszyna do gięcia blach czterewalcowa została zaprojektowana do gięcia i formowania blach metalowych. Jest w stanie produkować elementy cylindryczne, zakrzywione i stożkowe w określonym zakresie wymiarów. Ta maszyna posiada również funkcję wstępnego gięcia końców blach, co prowadzi do minimalnych reszt prostych krawędzi, oraz może przybliżona wyrównywać blachy metalowe.

Stopień automatyzacji
Maszyna do wyginania z trzema wałkami wyposażona jest w system sterowania przyciskowego, podczas gdy maszyna z czterema wałkami posiada interfejs dotykowy oraz system CNC umożliwiający programowalne operacje. Sterowanie cyfrowe ułatwia proces formowania jednym wałkiem, z możliwościami wprowadzania danych za pomocą ekranu dotykowego, edytowania kroków pracy i przechowywania do 500 zestawów danych. System balansowania elektronicznego, zintegrowany z EPS, gwarantuje, że ruch wałków pozostaje równoległy w granicach tolerancji 0,15 mm. System obsługuje interakcję człowiek-maszyna, samodiagnostykę usterek oraz inteligentne wykrywanie błędów w działaniu. Wałki o kształcie bębna charakteryzują się doskonałą okrągłością i wysoką prostoliniowością. Wszystkie ruchy są napędzane hydraulicznie.
Waleczki są zaprojektowane do poruszania się po linii prostej w obrębie przewodów kierujących, co umożliwia zmniejszenie odległości międzyśrodka między dwiema stronami waleczków, aby osiągnąć dokładność precyzyjnego wałkowania. Robocza ramy, która jest gruba i zdolna pomieścić średnie do dużych waleczków, jest wytrzepana jako jednostka, aby usunąć naprężenie i zapobiec deformacji. Waleczki są produkowane jako jeden element, poddawany procesowi utwardzania, a są zgodne zarówno z trybem manualnym, jak i automatycznym.


Metoda rozładunku
Trzy waleczki wymagają ręcznego odinstalowania, nakazując ręczne odinstalowanie przetworzonego elementu roboczego. W przeciwieństwie do tego, cztery waleczki są wyposażone w przyciski sterujące, ułatwiające szybki i efektywny proces odinstalowywania, który jest znacząco szybszy niż w przypadku trzech waleczków.

Forma ruchu wałka
Maszyna do gięcia blach z trzema wałkami w układzie asymetrycznym posiada górny wałek, który działa jako główne mechanizm napędowy. Dolny wałek może poruszać się pionowo, aby zabezpieczyć blachę, a następnie współdziała z zębem górnego wałka, aby umożliwić funkcję głównego napędu. Boczny wałek jest zaprojektowany do ruchów nachylenia i podnoszenia, oferując możliwości pre-oginań oraz zaokrągleń. W przeciwieństwie do tego, maszyna do gięcia blach z trzema wałkami w układzie symetrycznym umieszcza górne wałki symetrycznie nad dwoma dolnymi wałkami, które wykonują ruchy podnoszenia pionowego poprzez mechanizmy śrubowe i przekładni klinowej. Dwa dolne wałki są odpowiedzialne za ruch obrotowy, napędzany przez ząb wyjściowy reduktora, który wchodzi w zębatkę z dolnym wałkiem, generując niezbędną parę obrotową do gięcia blach.
Oba typy działają na zasadzie trójpunktowego ustalonego koła, które dopasowuje się do układów tocznych o różnych promieniach. Mimo to, czterowalowy walcownik płyt oferuje lepsze możliwości wstępnej giętkości prostych krawędzi i osiągnięcia dokładniejszej kalibracji profilu okrągłego w porównaniu do swojego trzywalowego odpowiednika.
Tryb zasilania
Większość trójwalowych walcowników jest charakterystyczna mechanicznie; jednak istnieją również walcowniki hydrauliczne. Zasługuje na uwagę fakt, że wszystkie czterowalowe walcowniki są typu hydraulicznego. Mechaniczny symetryczny trójwalowy walcownik płyt ma konstrukcję, w której górny wałek jest umiejscowiony symetrycznie między dwoma dolnymi wałkami. Ten górny wałek wykonuje ruchy podnoszenia pionowego za pośrednictwem przekazu bocznego, napędzanego jednostopniowym łańcuchem z reduktora głównego. Dwa dolne wałki wykonują ruch obrotowy poprzez zębatkę, napędzaną przez reduktor główny, dostarczając niezbędnego momentu obrotowego do walcowania płyty.
Płaskie blachy metalowe są przetwarzane przez trzy wały robocze - dwa dolne wały i jeden górny, gdzie górny wał wywiera ciśnienie w dół, a dolne wały obracają się. Ta czynność poddaje blachę metalową wielokrotnym ciągłym zginaniom, co prowadzi do trwałej plastycznej deformacji i formowania blachy w pożądane kształty cylindryczne, stożkowe lub inne określone kształty. Wadą mechanicznego trójwalowego maszyny do zacinania blach jest to, że krawędzie blachy wymagają wstępnego zginania za pomocą dodatkowego sprzętu.
Hydrauliczna symetryczna trójwalowa maszyna do zacinania blach również posiada konstrukcję trzech symetrycznych wałów. W tym układzie górny wał znajduje się symetrycznie między dwoma dolnymi wałami i może wykonywać ruchy podnoszenia pionowego dzięki działaniu oleju hydraulicznego w cylindrze hydraulicznym. Dwa dolne wały są napędzane do obrotu przez końcowe koło głównej redukcyjnej, co zapewnia moment obrotowy dla procesu zacinania.
Płaskie płyty metalowe są przetwarzane za pomocą trzech wałów roboczych—dwóch dolnych wałów i jednego górnego wału—gdzie górny wał wywiera ciśnienie w dół, a dolne wały obracają się. Ta czynność poddaje płytę metalową wielokrotnym ciągłym zginaniom, co prowadzi do trwałej deformacji plastycznej i formowania płyty w pożądane kształty cylindryczne, stożkowe lub inne określone formy. Wadą hydraulicznego symetrycznego maszyny do zginania z trzema wałami jest to, że krawędzie płyty wymagają wstępnego zginania za pomocą dodatkowego sprzętu. Ten rodzaj maszyny jest szczególnie odpowiedni do zacinania płyt o grubości przekraczającej 50 mm. Projekt dużego urządzenia do zacinania płyt obejmuje dodatkowy rząd stały wał na dwóch dolnych wałach, co skraca odległość między nimi. Ta modyfikacja poprawia dokładność zgiętego elementu roboczego oraz ogólną wydajność maszyny.
Maszyna do gięcia blach z czterema wałkami jest typu hydraulicznego, gdzie górny wałek służy jako podstawowy napęd. Przekazuje on moment obrotowy do blachy za pośrednictwem biegnika zredukowanego zębatka kooperującego się z zębakiem górnego wałka. Dolny wałek może wykonywać ruchy pionowe wznoszenia, napędzane przez olej hydrauliczny działający na tłok wewnątrz cylindra hydraulicznego, w celu zaciskania blachy. Ponadto, boczne wałki po obu stronach dolnego wałka są zaprojektowane do ruchów nachylenia wzdłuż toru szynowego, przekazywanego poprzez śrubę sterującą i koło klinowe. Zaletą maszyny jest możliwość wykonywania wstępnego gięcia końców blach oraz zaokrąglania na tym samym urządzeniu.

Wydajność pracy
Efektywność maszyn do zgięcia blach trzywalcowych jest często niższa z powodu ich mechanicznej natury i konieczności ręcznego wtrącania się w różne procesy, co w konsekwencji obniża ogólną produktywność. W przeciwieństwie do tego, czterowalcowe maszyny do zgięcia, wyposażone w układy hydrauliczne i technologię CNC (Komputerowe Sterowanie Liczbowe), wykazują znacznie wyższą efektywność przetwarzania mechanicznego oraz, przez to, lepszą ogólną wydajność pracy. Przepustowość wyrobów z maszyn czterowalcowych jest również istotnie większa niż u ich odpowiedników trzywalcowych.
Dokładność obróbki
Dokładność przetwarzania przy trzywalcowej maszynie do zgięcia jest ogólnie zadowalająca i zdolna spełnić podstawowe wymagania większości zakładów produkcyjnych; dokładność przetwarzania przy czterowalcowej maszynie do zgięcia jest lepsza, umożliwiając produkcję stożków i innych specjalistycznych kształtów wyrobów.


Porównanie cen
Podczas porównywania modeli widać wyraźnie, że koszt maszyny do walcowania z trzema wałkami jest zazwyczaj mniejszy niż maszyny z czterema wałkami. Ten rozbieżność wynika z faktu, że precyzja i efektywność maszyny z trzema wałkami są ogólne gorsze od tych z czterema wałkami. Jeśli częstotliwość użycia maszyny będzie stosunkowo niska, a wymagania dotyczące precyzji pracy nie będą surowe, wybór tańszej maszyny do walcowania z trzema wałkami może być opłacalny. Natomiast, jeśli specyfikacja produktu wymaga wyższego standardu precyzji, to maszyna z czterema wałkami, mimo wyższych kosztów, stanowi bardziej korzystny wybór ekonomiczny.

Maszyny do walcowania są dostępne w różnych modelach, każdy z oddzielną strukturą i możliwościami wydajności. Przewidziani nabywcy maszyn do walcowania powinni starać się zrozumieć różnice między tymi modelami. Jest to kluczowe, aby uniknąć jakichkolwiek nieporozumień podczas procesu zakupu. Nieudane w tym aspekcie może spowodować zakup maszyny, która nie spełnia wymagań operacyjnych, co utrudni jej optymalne wykorzystanie i może wprowadzić wiele komplikacji w przepływ pracy.
O Garym Olsonie
Jako poświęcony autor i redaktor dla JUGAO CNC, specjalizuję się w dostarczaniu przemyślanych i praktycznych treści dopasowanych do branży metalurgicznej. Posiadając lata doświadczenia w pisaniu technicznym, koncentruję się na tworzeniu szczegółowych artykułów i poradników, które pomagają producentom, inżynierom i profesjonalistom być na bieżąco z najnowszymi innowacjami w obszarze obróbki blach, w tym w zakresie CNC giessarki, hydraulicznych pras, maszyn do cięcia oraz więcej.

