















































Den Utmerkede Guiden til CNC Turret Punch Presses0
I denne Ultimate Guiden til CNC Turret Punch Press , deler jeg gjerne mine innsikter og ekspertise om dette essensielle stykket utstyr. Uansett om du er ny i verden av CNC-masking eller søker å forbedre dine nåværende prosesser, vil denne guiden ruste deg med omfattende kunnskap om beste praksiser, optimeringsmetoder og programmeringsstrategier. Fra de grunnleggende operasjonsprinsippene til råd for å maksimere effektiviteten, har jeg som mål å gi en omfattende forståelse som vil hjelpe deg å ta informerte beslutninger. Bli med mens vi dykker inn i funksjonene, fordelen og beste praksiser for å bruke CNC turret punch presses effektivt.
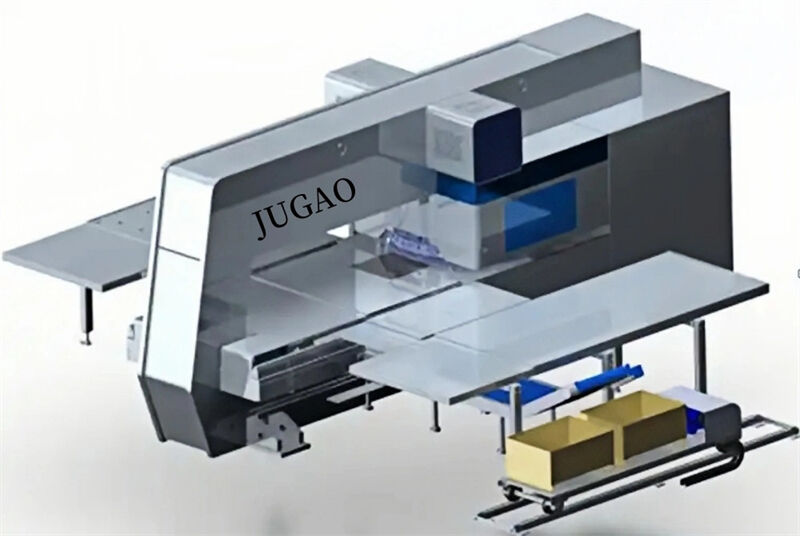
CNC turret punch er en av de hovedkategoriene av CNC punch , den engelske navnet ( CNC Turret Punch Press ), forkortelse NCT. Numerisk kontrollert turretpres (NCT) integrerer maskin, elektrisitet, væske og gass. Det er et trykkbehandlingsutstyr for å presse og gjøre fletteforming på platen gjennom turretpressformen.
Innhaldet
Funksjoner
Numerisk kontrollert turretpres (NCT) består av et dataskjermbasert kontrollsysteem, et mekanisk eller hydraulisk kraftsystem, et servoforespinningsmekanisme, et formbibliotek, et formvalgsystem, et perifer programmeringssystem, osv.
Numerisk kontrollert turretpres (NCT) er en behandlingsprogram som er laget ved hjelp av programmeringsprogramvare (eller manuelt). Servoforespinningsmekanismen plasserer platen i den ønskede posisjonen. Samtidig velger formvalgsystemet den tilsvarende formen fra formbiblioteket, og hydraulisk kraftsystemet trykker etter programmet for å automatisk fullføre behandlingen av arbeidsstykket.
Klassifisering
Numerisk styrt perforasjonstårn (NCT) er delt inn i fullt elektrisk servo CNC perforasjonstårn, mekanisk CNC perforasjonstårn (flyhjul CNC perforasjonstårn) og hydraulisk CNC perforasjonstårn.
Blant disse er den fullt elektriske servo CNC perforasjonstårnen en helt ny type perforasjonstårn. Enheten bruker servo-motor direkte driveteknologi, og beholder dermed fordelsene ved en enkel, moden og pålitelig mekanisk hoveddrivstruktur. Samtidig har den bedre egenskaper enn en hydraulisk hoveddrift. Den har betydelige trekk og sterke funksjoner. Enheten er utstyrt med en fullt elektrisk servo intelligent perforator, som kan oppnå ulike prosesser som å stikke, forme, bue og grave.
Mekaniske perforasjonstårner brukes mye pga. deres langevarige stabilitet, lengre levetid og lavere pris sammenlignet med fullt elektriske servo CNC perforasjonstårner; men de mister betydelig i effektivitet og funksjonalitet.
Hydrauliske tornpunchpresser har progressively gått ut av nytte grunnet kravet om forbruk av hydraulisk olje og deres uegnethet for høytemperatursarbeidsmiljøer.

Bevegelsesakse
X-akse: Den servo-drivne aksen som beveger arbeidsstykket langs retningen vinkelrett på sengens lengde.
Y-akse: Servo-drivne aksen som beveger arbeidsstykket langs retningen parallellelt med sengens lengde.
A-akse: Rotasjonell tornbasert verktøyarkiv velger rotasjonsaksen for formgjøringen.
C-akse: Rotasjonsaksen for automatisk formindeksering, som kan rotere formen i enhver vinkel.
Behandlingsmetoder
1. Enkeltstikk: Fullfører stikking i én gang, inkludert rett linje fordeling, buefordeling, periferifordeling og rutenettstikking.
2. Kontinuerlig stikking i samme retning: Ved å bruke rektangulære former for delvis overlappende bearbeiding, er det mulig å behandle lange hull og klippe kantlinjer.
3. Flere retninger kontinuerlig perforering: bearbeidingmetoden som bruker små former for å prosessere store hull.
4. Nibbling: Bruk en liten rund form for å perforere buen kontinuerlig i små skritt.
5. Enkeltforming: bearbeidingmetoden som former ved én gangshaling etter formformen.
6. Kontinuerlig forming: formingbearbeidingsmetoder som er større enn formstørrelsen, for eksempel store lukker, rulleribber og rulletrinn.
7. Array forming: prosessere flere like eller ulike arbeidsstykker på et stort bord.

Behandlingsstasjon
Generelt sett deles turrent-formen inn i kategorier basert på diameteren på hullene den kan behandle, noe som letter valget av form. De inndelas typisk i fem nivåer: A, B, C, D og E.
Klasse A (1⁄2 tommer) stasjon: Behandler hull fra Φ1.5 til Φ12.7 millimeter.
Klasse B (1-1⁄2 tommer) stasjon: Behandler hull mindre enn Φ31.7 millimeter.
Klasse C (2 tommer) stasjon: Behandler hull mindre enn Φ50.8 millimeter.
Klasse D (3-1/2 tommer) stasjon: Behandlingsområde mindre enn Φ88.9 millimeter
Klasse E (4-1/2 tommer) stasjon: Behandlingsområde mindre enn Φ114.3 millimeter
Vanligvis, når det er nødvendig å endre den tilfeldige konfigurasjonen, følges de følgende konverteringene: 1D = 8A = 4B = B + C.

Anvendelsesindustri
Våre produkter finner bred anvendelse i kolde pressebehandlingsindustrier, som omfatter elektrisk utstyr, kjøleskap, fasadedyrkninger, husholdningsapparater, heisindustrien, branndørproduksjon, kjøleværker, kjøkkenapparater, kontorutstyr, metallmobler, medisinsk maskinri og lysarmaturer, blant andre. Den enkelte pressemetoden og nibbling-metoden brukes til å presse ut hull og deler av ulike former og størrelser, hvilket er spesielt egnet for presse av en rekke medium- og småserier eller enskeltabeller.

Om Gary Olson
Som en dedikert forfatter og redaktør for JUGAO CNC, spesialiserer jeg meg på å levere dypliggende og praktisk innhold tilpasset metallarbeidsnæringen. Med flere år av erfaring innen teknisk skriving fokuserer jeg på å gi dypgående artikler og veiledninger som hjelper produksjonsledere, ingeniører og profesjonelle med å oppdatere seg om de nyeste innovasjonene innen arkmetallbehandling, inkludert CNC trykkbuer, hydrauliske presser, skjæringsmaskiner og mer.

