















































Bedieningsprocedure voor een drukpers
1. Voordat u de machine bedient, lees a.u.b. zorgvuldig de bedieningsinstructies van de machinesnaai, begrijp de basisprincipes van de constructie, prestaties, bediening, onderhoud en veiligheid van de machinesnaai, beheers de juiste bedieningsprocedure en heb de vaardigheden om storingen in noodgevallen te verhelpen om de veiligheid van personeel en machines te waarborgen.

2. Basisbedieningsmethode
1). Allereerst, zet de stroom aan, schakel de sleuteloverschakelaar op het controlepaneel in en druk vervolgens op de knop om de oliepomp te starten, zodat u het geluid van de draaiende oliepomp kunt horen. (De machine werkt op dit moment niet)
2). Strookafstemming. Bij het gebruik van de drukpers moet u aandacht besteden aan het instellen van de strook. U moet de machine testen voordat u begint te buigen. Wanneer de bovenste stempel van de drukpers naar beneden beweegt tot de onderkant, moet er een kloof zijn gelijk aan de dikte van het plaatmateriaal. Anders kan dit schade veroorzaken aan de vorm en de machine. De strookafstemming heeft ook elektrische snelle afstemming en handmatige fijne afstemming.
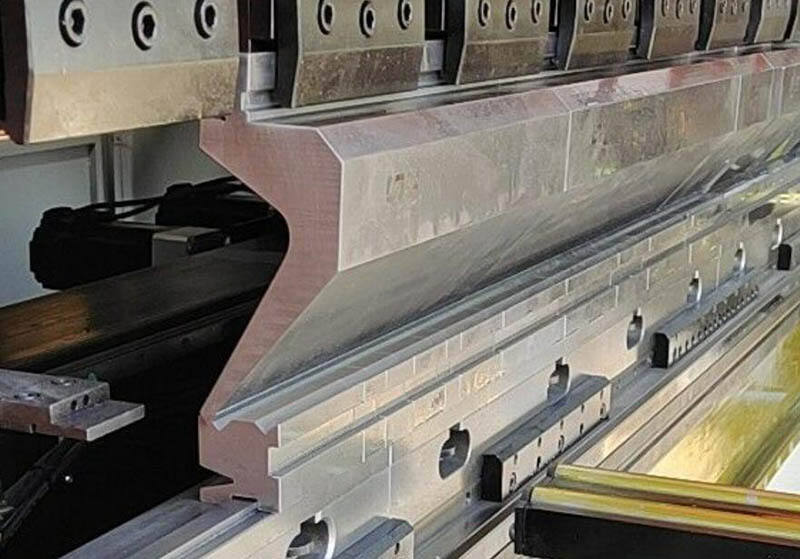
3). Algemeen gezien moet de spleetbreedte 6-8 keer de plaatdikte zijn. Bijvoorbeeld, als je een plaat van 4 mm wilt buigen, dan moet je een spleetbreedte van ongeveer 24 of 32 kiezen.
4). Er zijn doorgaans twee soorten achterste afmetingsinstelling: elektrische snelle afstemming en handmatige fijne afstemming. Tijdens het instellen moet de stopvinger worden aangepast tot het bovenvlak van de onderste vorm om schade aan de apparatuur te voorkomen. Niemand mag in de buurt van de achterste afmeting staan en het achterste beschermingsdeurtje moet gesloten blijven.
5). Druk op de voetschakelaar om te beginnen met buigen. In tegenstelling tot schaarmachines kan de drukpers wanneer dan ook losgelaten worden. De drukpers stopt als de voet loslaten wordt, en het blijft naar beneden bewegen wanneer het opnieuw wordt ingedrukt.
3. Veiligheidsoperatieprocedure
1). Houd strikt aan de veiligheidsregels voor machinegereedschap en draag arbeidshandschoenen zoals vereist.

2). Voordat u start, controleer zorgvuldig of de motor, schakelaar, elektrische circuit en aardingsinstallatie normaal en vast zijn, en controleer of de knoppen van elk bedieningsdeel van de apparatuur in de juiste positie staan.
3). Controleer de overeenkomst en stevigheid van de boven- en ondermodellen; controleer of elk positioneringsapparaat voldoet aan de vereisten van de verwerking.
4). Wanneer de bovenste schuif en elk positioneringsas niet op de oorsprong zijn, voer het terugkeerprogramma naar de oorsprong uit.
5). Nadat het apparaat is gestart, laat het 1-2 minuten ledig draaien, en beweegt de bovenste schuif 2-3 keer met volle slag. Als abnormale geluiden of storingen optreden, stop het apparaat onmiddellijk, verwijder de storingen en begin pas te werken als alles normaal is.
6). Tijdens het werk moet één persoon een geüniformeerd bevel geven, zodat de bediener en de voedings- en drukpersoonnel nauw samenwerken om ervoor te zorgen dat de samenwerkende personen zich in een veilige positie bevinden voordat het buigsignaal wordt uitgegeven.
7). Het plaatmetaal moet tijdens het buigen worden vastgeklemd om te voorkomen dat het plaatmetaal tijdens het buigen omslaat en mensen kwetst.
8). Bij het instellen van het plaatmetaalstoot, moet de stroom worden afgesloten en moet de operatie worden gestopt.
9). Bij het veranderen van de opening van de variabele onderste stoot, mag geen materiaal contact maken met de onderste stoot.
10). Tijdens het werken van de machine mag niemand achter de machine staan.
11). Het is streng verboden om het plaatmetaal alleen aan één kant te drukken en te vouwen.
12). Als tijdens de bedrijfsvoering wordt vastgesteld dat het werkstuk of de vorm incorrect is, moet de machine worden gestopt om correcties aan te brengen. Het is streng verboden om tijdens de bedrijfsvoering handmatig correcties te maken om handletsel te voorkomen.
13). Het is verboden om superdikke ijzerplaten of gekoelde staalplaten, hoogwaardige legeringen, vierkantstaal en platen te vouwen die de prestaties van de blaadrem overschrijden om schade aan de machine te voorkomen.
14). Controleer regelmatig de overlaping van de boven- en ondervormen; of de aanduiding van de drukmeter aan de voorschriften voldoet.
15). Stop de machine onmiddellijk als er een anomalie optreedt, controleer de oorzaak en verwijder deze op tijd.
16). Er zijn noodstopknoppen op twee locaties op deze machine. Wanneer mensen of machines op het punt staan beschadigd te raken, druk dan alstublieft op de dichtstbijzijnde noodstopknop!

17). Voordat u de machine afsluit, plaats houten blokken onder de oliecilinders aan beide zijden op de onderste vormen om de bovenste schuif op de houten blokken te laten zakken.
18). Verlaat eerst het controle systeem programma, daarna kun je de stroomvoorziening afsluiten.
19). Bij werkdagen met twee of drie diensten, vul bij het overdragen van de apparatuur a.u.b. zorgvuldig het "Overdrachtsformulier voor Uitrusting" in en onderteken en archiveer het.
4. Onderhoud en onderhoud van drukpersmachines:
Elke dag wanneer de machine wordt ingeschakeld, moeten vreemde voorwerpen en metalen resten op de CNC-schaar en de vorm worden verwijderd. Controleer of de vorm stevig is bevestigd. De elektrische schakelaarkabels en vastmakers zijn normaal en niet los. Voordat u onderhoud of reiniging van de machine uitvoert, moet de bovenste vorm worden uitgelijnd met de onderste vorm en dan neergezet en uitgeschakeld worden tot het werk voltooid is. Als u de machine wilt inschakelen of andere operaties wilt uitvoeren, moet de modus handmatig worden ingesteld en veiligheid worden gegarandeerd. Het onderhoud bestaat uit het volgende:
1) Hydraulische oliecircuit
a. Vet elke dag elk punt in overeenstemming met de smeervereisten.
b. Vet dagelijks de balvits en rolrichtingslijnen.

c. Veeg het restant op de vorm af voor het werk elke dag.
d. Maak de filternet van de olieuitlaatfilter regelmatig schoon.
e. Controleer de hydraulische pompen oliebak regelmatig, vervang deze een maand na de eerste gebruik en vervang de olie jaarlijks volgens de specifieke situatie. De minimale olietemperatuur mag niet lager zijn dan 10°℃.
f. Controleer het oliepeil in de oliebak elke week. Als het hydraulische systeem gerepareerd is, moet dit ook gecontroleerd worden. Als het oliepeil lager is dan het olievenster, voeg hydraulische olie toe;
9. Voeg YB-N46 hydraulische olie toe aan de oliebak. Deze moet gefilterd worden met een oliefilter van minder dan 10 mesh meer dan vijf keer. De oliebak kan pas bijgevuld worden als deze schoon is. De diepte moet binnen het bereik van de schaal van de oliebak blijven;
2) Filter
a. Het filter moet bij elke olieverandering vervangen of grondig schoongemaakt worden;
b. Als de CNC-schaar alarmsignalen of andere filters zoals onreine oliekwaliteit heeft, moeten deze vervangen worden; c. De luchtfilter op de olie tank moet elke 3 maanden gecontroleerd en schoongemaakt worden, en het is het beste om hem jaarlijks eenmaal te vervangen.
3) Hydraulische onderdelen
a. Maak de hydraulische onderdelen (basisplaat, klep, motor, pompen, olieleidingen, etc.) maandelijks schoon om te voorkomen dat vuil in het systeem komt. Gebruik geen reinigingsmiddelen;
b. Nadat de nieuwe machine een maand gebruikt is, controleer je of de bochten van de olieleidingen niet zijn misvormd. Bij anomalieën moeten ze vervangen worden. Na twee maanden gebruik moeten alle aansluitingen van de accessoires verstrakt worden. Dit werk moet uitgevoerd worden met de machine uitgeschakeld. Na het strak aantrekken moet de machine opnieuw gestart worden voor bedrijven en inspectie.


