Hoe kalibreer je het midden van de boven- en ondervorm van een press brake
De kalibratie van het bovenste en onderste midden van een press brake is een belangrijke stap om de buig nauwkeurigheid en productkwaliteit te waarborgen. Hieronder volgen een reeks specifieke stappen en methoden voor de kalibratie van het bovenste en onderste midden van een press brake:
Controleer vormsletting
Controleer eerst of de vorm gesleten is. Als de vorm gesleten is, moet deze op tijd vervangen worden door een nieuwe, omdat een gesleten vorm de buig nauwkeurigheid verlaagt.

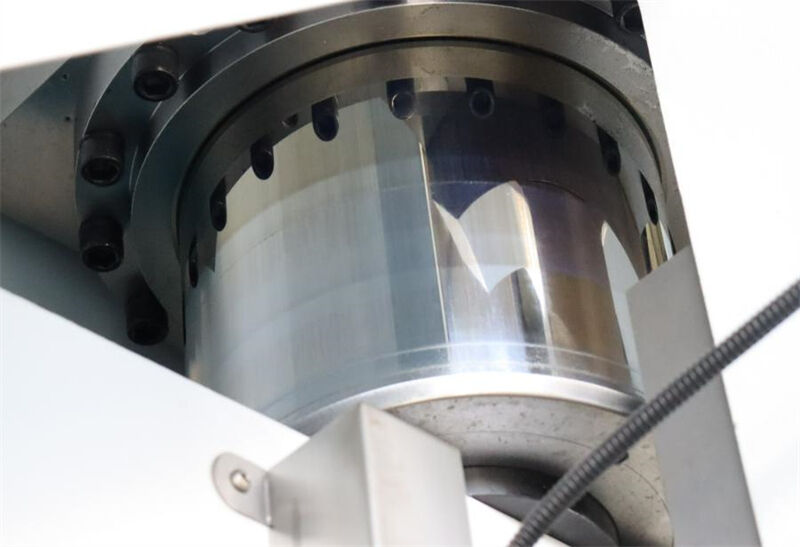
Pas de schuifstroke aan
Volgens de dikte van het vouwplaat en de grootte van de V-vormige opening van de onderste stoot, pas je de slaggang afstand aan. Dit kan worden gedaan via de knop op het elektrische bedieningspaneel om de uitstrekoogte van de piston te controleren, waardoor de slaggang wordt aangepast.
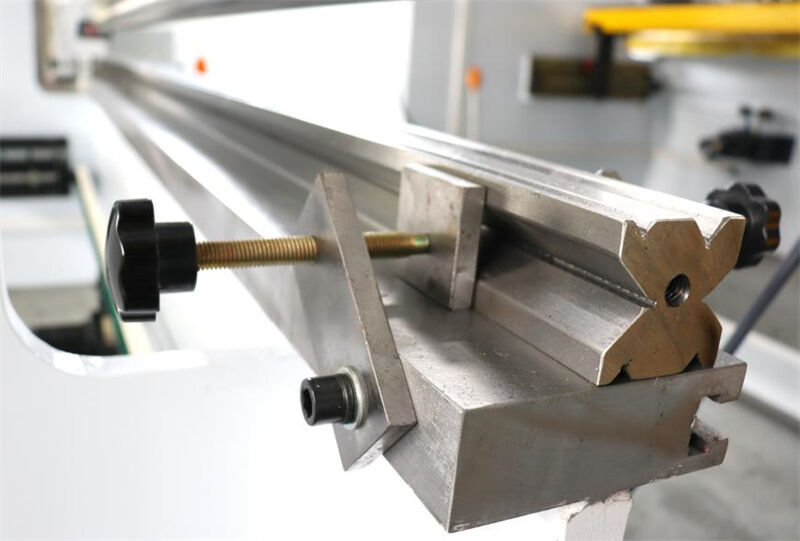
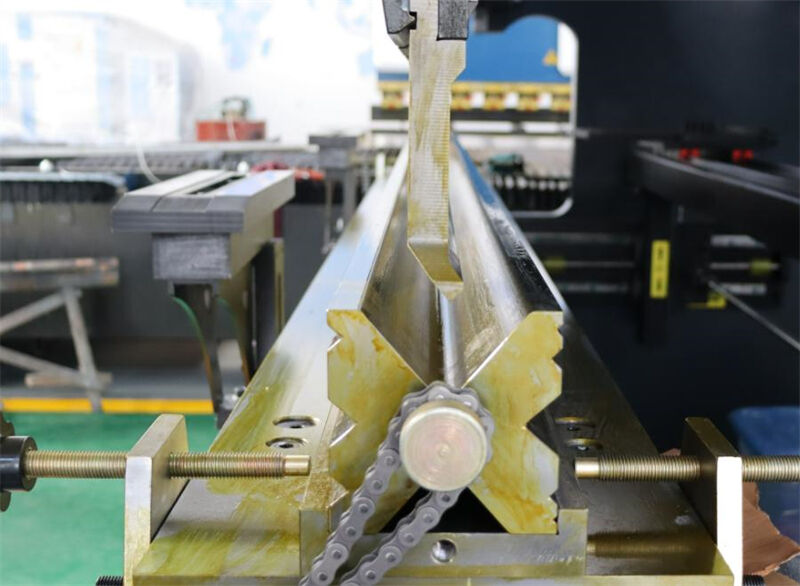
Pas de matformaat aan
Meet de tussenruimte tussen de boven- en ondermform, en pas de ruimte aan volgens de dikte van het te vouwen plaat. Een redelijke ruimte is cruciaal om de vouwnauwkeurigheid te waarborgen.
Pas de bovengrens van de schuiver aan
Wanneer de schuiver omhoog gaat, pas je de positie van de reiswitch aan om de schuiver te laten blijven in de gewenste positie, wat de ledige afstand van de schuiver vermindert en de productiefiteit verbetert.

Pas de buigingshoek aan
Als blijkt dat de buigingshoeken van beide uiteinden van het werkstuk niet consistent zijn, kan de hoek van het werkstuk worden aangepast door de schroeven van het werktafelpaneel fijn te verstellen om de hoeken基本上consistent te maken.