















































Galingiausias vadovas dėl CNC tornių trikdžių spaudimui0
Šiame Galutiniame Gide apie CNC Tornos Dėžės Trikdinio Spaudimą , yra malonu dalintis savo išgandymais ir ekspertizu šiuo būtiniu įrenginiu. Ar jūs esate naujas CNC mašinų pasaulyje ar ieškote, kaip patobulinti esamas procesus, šis gidas jūsų apmokins išsami žiniomis apie geriausias praktikas, optimizavimo technikas ir programavimo strategijas. Nuo veikimo pagrindinių principų iki patarimų, kaip padidinti efektyvumą, tiksliai pateiksiu išsamų supratimą, kuris padės jums priimti informuotus sprendimus. Prisijunkite prie mane, kol ištirsime funkcijas, privalumus ir geriausias praktikas, kaip efektyviai naudoti CNC tornos dėžės trikdinio spaudimą.
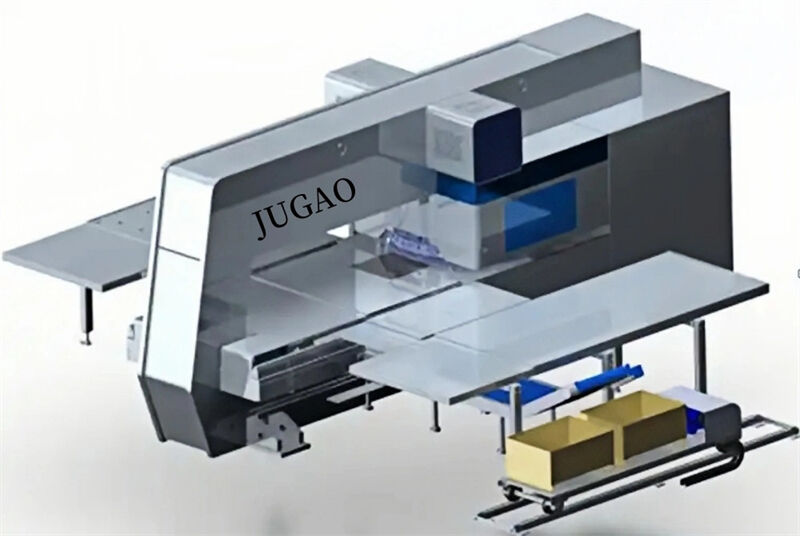
CNC tornos dėžės trikdinys yra vienas pagrindinių CNC kategorijų šauksliukas , anglų pavadinimas ( CNC Tornos Dėžės Trikdinio Spaudimą ), santrumpa NCT. Skaitmeninės valdymo tornių tempiklis (NCT) integruoja mašiną, elektros, skysčio ir dujų sistemos. Tai yra slėgio apdorojimo įranga, naudojama ant laptų per tornių tempiklio formą daryti šluostus ir šaltinį traukimą bei formavimą.
Turinys
· Savybės
Savybės
Skaitmeninis valdymas tornių tempikliui (NCT) sudaro kompiuterinė valdymo sistema, mechaninė ar hidraulinė jėgos sistema, servu laidžio mechanizmas, formų biblioteka, formų pasirinkimo sistema, programavimo sistema ir kt.
Skaitmeninis tornių tempiklis (NCT) naudoja programavimo programinę įrangą (arba rankiniu būdu sukurtą) apdorojimo programą. Servo laidžio mechanizmas siunčia lapą į apdorojamą vietą. Tuo pačiu metu formų pasirinkimo sistema renka atitinkamas formas iš formų bibliotekos, o hidraulinė jėgos sistema pagal programą automatiškai užbaigia darbo elementų apdorojimą.
Klasifikacija
Skaitmeninis valdymas turbinės trikdinio (NCT) padalijamas į pilnai elektinią servo CNC turbinės trikdinį, mechaninį CNC turbinės trikdinį (dviratinį CNC turbinės trikdinį) ir hidraulinį CNC turbinės trikdinį.
Iš jų, pilnai elektrinis servo CNC turbinės trikdinys yra visiškai naujas tipas turbinės trikdinio. Įrenginys naudoja servo variklio tiesioginę varomosios technologiją, taip išsaugant privalumus paprastos, pažangios ir patikimos mechaninės pagrindinės varomosios struktūros. Tuo pačiu jis turi geresnius charakteristikus nei hidraulinė pagrindinė varomosios sistema. Jis turi didelius privalumus ir galingas funkcijas. Įrenginyje yra įmontuotas pilnai elektrinis servo inteligentinis trikdinys, kuris gali atlikti įvairias operacijas, tokias kaip trikdinimas, formavimas, lankymas ir žymėjimas.
Mechaniniai turbinės trikdiniai plačiai naudojami dėl ilgalaus stabilumo, ilgo naudojimo termino ir žemesnio kainų lygio palyginti su pilna elektine servo CNC turbinės trikdiniu; tačiau jie labai praleidžia efektyvumo ir funkcijų požiūriu.
Hidrauliniai tornių trikdžių varikliai kartu su laiko eiga yra vis labiau iškreipę dėl reikalavimo naudoti konsumacinius hidraulinius aliejus ir jų netinkamumo aukštų temperatūrų darbo aplinkoms.

Judėjimo ašis
X ašis: servoprivadio ašis, kuri juda dirbtuvo dalimi statmenai lono ilgiui.
Y ašis: Servoprivadio ašis, kuri juda dirbtuvo dalimi lygiagrečiai lono ilgiui.
A ašis: sukamosios torniuko tipo įrankių magazinas renkasi formos sukimosi ašimi.
C ašis: automatinio indeksavimo formas sukama ašis, kuri gali pasukti formas bet kuriuo kampu.
Apdirbimo metodai
1. Viename trikdymo etape: užbaigiamas trikdymas vienu etapu, įskaitant tiesinį skirstymą, lankelio skirstymą, apskritimo skirstymą ir tinklo trikdžių trikdymą.
2. Tolydžioji to paties krypties trikdymo: naudojant stačiakampius formus, dalinio trikdymo metodu galima apdirbti ilgias skylis ir apvaldyti kraštus.
3. Keliakryptis tolimasis dūmavimas: apdorojimo būdas, naudojant mažus formuotus, kad apdoroti didelius skylus.
4. Niblė: Naudojant mažą apvalų formuotą, kad tolimai dūmavo lankelį mažais žingsniais.
5. Viengalvis formavimas: apdorojimo būdas, kai vienu metu pagal formos išvaizdą atliekama šaltinio ištraukimas.
6. Tolimasis formavimas: formavimo apdorojimo būdai, kurie yra didesni nei formos dydis, pvz., didelių spynių, riedmenų ir pakopinių žingsnių sukimo procesai.
7. Masyvus formavimas: apdorojimo būdas, kai ant didelio lapo apdorojami kelios tarpusavyje identiškos ar skirtingos darbo dalys.

Apdorojimo stotis
Bendrosiaus, torniuko formos yra klasifikuojamos pagal jas galimus apdoroti skylų pavidalį, kad būtų lengviau pasirinkti formą. Jos paprastai padalijamos į penkis lygius: A, B, C, D ir E.
A klasė (1⁄2 colio) stotis: Apdorojimo diapazonas nuo Φ1,5 iki Φ12,7 milimetrių
B klasė (1-1⁄2 colio) stotis: Apdorojimo diapazonas mažesnis nei Φ31,7 milimetrių
C klasė (2 colio) stotis: Apdorojimo diapazonas mažesnis nei Φ50,8 milimetrių
Klasė D (3-1/2 colio) stotis: apdorojimo diapazonas mažesnis už Φ88.9 milimetrai
Klasė E (4-1/2 colio) stotis: apdorojimo diapazonas mažesnis už Φ114.3 milimetrai
Įprastai, kai reikia pakeisti atsitiktinį konfigūraciją, sekama šie konvertavimai: 1D = 8A = 4B = B + C.

Taikymo pramonė
Mūsų produktai plačiai taikomi šaltame tempiamojo apdorojimo pramonėje, įskaitant elektros įrenginių įrangą, rėmimo skryniąs, cortyno sienų dekoracijas, namų techniką, liftų pramonę, gaisro durų gamybos, kondicionierius, virtuvės techniką, biuro įrangą, metalines baldas, medicinos įrangą ir šviesoforius bei kt. Vieno šablono metodu ir dėmenų metodu iškertami įvairių formų ir dydžių langeliai ir dalys, kuo ypač tinka įvairių vidutinių ir mažų serijų arba vienintelės plokštelių iškirtimui.

Apie Gary Olson
Kaip įsiskolinusias autorius ir redaktorius JUGAO CNC, specializuojosi švaresniu ir praktišku turiniu, kuris yra pritaikytas metalų apdorojimo pramonei. Su metų patirtimi techninėje rašyboje, koncentruojasi ant išsamžių straipsnių ir pamokų, kurie padeda gamintojams, inžineriams ir profesionalams likti informuotais apie naujausias inovacijas lapo metalo apdorojimo srityje, įskaitant CNC slankio spaudus, hidrauliškus spaudus, pjovimo mašinas ir kitus aspektus.

