















































Skyrimai tarp 3-ridenės ir 4-ridenės plokščių suviečių
Per visą savo darbo laikotarpį su plokščių gijimos mašinomis aš dažnai susidūriau su aptarimais dėl palyginimo tarp 3-valkinių ir 4-valkinių plokščių gijimos mašinų. Kiekvienas variantas siūlo skirtingus privalumus ir yra sukurtas skirtumams metalo gamybos srityje. Svarbu suprasti skirtumus tarp 3-valkinio ir 4-valkinio plokščių gijimos mašinos, kad būtų galima pasirinkti tinkamą įrangą konkrečioms projektams. Laiko eigoje aš įgavau išsamų supratimą jų veikimo principams, efektyvumo rodikliams ir kokybės gijimui, kurį jos užtikrina. Šiame straipsnyje aš išdėstysiu šias skirtumus, kad padėtų priimti gerai pagrįstus sprendimus dėl jūsų plokščių gijimo reikalavimų.
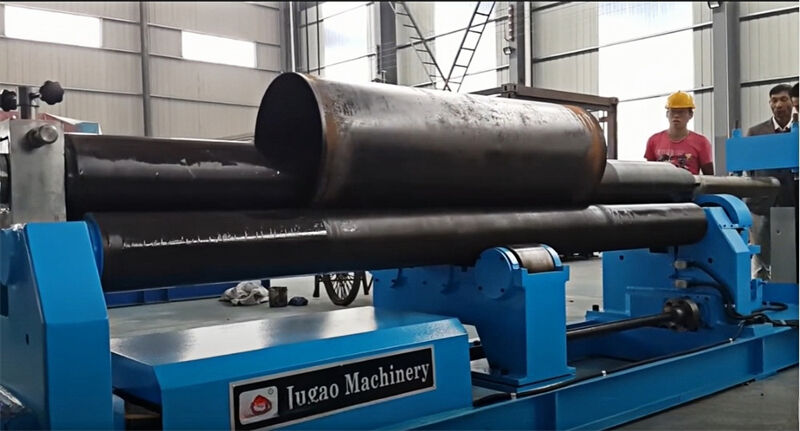
Lankstas lėkštų gaminimo mašina yra tipas kaujinimo technikos ir įrangos, kurios užgaubia ne metalines plokščias į koninius, sferinius, cilindriškus ar kitus geometrinius formuotus. Ši įranga plačiai naudojama gamyboje, kotlų, garo sistemų, chemijos pramonės, ne metalinių konstrukcijų ir mechaninėje inžinerijoje bei kitose srityse. Lankstų mašinų įvairove yra dėl jų įvairių taikymų skirtingose srityse.
Lankstos lėkštų mašinos kategorizuojamos pagal lankstų skaičių, kas vedą prie 3-lankstės ir 4-lankstės tipų klasifikacijos. Populiari klaida yra tai, kad pagrindinis skirtumas tarp jų yra tik papildomas lankstas keturio lankstų mašinoje. Todėl kai kurie žmonės, nusipirkdami, netinkamai manyti, kad keturio lankstų mašina yra geresnė dėl to papildomo lanksto. Tačiau ši nuomonė yra neteisinga, nes abu aparatai turi rimtų skirtumų.
Skyrimos bruožai tarp 3-valkio ir 4-valkio lankinčiųjų mašinų
Konstrukcinė estetika
Trivealiųjų lankinčiųjų mašina yra įgyvendinta su trimis valkiais, o keturvalkio lankinčiųjų mašinoje yra keturi. Šio pagrindinio skirtumo prieštaravimuose trivealiųjų mašina siūlo paprasčiausią ir naudingą išvaizdą. Atvirkščiai, keturvalkio mašina, kurioje yra integruota hidraulinė CNC technologija, gali pasiteisinti modernesniu ir elegantiškesniu išvaizda. Detalių dėmesys dizainui ne tik pagerina apdorojimo tikslumą, bet ir prisideda prie geriausios naudotojo patirties.


Mašinos struktūra
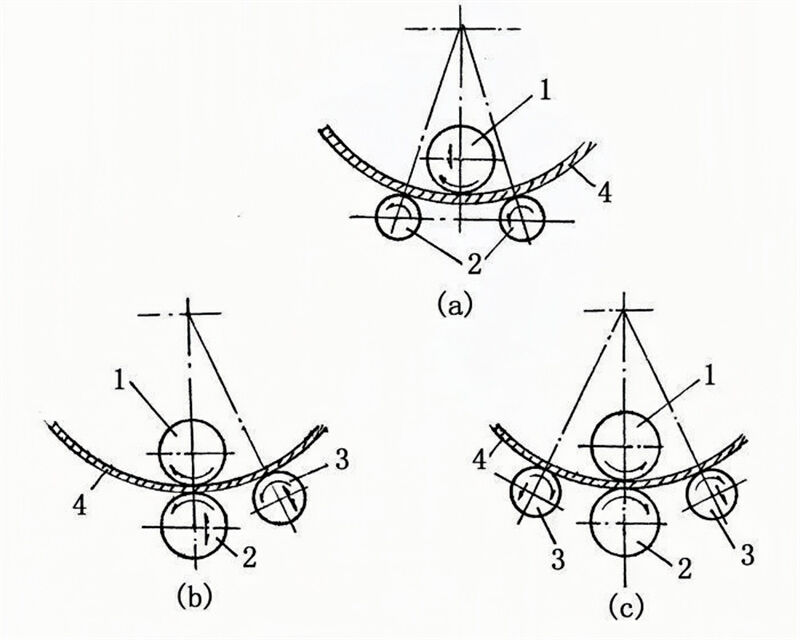
Stiprinis trijų valtisų sūkimo aparatas yra padalintas į du tipus: simetrinį trijų valtisų sūkimo aparatą ir nesimetrinį trijų valtisų sūkimo aparatą. Simetriniame trijų valtisų sūkimo aparate vienas valtis yra įrengtas viršuje, o likusios dvi valtys yra simetriškai išdėstytos apačioje. Atvirkščiai, nesimetriniame trijų valtisų sūkimo aparate yra nesimetrinis išdėstymas, kai vienoje puse yra du valtisai, o kitumoje pusėje – vienas valtis.
Skirtumas nuo keturkabalių lizdavimo mašinos yra jos pagrindinio variklio mechanizme, kuris yra sujungtas su viršutiniais kabaliais per redukторą ir kryžminį slinktuvą, kad pateiktų momentą lizdomajam lapui. Apatiniai kabaliai yra sukurti vertikalo judėjimo atvejui ir yra sujungti per reduktorą, šiuolaikišką variklį (arba konusinius ratais) leidžiantį užfiksuoti lapą, tuo būdu įgalinant mechaninę transmisiją. Be to, kraštiniai kabaliai yra esanti abiejse apatinio kabalo pusėse ir gali judėti linkine kryptimi paleidžianti rankiniu varikliu (arba konusiniu ratais). Keturkabalių lizdavimo mašinoje yra du kabaliai viršuje ir du apačioje, o visi keturi darbini kabaliai yra apskaitinti su dinaminiais podėgiais.
Tačiau, kabalių skaičiaus skirtumas tarp triskalbių ir keturkabalių lizdavimo mašinų lemia skirtingas pažingsnių mechanizmus.
Apdirbimo tipas
Trirulio lizdų ginklas gali gaminti rinkulinius ir išlenktus metalus. Jo veikimas yra susijęs su viršutiniu judėjimu dviejų apatinio rulio, kurie yra centriniu ir simetrišku požiūriu. Šis vertikalus judėjimas yra pasiekiama per šoninį tryliktį ir varžkumo mechanizmą. Apatinio rulio sukimas yra galinamas naudojant variklį, o momentas yra perdavimas į lenktąją plokštę per dengos rato išėjimo ratą sujungimą su apatinio rulio ratu. Plokščių gale reikia paruošti pradinį lenkimą, kurį galima padaryti naudojant papildomą įrangą.
Ketvirulio lizdų ginklas yra skirtas metalinių plokščių lenkimui ir formavimui. Jis gali gaminti rinkulinius, išlenktus ir koninius elementus tam tikru matmenų diapazonu. Šis mašina taip pat turi funkciją pradiniams lenkimams plokščių gale, kuri rezultuoja mažiausiu liekanų tiesiems kraštams, bei gali aproksimatyviai lygiuoti metalines plokščias.

Automatizacijos laipsnis
Triruliu rūšiavimo mašina yra įgyvendinta su mygtukų valdymo sistema, o keturoruliu rūšiavimo mašinoje yra įdiegta nusparčiojo sąsajos sąsaja ir CNC sistema, leidžianti programuojamus veiksmus. Skaitmeninė kontrolė skatina vieno rulio formavimo procesą, turintį nusparčiojojo įvesties galimybę, darbo etapų redagavimą ir iki 500 duomenų rinkinių saugojimą. Elektroninė pusiausvyros sistema, integruota su EPS, užtikrina, kad rulio judėjimas lieka lygiagretus tolimesnėmis nuostatomis 0,15 mm. Sistema palaiko žmogaus ir mašinos sąveiką, automatinę klaidų aptikimą bei operacijų klaidų inteligentinę identifikaciją. Rulionai su bubenas pavidalu rodo puikią apvalumą ir aukštą tiesumo lygį. Visi judesiai yra hidrauliniai.
Kabliukai yra sukonstruoti taip, kad judėtų tiesia linija viduje vamzdžių, leidžiant sumažinti kabliukų abiejų pusių centro atstumą ir pasiekti tikslų kabliavimo tikslumą. Robus kasos rėmas, kuris yra stiprus ir gali priimti vidurinio iki didelio dydžio kabliukus, yra atšilomas kaip vienas blokas, siekiant pašalinti stresą ir išvengti deformacijos. Kabliukai gaminiama kaip vienas gabaliukas, prie jų pritaikomas tvirtinimo procesas, o jie yra suderinti kartu su rankiniu ir automatiniais veikimo režimais.


Iškrovimo būdas
Tris kabliukus reikia išmontuoti rankiniu būdu, privaloma rankiniu būdu išmontuoti apdirbtą darbo detalę. Prieštaringai, keturi kabliukai yra apginti su spustelėjimo mygtukais valdymui, leidžiant greitai ir patogiai išmontuoti, ką yra žymiai greičiau nei trijų kabliukų atveju.

Kabliuko judėjimo forma
Triruliu asimetrinė lapo sriubimo mašina turi viršų rulį, kuris vaidina pagrindinio varomosios mechanizmo vaidmenį. Apatinis rulis gali judėti vertikaliai, kad sufiksuotų lapą, ir jungiasi su viršutiniu ruliu varomuoju dantžiu, kad užtikrintų pagrindinę varomosios funkciją. Pusesnis rulis yra sukurtas leidžiantį kampinį judėjimą ir pakeliamą, teikiantį galimybes atlikti pradinį lankymą ir apvalinimą. Kitu pusėje, triruliu simetrinė lapo sriubimo mašina yra sukonstruota taip, kad viršūniai ruliai yra simetriškai padėti viršuj vienetų apatinio rulio, kurie vykdo vertikalus pakėlimo judesius per švitinio ir pagrindinio čiaurio varomuosius mechanizmus. Abu apatiniai ruliai atsakingi už sukimo judesį, kurį generuoja reductoriaus išvesties dantis, jungiantis su apatiniu ruliu dantžiu, kad sukeltų būtiną momentą lapo sriubimui.
Abu tipai veikia pagal trijų taškų fiksuoto apskritimo principą, kuris tinka judančioms sistemoms su skirtingais spinduliais. Nepaisant to, keturrolis lankinės plokštumos lankymo mašina siūlo geresnes galimybes tiesinių kraštinių iš anksto sulankinti ir pasiekti tikslesnį apskritimo profilio kalibravimą palyginti su jo triroliu analogu.
Jėgainis režimas
Dauguma trimatinių slinkimo mašinų yra mechaninio pobūdžio, tačiau egzistuoja ir hidraulinės slinkimo mašinos. Verta paminėti, kad visos keturmatinės slinkimo mašinos yra hidraulinių tipų. Mechaninė trimatė simetrinė lapo slinkimo mašina turi konstrukcinį dizainą, kuriame viršutinis valtis yra simetriškai padėtas tarp dviejų apatinio valtyje esančių valkių. Šis viršutinis valtis atlieka vertikalias pakelimo judesius per kampinių riedalių transmisiją, kurią varoma pagrindinio reductoriaus vieneto riedaliu. Apatiniai valtys sukasi dėl riedalių jungties, kurios ją varo pagrindinis reduktorius, siekiant užtikrinti būtiną lapo slinkimui varumą.
Saugus metaliniai lapai apdirbami per tris darbo valtis – du apatinės valtys ir vieną viršutinę valtį, kurioje viršutinė valtis veikia nykstantiame spaudimo kelyje, o apatinės valtys sukasi. Šis veiksmas pakelia metalinį lapą daugiau nei vienu tolesniu judesiu, rezultatuojant pastovios plastos deformacijos ir formuojant laptį į norimą valtinių, koniškų ar kitų nurodytųjų formų. Mechaninio trijų valtių lapių suvienodinimo mašinos nuostoliuoja tai, kad lapių kraštai reikalauja iš anksto sukrūvimo papildomomis priemonėmis.
Hidraulinė trijų valtių simetrinė lapių suvienodinimo mašina taip pat naudoja trijų valtių simetrinę struktūrą. Šiame dizaine, viršutinė valtis yra padėta simetriškai tarp dviejų apatinės valtys ir gali būti pakeliama vertikaliai per hidraulinių cilių viduje esančią hidraulinę olę. Dvi apatinės valtys sukamos per pagrindinio redukatoriaus pabaigos riedą, tuo tikruoju užtikrinant sukimosi procesui varomąjį momentą.
Lygūs metaliniai lapai apdirbami per tris darbo valtis – du apatinės valtis ir vieną viršutinę valtį, kurioje viršutinė valtis veikia nykstantiame spaudimo krypime, o apatinės valtys sukasi. Šis veiksmas dalijasi į kelis toliau einančius lankymo etapus, kurie sukelia pastovų plastišką deformaciją ir formuoja lapą į norimą cilindrinę, koninę ar kitą nurodytą formą. Hidraulinės trijų valtių simetrinės lankymo mašinos trūkumas yra tas, kad plato kraštai reikalauja iš anksto sulankinti papildomu aprangos priemonėmis. Tokios mašinos ypač tinka platus lapius, kurių storis viršija 50 mm. Didelio ploto lankymo mašinos dizainas apima papildomą fiksuotų valtių eilutę ant dviejų apatinėse esančių valtių, kas sumažina jų tarpą. Ši pakeitimas pagerina gautų darinių tikslumą bei mašinos bendrą našumą.
Keturių valtų plokščių suviečio mašina yra hidraulinio tipo, kurio viršutinis valtas veikia kaip pagrindinis vedlys. Jis suteikia momentą plokštai per mažinimo dėžės išvesties riedmenį, jungiantį su viršutiniu valtu. Apatinis valtas gali vykdyti vertikalus pakelimo judesius, kurie inicijuojami hidrauline ežuote, veikiančia ant štytinio viduje esančio hidrauliniame cilindre. Be to, abu apatinio valto kraštinių valtų yra sukaupti judėjimams vamzdyno railiuose, perduodami per šlaptojo vamzdyno riedmenį. Mašinos pranašumas yra tai, kad ji gali atlikti plokštų galelių išankstinį lankymą ir apvalinimą tame pačiame įrenginyje.

Darbo efektyvumas
Trijų valtis esančių plokštumos lankymo mašinų efektyvumas dažnai yra žemesnis dėl įrengtinio mechaninio pobūdžio ir reikalavimo įvairiais procesais vykdyti rankinę intervenciją, kas toliau sumažina bendrą produktyvumą. Priešingai, keturių valtis turinčios lankymo mašinos, apgaubtos hidraulina sistema ir CNC (Kompiuterinė Skaitmeninė Valdymo) technologija, rodo didžiai didesnę variklio apdorojimo efektyvumą ir, kaip padarinį, geresnę bendrą darbo efektyvumą. Keturių valtis mašinų gaminių išmetimo tempimas taip pat yra aiškiai didesnis nei jų trijų valtis atitinkamųjų konkurentų.
Apdorojimo tikslumas
Trijų valtis lankymo mašinos apdorojimo tikslumas bendrai yra tenkinamas ir gali atitikti daugelio gamybos įmonių pagrindinius poreikius; keturių valtis lankymo mašinos apdorojimo tikslumas yra geresnis, leidžiant gaminti konusus ir kitus specializuotus darinių formatus.


Kainos palyginimas
Kai lyginami modeliai, aišku, kad trirulio gijos formavimo mašinos kaina yra dažniausiai mažesnė nei keturiorulio gijos formavimo mašinos. Ši skirtumas kilus iš to, kad trirulio gijos formavimo mašinos tikslumas ir efektyvumas paprastai yra prastesni palyginti su keturiorulio gijos formavimo mašina. Jei mašinos naudojimo dažnumas yra gana mažas, o darbo objekto tikslumo reikalavimai nėra aukšti, gali būti patarima pasirinkti pigesnę trirulio gijos formavimo mašiną. Atvirkščiai, jei produkto specifikacijos reikalauja aukštesnio lygio tikslumo, keturiorulio gijos formavimo mašina, nors ir didesnę kainą, yra ekonomiškesnis pasirinkimas.

Vaizdavimo prietaisai yra prieinami įvairiais modeliais, kiekviename iš jų yra unikali konstrukcinė sudėtis ir našumo galimybės. Vaizdavimo prietaisų būsimi įsigyjėjai turėtų stengtis suprasti skirtumus tarp šių modelių. Ypač svarbu išvengti nesupratimų per pirkimo procesą. Nepatenkintas šio reikalavimo atveju gali būti nusipirktas prietaisas, kuris nepatenksina veiklos poreikių, tuo pačiu užkardydama optimalią naudojimo galimybę ir galbūt sukeldama daugiau problemų darbo eigoje.
Apie Gary Olson
Kaip įsiskolinusias autorius ir redaktorius JUGAO CNC, specializuojosi švaresniu ir praktišku turiniu, kuris yra pritaikytas metalų apdorojimo pramonei. Su metų patirtimi techninėje rašyboje, koncentruojasi ant išsamžių straipsnių ir pamokų, kurie padeda gamintojams, inžineriams ir profesionalams likti informuotais apie naujausias inovacijas lapo metalo apdorojimo srityje, įskaitant CNC slankio spaudus, hidrauliškus spaudus, pjovimo mašinas ir kitus aspektus.

