















































프레스 브레이크 금형의 무료 이소메트릭 조정

자유 등고 조정 (모듈 높이 사전 조정)
목적: 상하 금형이 자유 상태에서 동일한 높이에 있도록 하여, 힘의 불균형으로 인해 발생할 수 있는湾곡 오류나 금형 손상을 방지합니다.
1. 준비
장비의 전원을 끄고, 상하 금형을 설치하여 초보적으로 고정합니다.

금형 표면의 기름 또는 이물질을 닦아내고 접촉 면이 평평한지 확인하십시오.
2. 수동 높이 조절
좌우 측면의 상부 금형을 제거하십시오.

마이크로미터 또는 레이저 검출기를 사용하여 상하 금형의 주요 지점 높이를 측정하십시오(일반적으로 네 모서리와 중간).

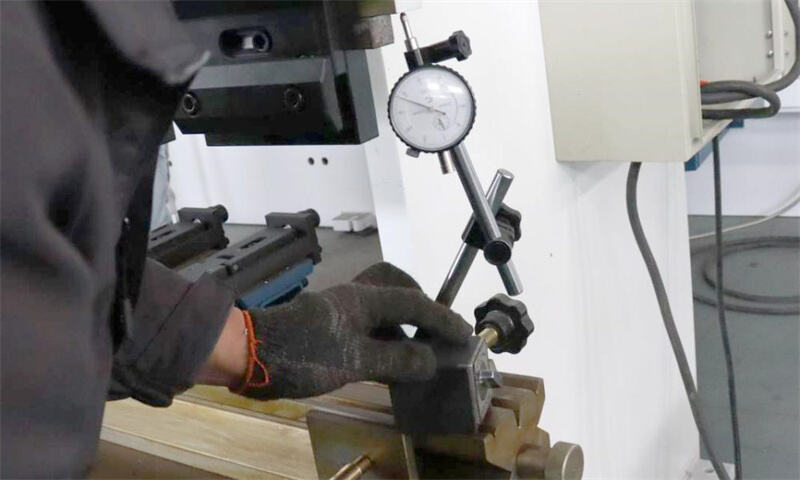
금형 베이스의 동일 높이 볼트(또는 패드)를 수동으로 조정하여 상하 금형 각 측정점의 높이 오차를 ≤0.02mm로 맞추십시오.


조정 볼트를 조이면 낙차가 발생하지 않도록 다시 테스트 하십시오.
3. 자유도 및 높이 확인
상하 금형이 폐쇄 될 때 균등하게 접촉하는지 수동으로 기계를 회전시켜 관찰하십시오.
폐쇄 후 몰드 간격을 감촉기로 점검하여 국부적인 과잉 조임이나 간극이 없는지 확인하십시오.

예방책
1. 안전한 작업: 조정 전에 반드시 전원을 끄고 보호 장갑과 안경을 착용하십시오.
2. 도구 선택: 고정밀 측정 도구 (마이크로미터, 레이저 탐지기 등)를 사용하는 것이 좋습니다.
3. 단계별 검증: 조정의 각 단계는 누적 오류를 방지하기 위해 시험 접힘을 통해 검증되어야 합니다.
4. 장비 차이: 다양한 벤딩 머신 모델은 기계적/유압 보상 방법을 사용할 수 있으며, 이는 조정 시 장비 매뉴얼을 참조해야 합니다.
위의 단계의 시스템 조정으로, 굽기 정확도 (각 오류 ≤ 0.5°) 와 폼 서비스 수명은 크게 향상 될 수 있으며, 재료 낭비와 장비 손실이 감소 할 수 있습니다. 실제 작동에서 경험에 따라 유연하게 반응해야합니다. 예를 들어 두꺼운 판이나 고강성 재료의 경우 압력 보상 양이 적절히 증가해야합니다.

