















































Შერეული კუთხის მასტერი: გამორჩენილი მანქანების შედეგების გასაღები გარემო
Გაქვთ პრობლემა ცრემლის და ზუსტი მანქანების შედეგებით? ხშირად, ეს წარმოდგენილია შედეგების კუთხის გაუმჯობესებისგან, რაც ძველი ელემენტია ზუსტი და ეფექტური ცრემლის მიღებისთვის.
Გაჭრის კუთხე ძალიან მნიშვნელოვან როლი ასახავს მაღაზის დაზუსტების, ინსტრუმენტის ცხოველობის და ენერგიის ეფექტიურობის განსაზღვრაში. გაჭრის კუთხის გაუმჯობესება მაღაზის გარუდინებას და ჭრინვის წინააღმდეგობას შეიძლება საბრალოდ შემცირდეს, რათა გაუმჯობესოს პროდუქტიულობა. მოდით გავიგოთ უფრო ღრმად, რატომ არის ეს მხარე ასე სავაჭრო პროცესებში.
Რა არის გაჭრის კუთხე?

Გაჭრის კუთხე განისაზღვრება როგორც გაჭრის სიბრტყე და ჭრინვის მიმართულება შორის კუთხე მაღაზის პროცესში, როგორიცაა ჩრდილოება, მილინგი ან გაჭრივა. ის განისაზღვრება იმით, თუ როგორ მაღაზა გაიჭრია მუშაობიდან ჭრინვის ინსტრუმენტის მიერ. გაუმჯობესებული გაჭრის კუთხე მინიმიზებს ჭრინვის ძალებს, შემცირებს ინსტრუმენტის არსებით დახარჯებს და უზრუნველყოფს გład ზედაპიროვან დასრულებას.
Მარტივად თქვა, გაჭრის კუთხე ძალიან მნიშვნელოვანია მაღაზის გარუდინების და მუშაობიდან გართიერების ეფექტიურობის განსაზღვრაში. ის სამართლიანად გავლენა ახდენს ჭიპის ფორმირებაზე და ენერგიის დახარჯზე მაღაზის პროცესში.
Გაჭრის კუთხის გაუმჯობესების ძირითადი სარგებელები
Გაუმჯობესებული დაზუსტება
Კალიბრებული სწორად ჭრინის კუთხე უზრუნველყოფს, რომ ჭრილის პროცესი მინიმიზებს მასალის გარუდინებას, რაც გამოიწვევს უფრო გład და ზუსტ ჭრილებს. სწორი ჩიპის ფორმირება შემცირებს არაწესრიულებებს მანქანებული ზედაპიროზე, რაც გაძლევს უცვრივ დამთავრებას. ზუსტება არის ძირითადი სექტორებში, როგორიცაა ჰაეროვითი და ავტომობილური, სადაც ნებისმიერი მცირე გადახრება შეიძლება გამოიწვევინა კრიტიკულ ფუნქციონალურ განსხვავებებს. ჭრინის კუთხის გაუმჯობესება უზრუნველყოფს უფრო მკაცრ ტოლობას და სტაბილურ ხარისხს წარმოებაში.
Შემცირებული ინსტრუმენტის აღმოსავლება
Როდესაც ჭრინის კუთხე გაუმჯობესებულია, ჭრილის წინააღმდეგობა საკმარისი მარტივად შემცირდება, რაც შემცირებს ცხელის და სტრესის ინსტრუმენტზე მოქმედებას. ეს მიიყვანს უფრო მარტივ ინსტრუმენტის აღმოსავლებას, გადიდებს ინსტრუმენტის ცხოველობას და შემცირებს ინსტრუმენტის შეცვლის სიხშირეს. რезультатად, ბიზნესები შენახავენ ინსტრუმენტებზე ხარჯებს, მასამედ მანქანებული ხარისხი შეინარჩუნება. ამასთანავე, ინსტრუმენტის გადაწყვეტის რისკის შემცირება უზრუნველყოფს უნდამოქმედებელ წარმოებას, გამარტივებს დარწმუნებულობას და ეფექტიურობას.
Გაწვდილი პროდუქტიულობა
Გაუმჯობესებული ჭრინვის კუთხე საშუალებას ძალებს ეფექტურ ჩიპის ამოღებას, რაც აძლევს უფრო წ Gaussian რე ჭრინვას და ნაკლები ენერგიის ხარჯს. ეს გადაითარგმნის უფრო სწრაფ მაशინირებას და ზრდილ გამოშვებას, რაც ძალიან მნიშვნელოვანია მკაცრი პროდუქციის ვადების შესრულებისას. ნაკლები ენერგიის საჭიროება ასევე წვდომად იყო ხარჯების შეკლებას და მართლების მხარდაჭერას. მთლიანი პროდუქტიულობის გაუმჯობესებით, კომპანიები შეძლებენ უფრო მაღალი გამომავალის აღმავალს გარემოში ხელი არ შეწყვეტილი ხარისხის გარეშე.
Ჭრინვის კუთხის მნიშვნელობა მაშინირებაში
1. გავლენა ჭრინვის ძალაზე

Ჭრინვის კუთხე განსაკუთრებით გავლენას ახდენს მაშინირებისას გამოცდილი ჭრინვის ძალებზე. უფრო დიდი ჭრინვის კუთხე წარმოადგენს ნაკლები ჭრინვის ძალას, რომელიც საჭიროა მასალის ამოღებისთვის. როდესაც ჭრინვის კუთხე გაუმჯობესებულია, ნაკლები ენერგია გადაიტანს ჩიპის დეფორმაციაზე, რაც განაპირობა ნაკლები ელექტროენერგიის ხარჯს და ჭრინვის იнструმენტების ნაკლები არსენების გამოყენებას.
2. ზედა ზედაპირობის ხარისხი

Ზედა დასრულება მრავალი მანქანების მოქმედებაში არის გარკვეული ფაქტორი, განსაკუთრებით პრეციზიური ინდუსტრიებში, როგორიცაა ჰაეროსფერული და ავტომობილის, სადაც ზედის დასრულების ხარისხი განსაკუთრებით გავლენას ახდენს საბოლოს პროდუქტზე და მის მუშაობაზე და უსაფრთხოებაზე. არასწორი ჭრის კუთხე შეიძლება მიიღოს ცუდი ზედა დასრულებები, რადგან ზედის ინტეგრიტეტი საკმარისად გავლენას ახდენს მანქანების პარამეტრებზე, როგორიცაა ჭრის სიჩქარე, გადასვლის რატიო და ჭრის სიღრმე, რაც მიიღება თვისებებს, როგორიცაა ცუდი გარკვეულება, რეზონანსის ნიშნები და არაერთეული ტექსტურები.
3. ჭიპის ფორმირება
Ჭიპის ფორმირება არის ინტეგრალური მანქანების მოქმედების ასპექტი. ჭრის კუთხე მისინდება ჭიპის ტიპის მიხედვით—უწყვეტი, განყოფილებული ან დისკონტინუირე. უწყვეტი ჭიპები, რომლებიც ხშირად არიან სასურველი, ასოცირებულია სასურველ ჭრის კუთხით. დისკონტინუირე ჭიპები, სხვა მხარეს, შეიძლება ინდიკირდეს ცუდი ჭრის კუთხის პარამეტრები და შეიძლება დაზიანოს ინსტრუმენტი და მუშაობის მასალა.
4. მასალის შემოღების ეფექტიურობა
Მასალის ეფექტური გამოკლება ძველიად მნიშვნელოვანია ხარჯ-ეფექტური მაჭვრების პროცესების განხორციელებისთვის. ზუსტი ჩრდილოეთის კუთხე უზრუნველყოფს, რომ მასალა გამოკლებული იყოს მინიმალური ენერგიის დაკარგვით და სიცივის წარმოქმნით, რაც გაუმჯობეს მაჭვრების პროცესის ეფექტივობას.
Ფაქტორები, რომლებიც გავლენა ახდენენ ჩრდილოეთის კუთხეზე
Რამდენიმე ფაქტორი გავლენა ახდენს ჩრდილოეთის კუთხეზე მაჭვრებისას. ეს ფაქტორების გასაგება ძველიად მნიშვნელოვანია მაჭვრების პროცესების ეფექტურ დაყენებისთვის:
1. მასალის თვისებები
Მაჭვრების მასალის ტიპი და მრავალობა პირდაპირ გავლენა ახდენს იდეალურ ჩრდილოეთის კუთხეზე. მრავალობადი მასალები, როგორიცაა სტილი და ტიტანი, ზოგადად მოითხოვენ უფრო მწარმო ჩრდილოეთის კუთხეები ეფექტურ ჭრილისა და დეფორმაციის მინიმიზაციისთვის. საწინააღმდეგოდ, მỀრავალობადი მასალები, როგორიცაა ალუმინი და პლასტმასა, შეიძლება დაშორის ჩრდილოეთის კუთხეები შეიძლოდეს. მასალის საშუალო შემადგენელობა, გრანულების სტრუქტურა და ხანგრძლივობა ასევე შეიძლება გავლენა ახდენს ჩრდილოეთის კუთხეზე, რაც ხდის მასალა-კონკრეტულ გამოსავალებს ესენტიალურად ზუსტი შეცვლებისთვის უკვე საუკეთესო შედეგებისთვის.
2. ჭრილის ინსტრუმენტის გეომეტრია
Გაჭრის მოხვედრის კუთხე და რელიეფის კუთხე ძირითადია შერეული კუთხის ეფექტიურობის განსაზღვრაში.
· მოხვედრის კუთხე: დადებითი მოხვედრის კუთხე გაუმჯობეს ჩიპების მოძრაობა, შემცირებს გაჭრის წინააღმდეგობას და მინიმიზებს იнструმენტის არსებით ნახევარს. თუმცა, მეტი მოხვედრა შეიძლება დაცული იყოს ინსტრუმენტის ნაკrae-ში, განსაკუთრებით მკაცრიანი მასალების შემთხვევაში.

· რელიეფის კუთხე: ეს კუთხე აკონტრილებს ინსტრუმენტს, რომ არ გადახვეს მუშაობის ნაწილზე, შემცირებს წინააღმდეგობას და ჰიგინს წარმოქმნას. არასაკმარისი რელიეფი შეიძლება განაპირობოს ცუდ ზედა გარეშეს და ინსტრუმენტის სწრაფ ნახევარს.
Ინსტრუმენტების არჩევა ზუსტი გეომეტრიას მითითებული მასალასა და გაჭრის პირობებს შესაბამისად გაუმჯობეს გაჭრის ეფექტიურობას და განგრძელებს ინსტრუმენტის ცხოველ პერიოდს.
3. გაჭრის სიჩქარე და გადასვლის სიჩქარე
Გაჭრის სიჩქარის და გადასვლის სიჩქარის პარამეტრების დაყენება ძირითადია შერეული კუთხის ეფექტიურობის გაუმჯობესად.
· გაჭრის სიჩქარე: უფასო გაჭრის სიჩქარე შეიძლება გაუმჯობეს ზედა დასრულება და შეამცირებს გაჭრის ძალებს, თუმცა შეიძლება გაიზიდოს სიგრძე. სიჩქარის განსაზღვრა მასალის თვისებებზე დაყრდნობით უზრუნველყოფს ბალანსს პროდუქტიულობა და ინსტრუმენტის ხანდახანებას.
· გადასვლის სიჩქარე: სწორი გადასვლის სიჩქარე გარკვეულია ეფექტური ჩიპების ფორმირებისთვის და გამავალი ძალის არასაკმარისო წვდომის შესახებ. ძალიან მაღალი გადასვლის სიჩქარე შეიძლება გამოიწვიოს ცუდი ზედა დასრულება და ინსტრუმენტის ზ porno, ხოლო ძალიან დაბალი სიჩქარე შეიძლება მიიყვანს მასალის არაეფექტურ ამოღებას.
4. მაशინის დაყენება და მუდმივობა
Მაშინის ზუსტება და მუდმივობა ასევე მნიშვნელოვანი როლი ასახავს. ნებისმიერი გადახრილობა ან ვიბრაცია შეიძლება გაიზიდოს გაჭრის პროცესი, რაც ხდის ჭრის კუთხის ეფექტი ნაკლებად ეფექტურს. მაშინის რეგულარული კალიბრირება, სწორი ინსტრუმენტის დაკლამვა და მუდმივი მასალის განთავსება არის საჭირო გაჭრის კუთხის გარკვეული მუდმივობის სრულ გამოყენებისთვის.
Ამ ფაქტორების განხილვით, მაჭინისტები შეძლებენ მიიღონ გადაზ Gaussian კერძო შესაბამისი შედეგები, გაუწყონ ინსტრუმენტების ცხოველობას და გააუმჯობეს საერთო პროდუქტიულობა, უზრუნველყოფილი მუდმივად მაღალი ხარისხის შედეგები.
Როგორ გააჩნიათ გადაჭრის კუთხე მაჭინირებაში
Იდეალური გადაჭრის კუთხის მიღწევისთვის მწარმოებლებს უნდა განიხილონ შემდეგი საუკეთესო პრაქტიკები:
1. აირჩიეთ სწორი ინსტრუმენტები

Საჭირო ინსტრუმენტების არჩევა არის ძირითადი ნაბიჯი გადაჭრის კუთხის გააჩნიათ. მონაკვეთით განიხილეთ შემდეგი ფაქტორები:
· რაკის კუთხეები: აირჩიეთ ინსტრუმენტები შესაბამისი რაკის კუთხეებით მასალის მიხედვით, რომელიც მაჭინდება. მაგალითად, მაღალი მასალები შეიძლება მოითხოვნენ ინსტრუმენტი უფრო მწვრილი რაკის კუთხით, რათა ეფექტურად მაჭინონ.
· დაფარვა და მასალა: აირჩიეთ ინსტრუმენტები დამაგრებული მასალებით, როგორიცაა კარბიდი ან მაღალი სიჩქარის მასალა, განვითარებული დაფარვებით, რომლებიც შესაბამისად მასალებს და შეცვლის შემცირებისთვის გამოიყენება.
· სპეციალური ინსტრუმენტები: უნიკალური აპლიკაციებისთვის განიხილეთ პერსონალიზებული ინსტრუმენტები, რომლებიც შენიშნული მაჭინირების მოთხოვნებების მიხედვით დაიმატებენ.
2. მანქანის პარამეტრების დახარჯვა
Მანქანის მუშაობის პარამეტრები გავლენა ახდენენ ჭრილის კუთხეზე. გასაღები შედეგების მისაღებად, საჭიროა დახარჯოთ პარამეტრები, როგორიცაა ჩამოჭრის გაپარამეტრები, ჭრილის კუთხე და ჭრილის სიჩქარე, მასალის თვისებებზე და სასურველ ჭრილის ხარისხზე დაფუძნებული.
· მასალის წევრი: დაყავით წევრები, რომლებიც ანგარიშობენ ეფექტურ მასალის ამოღებას და ზედაპირის ხარისხს. ნაკლები წევრი ხშირად უფრო კარგია სიმძლავრეების ან დეტალური მუშაობისთვის, ხოლო უფრო მეტი წევრი შეიძლება გამოიყენოს მასალის მასიური ამოღებისთვის.
· ჭრილის სიჩქარე: გაუმჯობესეთ ჭრილის სიჩქარე თევზე გენერირებული ჰიგის შემცირებით და ჭრილის ეფექტურობის გამარტივებით. გამოიყენეთ ნაკლები სიჩქარე მაღალი მძლავრებისთვის გამოსახატული არასაკმარისი არსებით და უფრო მეტი სიჩქარე მიღრეული მასალებისთვის პროდუქტიულობის გაუმჯობესებით.
· ჭრილის სიღრმე: დარწმუნდით, რომ ჭრილის სიღრმე შეესაბამისია მასალასა და იнструმენტს. მაღალი ჭრილის სიღრმე შეიძლება განსაზღვროს ინსტრუმენტის სტრესს და ჭრილის კუთხის ეფექტიურობის შემცირებას.
3. ინვესტირეთ განვითარებულ აპარატურაში
Მაღალ ხარისხის, ტექნოლოგიურად განვითარებული მაशინები ძალიან Gaussian მნიშვნელოვანი როლი ასახავს ჭრინგ კუთხის ოპტიმიზაციაში და ერთმანეთს ურთიერთობში მუშაობის მიღწევაში. განიხილეთ შემდეგი:
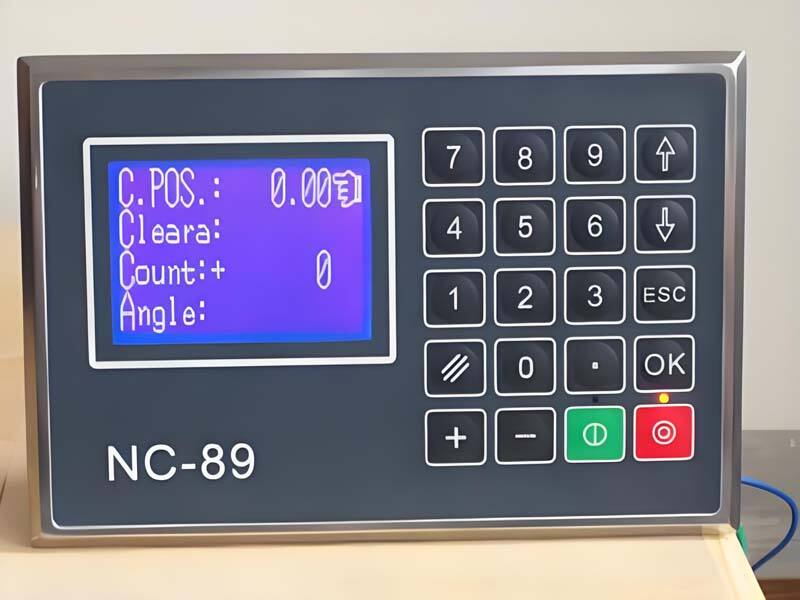
· ზუსტი მაशინები: მაშინები, როგორიცაა JUGAO-ს წყაროების გადახრის და ჭრინგის მაშინები, არჩევით კონტროლი ხდება ჭრინგის კუთხეზე და სხვა კრიტიკულ პარამეტრებზე, რათა დაუზუსტოს მუშაობა.

· ავტომატური სისტემები: CNC სისტემები, რომლებიც აღარის განვითარებული პროგრამული უზრუნველყოფა, საშუალებას აძლევს ჭრინგის კუთხეების, ჭრინგის სიჩქარეებისა და გადასახადების მიმართულების ზუსტ მორგებს, რაც სამაგიდო შეცდომას მიუთითებს და გამოსახატველი პროცესების განმავლობას გაუმჯობეს.
· დამაგრებული კონსტრუქცია: მაშინები, რომლებიც დამაგრებული კონსტრუქციითა და მუდმივი პლატფორმებით არიან აღდგენილი, 岠ექსიბრივებისა და გადახრის შეცდომების მინიმიზაციას უზრუნველყოფენ, რაც ჭრინგის კუთხის და ჭრინგის ხარისხის მარტივად შენარჩუნებას უზრუნველყოფს.
4. მასალების მართვა და კალიბრირება

Სწორი მართვა და რეგულარული კალიბრირება არის ძველი პროცესი, რომელიც უნდა განხორციელდეს, რათა მაशინები მუშაობდნენ მაქსიმალური ეფექტიურობით და წარმოადგენდნენ ერთმანეთს ერთსა და იმავე შედეგებს. მართვის გაუმჯობესება შეიძლება განაპირობოს კომპონენტების გადახარებას, გამოყენებულ იнструმენტებს და გაუზრუნებულ გაჭრის კუთხეებს, რაც ყველა გავლენას ახდენს მაშინის სიზუსტესა და ეფექტიურობაზე. მოიგო ეს ნაბიჯები, რათა მართვა იყოს უმაღლესი:
· პროფესიონალური მართვა: რეგულარულად განაპანტა მართვა კვალიფიცირებულ ტექნიკოსთან, რომლებიც განახლებენ მაშინის დიაგნოსტიკას და მარტივ დახარისხებას. პროფესიონალური მართვა შეიძლება განაპირობოს დამარცხებული პრობლემები და უზრუნველყოფს, რომ ყველა კომპონენტი ერთად მუშაობდეს, განაადგილებს მაშინის გამოყენების დრო.
· კომპონენტების შემოწმება: მაშინის ნაწილები, როგორიცაა სპინდლეები, გაჭრის თავები და ინსტრუმენტების მაჩვენებლები, უნდა შემოწმდეს ხელმისაწვდომად დახარჯების, დაზიანების ან გადახარების შემთხვევაში. დროის განმავლობაში, უწყვეტ გამოყენება და ვიბრაციები შეიძლება განაპირობონ მცირე გადახრებები, რომლებიც გავლენას ახდენენ საერთო მუშაობაზე. ამ პრობლემების აღმოჩენა და გადაჭრა დაარწმუნებს უფრო სწრაფ მუშაობას და არაფერის გამო დახურვას.
· განრიგული კალიბრირება: წამოადგინეთ მაशინის პარამეტრების რეგულარული კალიბრირება, მათ შორის ჭრის სიჩქარეები, მომსახურების გამოყენება და იнструმენტების პოზიციები. კალიბრირება უზრუნველყოფს, რომ ჭრის კუთხე იყოს გარკვეული მასალისა და მაშინების პროცესისთვის გარკვეული, რათა მიიღოს ერთმანეთს მიერთებული ზუსტება და შეიმართოს მასალის გასაქმება.
· მაशინების უმაღლესი მუშაობისა და გარკვეული გამოყენების უზრუნველყოფასთან ერთად, ძალიან მნიშვნელოვანია მოძრაობის ელემენტების რეგულარული მართვა მწერალის მეშვეობით, როგორც SKF-ის მსგავსი წარმომადგენლები რეკომენდაციაში მიუთითებენ, რათა შემცირება შემცირდეს და წინადადებით არ დაინაგრეთ მახვილის წინადადებითი ვადა. რეგულარული მოხუცვა ძალიან მნიშვნელოვანია წარმოადგინებისა და ჭიხების მოკლებისთვის, რომლებიც შეიძლება ინსტრუმენტების მოძრაობას დააგრძელონ და არასწორედ განსაზღვრონ მახვილის ალიგნირებას, როგორც გამოყენებულია პოლიმერული მახვილის მახვილი თერმოფორმირების მაშინებში. ეს პრაქტიკა ემთხვევა საუკურებლო ინსტრუმენტების უკურების საუკეთესო მართვის პრაქტიკას, რომელიც აcentრალიზებს ყოველდღიურ მოხუცვას და რეგულარულ მართვას, რათა გაიგზავნოს ინსტრუმენტების გარკვეული გამოყენება და უზრუნველყოფოს სწრაფი მუშაობა.
Case Study: Real-World Applications
1. ჰაეროსფეროში ინდუსტრია
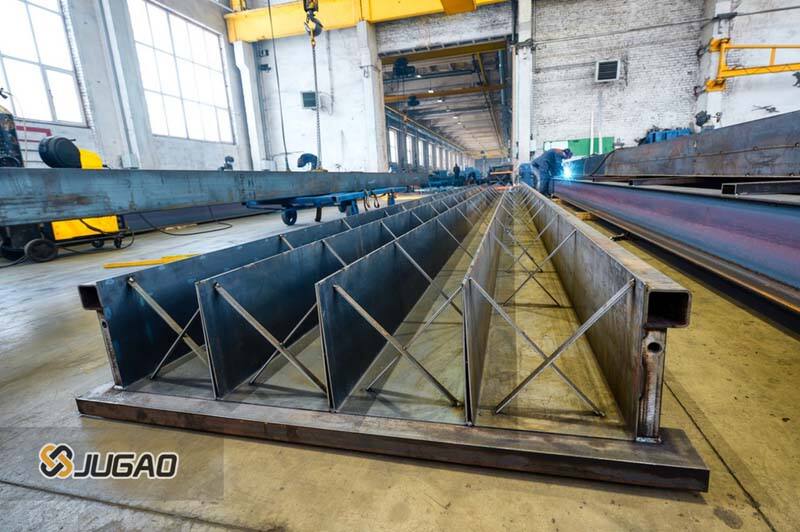
Აეროსამგზავრო წარმოებაში, სიზუსტე უაღრესად მნიშვნელოვანია. კომპონენტები, როგორიცაა ტურბინის ბლანდები, სტრუქტურული პანელები და ძრავის ნაწილები ხშირად მოითხოვს დამუშავებას უკიდურესად მჭიდრო ტოლერანტებთან. ოპტიმიზაცია shear კუთხე დროს მაღალი სიზუსტის turning ან ფრეისის უზრუნველყოფს:
· უბიწო ზედაპირის დამთავრება: კომპონენტები მიიღებენ სარკისებრ ზედაპირებს, რომლებიც აუცილებელია აეროდინამიკური წინააღმდეგობის შესამცირებლად.
· ეფექტური მასალის გამოყენება: ტიტანისა და მაღალი გამძლეობის შენადნობები ძვირადღირებული მასალებია, ამიტომ, ეფექტური ჩიპის ფორმირების ტექნიკის მიღება უმნიშვნელოვანესია ნარჩენების მინიმუმამდე შემცირებისა და მასალის ოპტიმალური გამოყენების უზრუნველსაყოფად.
Მაგალითად, თვითმფრინავის სხეულის პანელების წარმოებისას, დაჭრის კუთხე კრიტიკული ფაქტორია, რომელიც გავლენას ახდენს დაჭრილი კიდეების ხარისხზე, რაც უზრუნველყოფს მათი უსაფრთხოებისა და შესრულების მკაცრი კრიტერიუმების შესრულებას.
2. ავტომობილების წარმოება

Ავტომობილების ინდუსტრიაში კომპონენტები, როგორიცაა ძრავის ბლოკები, შეკიდების ნაწილები და კორპუსის პანელები, დამოკიდებულია ოპტიმიზირებულ დამუშავების პროცესებზე, რათა უზრუნველყონ მუშაობა და გამძლეობა.
· მაღალი ზუსტობის გარდაქმნა: კრანკშაფთისა და კამშაფთის წარმოებასას, ზუსტი ჭრილის კუთხეები დახმარება მასალის განზომილებების და ზედაპირის დასასრულის მუდმივობაში, რაც გაუმჯობეს მოძრაობის ელემენტების ეფექტივობას.
· ლამელარული მეტალის ჭრილი: ავტომობილების სასარგებლო პანელების ჭრილისას, ჭრილის კუთხე ძალიან მნიშვნელოვანია თავის წუნარი რიგისთვის, რადგან ის გავლენა ახდენს ბურის ფორმირებაზე. ჭრილის კუთხის სწორი გარჩევა შეიძლება საკმარისი განზრად შემცირდეს ბურის ფორმირება, რაც შემცირებს დამატებითი დასასრულის მოქმედებების საჭიროებას. ეს უზრუნველყოფს სრულყოფას შესადგენად და მართავს მანქანის სტრუქტურულ მუდმივობას.
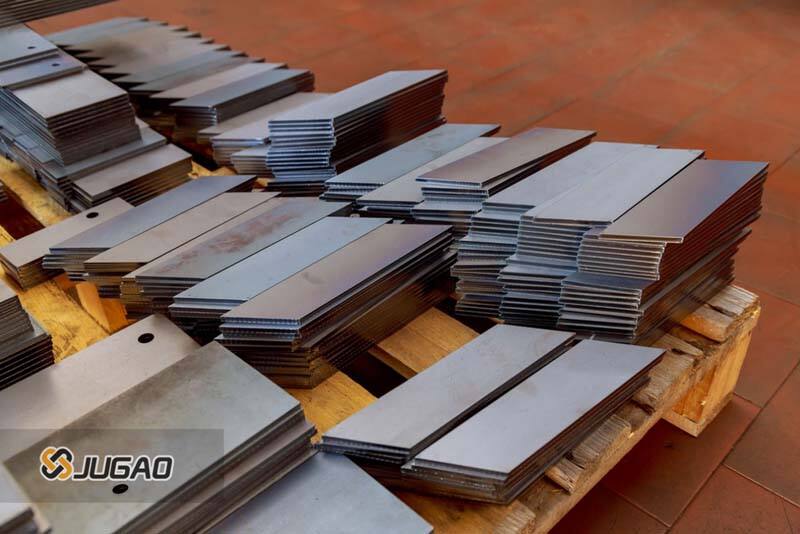
3. ლამელარული მეტალის შესავალი

Რამდენიმე ინდუსტრიაში, 娷ობს საშენებლო, სათავსებელ მოწყობილობებს და ინდუსტრიულ მანქანებს, ჭრილის კუთხე ძალიან მნიშვნელოვანია ლამელარული მეტალის შესავალში.
· წუნარი რიგები: ჭრილის კუთხეების გარჩევით, რიგები ხდება გარკვეული და წუნარი, რაც გაუმჯობეს სრულყოფის ზუსტობას და შემცირებს პოსტ-обработка-ს საჭიროებას.
· გარდაქმნილი კუთხეები: შესაბამისი კუთხეების გამოყენებით, მასალის გარდაქმნა ძალიან შეიძლება შემცირდეს, რაც ძვირია გავლენის ხარისხის მარტივ ფერდობის შენარჩუნებისთვის, სადაც გარდაქმნა წინააღმდეგობით შეიძლება წარმოადგენს პროდუქტის ინტეგრიტეტის დაზღვევას.
Დასკვნა
Კუთხე არ არის მხოლოდ ტექნიკური ტერმინი — ეს არის ძირითადი ფაქტორი მაჭვრის ეფექტიურობის, ზედა გარემოს ხარისხის, ინსტრუმენტის არსებითი დახარჯისა და საერთო მუშაობის განსაზღვრაში. კუთხეების პარამეტრების გასაგებითა და გარდაქმნით, მწარმოებლებმა შეიძლება მაჭვრის მუშაობაში მნიშვნელოვანი გამართლებები აღიღონ, ხარჯები შემცირდეს და პროდუქტის ხარისხი გაიარავდეს.
Ჯამში, მიუხედავად იმისა, რომ თქვენ მუშაობთ ლათის, მილინგის მანქანით ან გარდაქმნის მანქანით, კუთხის მნიშვნელობა არ შეიძლება გამოისახოს. კუთხის პრინციპების მასტერი არის ძვირი ნებისმიერი მაჭვრის პროფესიონალისთვის, რომელიც სტრიქონოვანი მწარმოებაში სურვილს ჰქვს მაღალი ხარისხისთვის.
Მეცნიერების შესახებ გადაჭრილ კუთხის აღწერას და მის ეფექტურ გამოყენებას გაიგეთ, რაც მძიმე პროფესიონალებს შეუძლია განვითარების გადარჩენა და გამოსავალი შედეგების წარმატებით წარმოქმნა ყოველი მოქმედებაში. დროის ინვესტიცია გადაჭრილ კუთხის გაუმჯობესებისთვის ყოველთვის გამოიწვევს სიგნიფიკანტურ დაბრუნებას მძიმის ეფექტიურობაში და პროდუქტის ხარისხში.
Გゲირი ოლსონის შესახებ
Gary Olson არის მاهرი ვებ-რედაქტორი JUGAO CNC MACHINE-ში, რომელიც სPECIALizes ლამელების მუშაობის შესახებ პროფესიონალური ცოდნის კურაციაზე და მის მოწოდებაზე. მისი მეთოდიული ყურადღება დეტალებზე და მუდმივი დედვითება ზუსტებაზე უზრუნველყოფს ყველა ტექნიკური მასალის ზუსტებას, ჩამორთვას და ინფორმაციულ ბიზნესს. Gary Olson წნევს JUGAO-ს ვებ-გვერდს მნიშვნელოვანი ინდუსტრიული ინსაიტებით, რაც დახმარებას აძლევს მომხმარებლებს და პროფესიონალებს მეტალურგიის სფეროში. მისი დედვითება ექსელენციასთან ითამაშებს JUGAO-ს ონლაინ მონაცემებს და მის დამატებით ავტორიტეტს ლამელების მუშაობის სფეროში. ნახეთ ყველა პოსტი Gary Olson-ის მიერ.

