















































Ingyenes izometrikus beállítás a nyomósztály formáihoz

Ingyenes egyenlő magasság-beállítás (formmagasság előre beállítása)
Cél: Azonos magasság biztosítása a felső és alsó formák között szabad állapotban, hogy elkerüljük a hajlítási hibákat vagy a formák sérülését az erő egyenlőtlenségéből fakadóan.
1. Előkészítés
Kikapcsolja az eszköz elektromossági energiaforrását, telepíti a felső és alsó formákat és előzetesen rögzíti őket.

Tisztítsd le az olajt vagy a mold felszínén lévő idegen anyagot, és győződj meg róla, hogy a kapcsolatfelület sík.
2. Kézi magasság-beállítás
Eltávolítás a bal oldali és jobb oldali felső moldokról.

Használj micrométert vagy laser-detektort a felső és alsó moldok kulcsfontosságú pontjainak (általában a négy sarkának és a közepének) magasságának méréséhez.

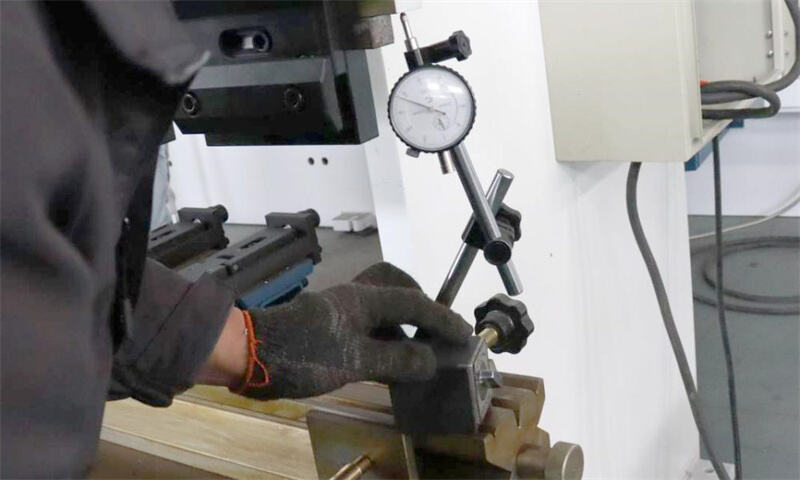
Kézi egyenlő magasságú bűvölcsögek (vagy tömörítők) beállításával a mold alapon, a felső és alsó moldok minden méréspontjának magasság-hibája ≤0,02mm.


Az igés bővítő torny csavart után ellenőrizze újra, hogy elkerülje a széthasítás okozta eltérést.
3. Ellenőrizze a szabadságot és a magasságot
Kézzel forgassa el a gépet, és figyelje meg, hogy az felső és alsó mátrix egyenletes kontaktban van-e zárva.
Használj részecske-keresztvizsgálatot a formázási térés ellenőrzésére a zárás után, hogy biztoskodj abban, hogy nincs helyi túlzott feszültség vagy térés.

Figyelmeztetések
1. Biztonságos működés: Mielőtt hangolná, biztosan ki kapcsolja a villanyt, és védő fékuszat és négyszemét viseljen.
2. Eszköz kiválasztása: A nagy pontosságú mérési eszközök (például mikrométerek, laser érzékelők) előnyben részesülnek.
3. Lépésről lépésre történő ellenőrzés: Minden igazítási lépést kipróbálási hajtás segítségével kell ellenőrizni a kumulatív hibák elkerülése érdekében.
4. Berendezési különbségek: Különböző dugózó gépek típusai mechanikus/hidraulikus kompenzációs módszereket használnak, amelyekhez az eszköz kézikönyvének igazítási útmutatásai szükségesek.
A fenti lépések rendszeres szabályozásával jelentősen javítható a nyomós pontossága (szögelt hiba ≤ 0,5°) és a mátrix hasznossága, valamint csökkenthető anyag vesztesége és berendezési veszteség. A gyakorlatban tapasztalaton alapuló rugalmas reakció szükséges, például vastag lapoknál vagy magerősségű anyagoknál a nyomás-kiigazítási értéket megfelelően növelni kell.

