















































Fontos információk a hajtési lapokról
Egy olyan személyként, aki mélyen részt vesz ebben a szektorban, gyakran észlelem, hogy a vágólapok megértése alapvetően fontos a gépek optimális működéséhez. Ebben a cikkben, "Vágólapok: Fontos tudnivalók", célom, hogy kritikus információkat közöljek ezekről a kulcsfontosságú komponensekről. Vezetel majd végig az egyes aspektusokon, kezdve a tervezésüktől és anyagtani megfontolásokon át, eddig a karbantartási stratégiákig, amelyek növelhetik a vágólapokról szóló értelmükét és alkalmazásukat. Függetlenül attól, hogy tapasztalt szakember vagy újonc a területen, ez az útmutató segítséget nyújt a projektek érdekében vázlatos döntések meghozatalában.
Tartalom:
· Bevezetés
· Anyagok
· Eljárások
· Biztonsági Műveletek
· Karbantartás
· Alkalmazások
Bevezetés
A vágógép tipikusan olyan vágószeranyagokat használ, mint például a T10, 9CrSI, 6CrW2Si, Cr12MoV, H13 és különféle hőmérsékleti acélok. Ezek a gépek széles körben alkalmazottak több iparágban, beleértve a könnyű ipart, az űrhajó- és hajóépítést, a fémipart, a mérnöki ipart, az elektronikai berendezéseket, a rostmentes acél termékeket, az acél szerkezetek építését és a díszítő ipart.
Egy mozgó felső vágószerrel és egy rögzített alsó vágószerrel a vágógép megfelelően kalibrált vágószer-távolsággal gyakorlati vágóerőt fejt ki különböző vastagságú fémlapokon. Ez a művelet az ábrázolt méretek mentén vezet a lapok elválasztásához. A vágógép egy típusú dúsítógép, amely elsősorban a fémfeldolgozó iparágban van használatban. A vágógépek közismert osztályozása közé tartozik a lábléccel működő (kézi), mechanikus, hidraulikus inga és hidraulikus lombányszabó modell.
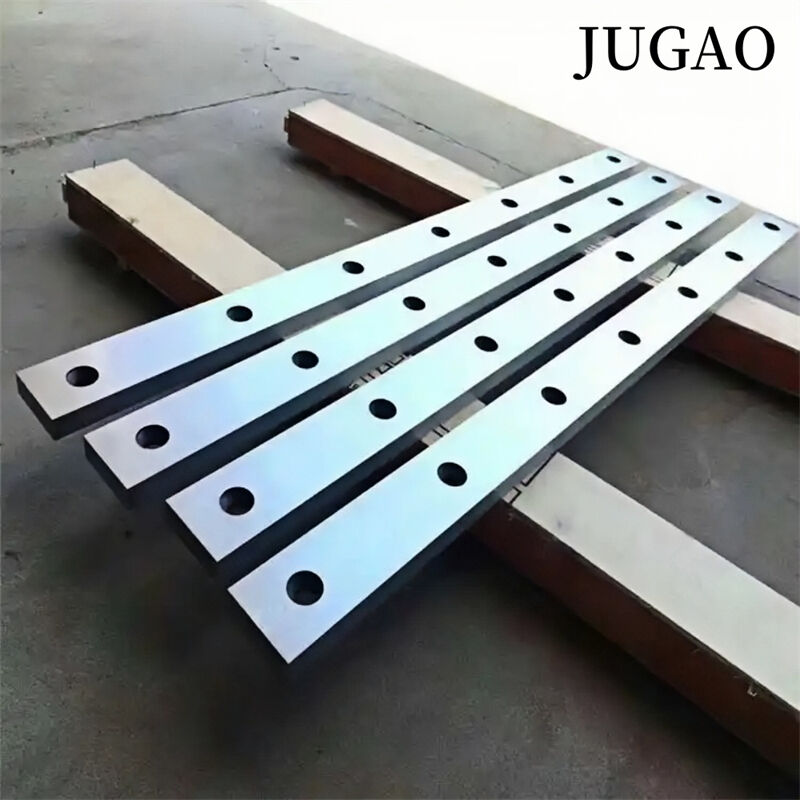
A szivattyú gépek gyakran használnak egyenes éleket vágó mátrakra. A szivattyú folyamatnak biztosítania kell, hogy a vágott lapok szivattyú felületei megfeleljenek az egyenes és párhuzamos követelményeknek, miközben minimalizálják a lap deformációját, hogy magas minőségű végterméket érjenek el.
Anyag
A szivattyú kézdelek anyagának kiválasztásához három fő kategória tartozik: szénkötéses eszközfém, alacsony hármas eszközfém és hármas eszközfém.
1. Szénkötéses eszközfém: Általánosságban a szénkötéses acél anyagokat, mint például a 65, 75 acél, T8, T10 stb., használják. Ezekből az anyagokból készült kézdelek melegműveleti merevsége HRC57-59 között van, ami alkalmas normális alacsony hármas hidegömlött lapok és általános A3 lapok feldolgozására. Az anyag költséghatékony jellemzője és megfelelő termékárja különösen előnyös zavaróanyagok újrapróbálata és vágása során.
2. Kevés kovályos eszközacyél: A kevés kovályos eszközacyél gyakran használt anyagai közé tartoznak a 6Crw2sI, Cr5Mo1V, 9CrSi és Cr12MoV. Ezek az acélok a HRC58-62 fokozatú merevségi tartományba esnek, amelyek különösen alkalmasak stainless steel, forrástavas lapok és közepes vagy vastag lapok vágására.
3. Kovályos eszközacyél: Az eszközacyél anyagaiban szerepelnek a következők: 4Cr5MoSiV1 (H13K), 7Cr7Mo2V2Si9 (LD), W6Mo5Cr4V2 (6542), H13 és mások. Ezekből az anyagokból készült cikklusok alkalmazhatók forrástavas acélcsigák és közepes vagy vastag acéllapok forrós vágására. Jellemzően ezek az anyagok magas hőmérsékletű ellenállást mutatnak és kevesebb mértékben alázódnak, ami megfelelő a forrástavas acélgyárakban történő forrós forgatás és forróvágás folyamataihoz.
Utasítások
1. Indítsa el a hajtás gépet több üres futási ciklusra annak érdekében, hogy megerősítse a normál működést, és végezzen próbahajtást különböző vastagságokon, vékonytól vastagig. Győződjön meg arról, hogy a művelettörő jól ismeri a hidraulikus gúnya hajtás gép lészelek teljesítményét.
2. Szerkessze a lészes részt a tábla vastagságától függően a próbahajtás során. A megfelelő lészes térés hiánya kompromittálni fogja a lészek tartóságát.
3. Engedélyezze a nyomás-mérő eszköz kapcsolóját a hajtás folyamata alatt és figyelje a olaj nyomás értékét. A nyomás nem haladhatja meg a 20MPa-t egy 12mm táblán való hajtás közben. A távoli nyomás-állító csapot No9 gyárbeállítás szerint 20-22MPa-ra; a felhasználóknak ezen beállításokat kell betartaniuk és nem növelhetik a nyomást a megadott korlátozás felett a gép károsodásának elkerülése érdekében.
4. Tartsa karbant az operatív hang súlyegyenlőségét. Ha zaj észlelhető a hidraulikus gúnya hajtás gép lészelei között, állítsa le a műveleteket és végezzen vizsgálatot.
5. A hidraulikus gúija működése közben biztoskodj arról, hogy az olajtartály maximum hőmérséklete 60 fok Celsius alatt marad. Ha a hőmérséklet ezt a határt túléri, a gépet le kell kapcsolni és pihenésre kellettene hagyni.

1. Győződj meg róla, hogy a védőruhadag szorosan illeszkedik, rögzíted a nadrágvégzőket, és ne nyisd ki a kabát alsó részét. Kerüld a ruhák felvételét, elvetését vagy a gépre drapálását, hogy elkerüljük a behúzódást. Kötelező a biztonsági fejkasa használata, a hajszárnyalatokat a kalapba kell zárni; tiltott a szoknya és papucs viselése.
2. Ez a gépészöveget operáló személyeknek jól ismerniük kell a hidraulikus gúija főbb szerkezetét, funkcióját és működését.
3. Ez a gépi eszköz különféle acél, réz, aluminium és nem fémes anyagok lapjainak vágására van tervezve, feltéve, hogy az anyag vastagsága nem haladja meg a gép nevezett kapacitását. Az anyagoknak szabadon kell lenniük kemény jelektől, ügetési maradékoktól, csomóponti befogásoktól és ügetésektől, valamint túlzott vastagság nem engedélyezett.
4. A hidraulikus guillotín-vágó gép lészeivel kapcsolatos használati utasítások:
A. Állítsa be a lésze távolságát úgy, hogy illeszkedjen a vágandó anyag vastagságához.
B. Módosítsa a profilozást vagy a rögzítést az anyag vágandó szélességéhez igazodva.
C. Hajtsa végre 1-3 üres mozdulatot a gép használata előtt; a metszési munka kezdhető, amint a gép normálisan működik.
5. Ha bármi működési probléma észlelhető a használat során, azonnal válassza ki a tárcsát, és végezzen ellenőrzést elindítás előtt.
6. A gépeszköz beállítása közben biztoskodjon abban, hogy a tárcsa kikapcsolva van. Védelmezzen a kezeit a munkatermék mozgatásakor.
7. Minden gépkomponens gyakran történő ölelését fenntartani. A művelettörők minden műsorban egyszer töltik fel az olajt, míg a mechanikusok félévonta ölést alkalmaznak a görcsberendezések komponenseire.


Fenntartás
A lőttörlési kérdés megfelelő karbantartása alapvető ahhoz, hogy meghosszabbítsa életkorát és biztosítja a felhasználó kényelmét. A lőttörlési kérdés, mint egy típusú dúsítási gép, elsősorban a fémmegmunkálás iparágát szolgálja. Az alábbiakban részletezzük a lőttörlési kérdés karbantartási eljárásait.
1. Szigorúan betartani az operatív protokollokat.
2. Minden gépindítás előtt alkalmazni az olajt, amit az olajzásmutató ad meg. Biztosítani kell, hogy az olaj tisztességes legyen és nem tartalmaz tápanyagot.
3. Rendszeresen tisztítani a lőttörlési kérdéseket, és antigolygó zsírt bocsátani a nem festett területekre.
4. Rendszeresen cserélni és feltölteni a motorbércek olaját, valamint rendszeresen ellenőrizni az elektronikai komponenseket annak biztosítására, hogy normálisan, biztonságosan és megbízhatóan működjenek.
5. Rendszeresen ellenőrizze a nyílógép csomópontjának háromszögös övezetét, kezdetét, görcsét és gombját a károsodásra. Ha a csomópont súlyos auszás jeleit mutatja, cserélje ki azonnal, és jelentsen a mellékletek szükségességéről.
6. Rendszeresen ellenőrizze és javítsa a kapcsolókat, biztosítékokat és kezdeteket, hogy megbízható működés biztosításához.
7. A munkanap vége előtt 10 perc múlva olajozza és tisztítja a gépgyártást.
8. Szigorúan tilos a nem engedélyezett személyek általi használata, és bizonyosodjon meg róla, hogy az engedélyezett személyek állítsák le a gépet.
9. Válassza ki megfelelően a nyílókeresztet a lapvastagság alapján.
10. Győződjön meg arról, hogy a lap tiszta van szennyezett anyagoktól és kemény tárgyaktól.
11. Kerülje el az élesítést és a zárdást régi lapokon.
12. Kerülje el a vastag lapok túlzott élesítését, és rendszeresen szabályozza az alsó és felső csomópont közötti térképet.



Alkalmazás
A kis és közepes méretű CNC nyomólapú vágókészek használatosak hidraulikus gilyótinavágó gépeken, hidraulikus ingavágó gépeken, mechanikus vágó gépeken, léptervágó gépeken és sok más forgalmi szerszám eszközön. Gyakran alkalmaznak őket lapacsvillamos feldolgozásában, a könnyű iparban, villamos berendezésekben, vámetalliparban, mérnöki berendezésekben, hajóépítésben, repülőgépekben, rostalan acél termékekben, acél szerkezet építésében és a díszítő iparban. Alkalmazásuk számos fontos területre kiterjed, beleértve a vámetallipart, csomagolást, papírt, nyomdát, karton, kertészeti faanyagokat, gumit és plastikát, élelmiszert, elektronikai anyagokat, hajóépítést, építést és javítást, autógyártást és gépi berendezéseket.
Rólunk Gary Olson
Szakírott és szerkesztőként a JUGAO CNC-nél specializálok értelmes és gyakorlati tartalom készítésében, amely a fémiparág számára van alkalmazva. Technikai írás éveiben tisztelt tapasztalattal főként mélyreható cikkeket és oktatóanyagokat készítek, amelyek segítenek a gyártóknak, mérnököknek és szakszemélyzetnek abban, hogy naprakész maradjanak a legújabb innovációkról a lapfém-feldolgozás területén, beleértve a CNC nyomósztályokat, hidraulikus nyomásztalányokat, vágógépeket és más eszközöket.

