















































Osnovne informacije o škarevima za česanje
Kao osoba koja je duboko uključena u sektor, često primjećujem da je razumijevanje presječnih žličeva ključno za optimalno funkcioniranje mašinerije. U ovom raspravi, "Presječni žličevi: Ključni činici koje treba znati," moj cilj je pružiti kritične uvide ove važne komponente. Vodit ću vas kroz ključne aspekte, od njihova dizajna i materijalnih razmatranja do strategija održavanja, što može povećati vaše razumijevanje i upotrebu presječnih žličeva. Bez obzira na to jesu li ste iskusni praktičar ili novostupnik u ovom području, ovaj vodič ima za cilj pomoći vam u donošenju mudrih odluka za vaše projekte.
Sadržaj
· Uvod
· Materijali
· Postupci
· Sigurnosne operacije
· Održavanje
· Primjene
Uvod
Strugarska mašina obično koristi materijale za žice poput T10, 9CrSI, 6CrW2Si, Cr12MoV, H13 i raznih spojeva čelika. Ove mašine imaju široku primjenu u više sektora, uključujući ljetnu industriju, avirodu, brodogradnju, metalurgiju, instrumentalnu proizvodnju, električne uređaje, proizvode od nerustingujućeg čelika, građevinu od čelikastih struktura i dekorativne industrije.
Korištenjem pomične gornje žice u kombinaciji s fiksnom donjom žicom, strugarska mašina izvodi silu presijanja na metale listove različite debljine putem odgovarajuće kalibrane razlike između žica. To rezultira odvojivanjem lista prema željenim dimenzijama. Kao vrsta kuvaljačke mašine, strugarska mašina glavno služi metalnoj obradivoj industriji. Uobičajene kategorije strugarskih mašina uključuju nogometne (ručne), mehaničke, hidrauličke klapanje i hidrauličke modela sa brezom.
Mašine za šarenje često se koriste zarezivanje bilježnica s ravnim rubovima. Proces šarenja mora osigurati da šarene površine rezanih listova ispunjavaju zahtjeve za izravnost i paralelnost, dok istovremeno minimiziraju deformaciju lista kako bi se postigao visokokvalitetni krajnji proizvod.
Materijal
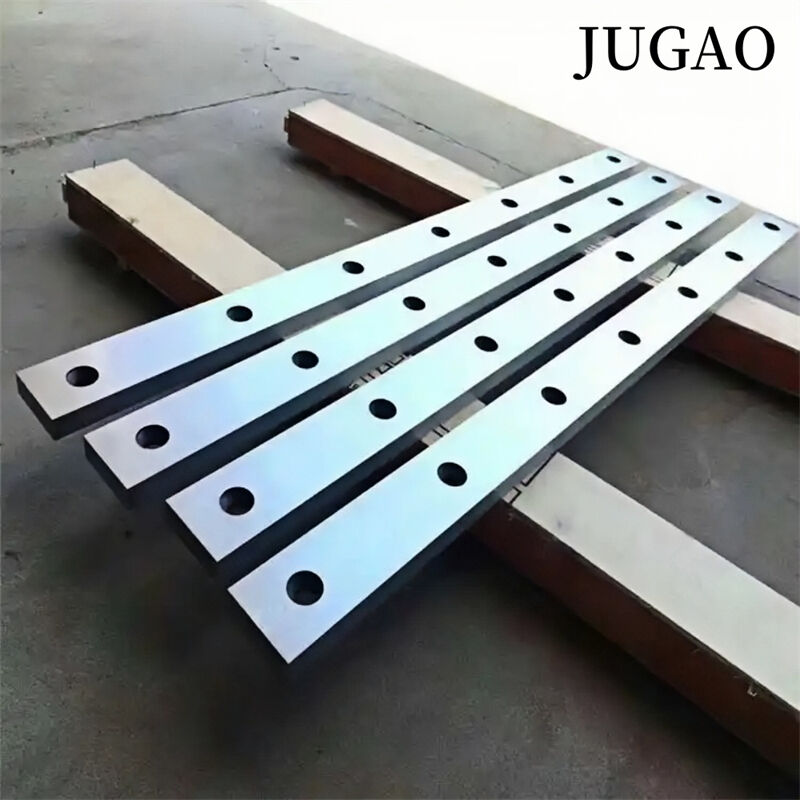
Izbor materijala za šarene žice obuhvaća tri glavne kategorije: ugljikovno spojenu alatnu očelje, nisko legiranu alatnu očelje i legirano alatno očelje.
1. Ugljikovno spojena alatna očelje: Obično se ugljikovno spojeno očelje odnosi na materijale poput 65, 75 očelja, T8, T10 i drugih. Tvrdost termalne obrade žica izrađenih od ovih materijala iznosi između HRC57-59 stupnjeva, što ih čini prikladnim za obradu standardnih nisko ugljikastih hladno valjenih ploča i običnih A3 ploča. Karakteristika ovog materijala, koja je ekonomična i pruža razumjivu cijenu proizvoda, posebno je prednost kada je riječ o recikliranju i rezivanju otpadnih materijala.
2. Nizko legurirana alatna čelika: Uobičajeni materijali za nizko legurirane alatne čelikove ključeve uključuju 6Crw2sI, Cr5Mo1V, 9CrSi i Cr12MoV. Tvrdost tih ključeva nakon toplinske obrade nalazi se u rasponu HRC58-62 stupnjeva, što ih čini posebno prilagođenim za rezanje nerustingajućeg čelika, topline valjenih ploča i srednje do debljkih ploča.
3. Legurirana alatna čelika: Materijali za šećarske ključeve od legurirane alatne čelike sastoje se od 4Cr5MoSiV1 (H13K), 7Cr7Mo2V2Si9 (LD), W6Mo5Cr4V2 (6542), H13 i drugih. Ključevi iz ovih materijala koriste se za topline valjene čelikovite bilje i za topline rezanje srednje i debljke čelikovite ploče. Posebno je važno napomenuti da ovi materijali imaju visoku otpornost na visoke temperature i manje su prednosti za anealo, što ih čini prilagođenim za procese topline valjenja i topline šećanja u čelikarnama.
Uputstva
1. Pokrenite stričnu mašinu za nekoliko ciklusa praznog radjenja kako biste provjerili njezino normalno djelovanje i izvršili probne sjecište različite debljine, od tankih do debeljih. Osigurajte da je operater dobro upoznat s performansom češave hidrauličke guillotine strične mašine.
2. Prilagodite razmak između češava prema debljini ploče tijekom probnog sjecišta. Nepravilna prilagodba razmaka između češava može uzrokovati smanjeni životni vijek češave.
3. Uključite priklop manometra tijekom radnog sjecišta i pratite čitanje tlaka ulja. Tlak ne smije premašiti 20MPa prilikom sjecišta ploče debljine 12mm. Dalo udaljenog reguliranja tlaka broj 9 je postavljeno na tvorničku vrijednost od 20-22MPa; korisnici moraju pridržavati se ove postavke i ne smiju povećavati tlak iznad određene granice kako bi se izbjeglo štetanje mašine.
4. Održavajte ravnotežu zvučnog stanja tijekom rada. Ako se otkrije buka na češavama hidrauličke guillotine strične mašine, prestanite s radom i izvedite inspekciju.
5. Tijekom rada hidrauličkog štapa za rezanje osigurajte da se maksimalna temperatura ulja u rezervoaru ne podiže iznad 60 stepeni Celzijus. Ako se temperatura poveća iznad ovog granica, stroj treba isključiti i dopustiti mu odmor.

1. Osigurajte da su zaštitne odeće prilagođene, da su manžete zaključane i da se rub džake ne otvara. Izbjegavajte nošenje, skidanje ili visenje odjeće na stroju kako bi se spriječilo uvijanje. Sigurnosni šeširi su obavezni, s kocnjacama zagnjezdjenim unutar šešira; zabranjene su haljine i sandali.
2. Operatori ovog strojnog alata moraju biti dobro upućeni u glavnu strukturu, funkciju i rad hidrauličkog štapa za rezanje.
3. Ovaj stroj je namijenjen presijecanju različitih ploča od čelika, bakra, aluminija i neprometnih materijala, pod uvjetom da debljina materijala ne premašuje nominalnu kapacitetu stroja. Materijali moraju biti slobodni tvrdih oznaka, spavačkih šlaka, uključenja šlaka i spojeva, a prekomjerena debljina nije dopuštena.
4. Uputstva za korištenje žiljaka hidrauličkog gilotsinskog presjeka:
A. Prilagodite razmak žiljaka da odgovara debljini materijala koji se presijeca.
B. Izmijenite profilit ili fiksirajte prema širini materijala namijenjenog za presijecanje.
C. Izvršite 1-3 prazna udarca prije pokretanja stroja; radno presijecanje može početi kada stroj normalno funkcionira.
5. Ako prilikom korištenja bude otkrivena bilo kakva nepoželjna funkcija, odmah isključite strujno napajanje i provjerite prije ponovnog pokretanja.
6. Kada prilagođavate strojnički alat, osigurajte da je struja isključena. Budite oprezni s sigurnošću ruku tijekom pomjeranja radnih dijelova.
7. Održavajte često mastenje svih dijelova stroja. Operatori trebaju dopuniti mašnu jednom po smjeni, dok mehaničari trebaju namazati valjkasta podloga polugodišnje.


Održavanje
Praćenje pravilne održavanja škare je ključno za produženje njezina života i osiguravanje korisničke udobnosti. Škara, kao vrsta kovinarske mašinerije, uglavnom služi metalno-obradnoj industriji. U nastavku su opisana postupka održavanja škare.
1. Strogo se držite operativnih protokola.
2. Prije svakog pokretanja stroja, primijenite mašnu prema tablici mastenja. Osigurajte da je mašna čista i slobodna od otpadaka.
3. Redovito čistite škarske ostrva i primijenite antikorozioni mast na neomaljene površine.
4. Redovito zamijenite i dopunite mašnu u elektromotorskim podlozima, te provjerite električne komponente kako biste osigurali normalan, siguran i pouzdan rad.
5. Redovito provjeravaj trokutasti postroj za čep, držalo, vijčić i tipku na stroju za šarenje metalnih ploča na oštećenja. Ako čep prikazuje ozbiljni oštećenje, zamijeni ga odmah i prijavi potrebu za rezervnim dijelovima.
6. Redovito provjeravaj i popravljaj prekidače, osiguranja i držala kako bi se osigurala pouzdana radnja.
7. Masti i očisti strojni alat 10 minuta prije kraja svakog radnog dana.
8. Strogo zabranite uporabu neovlaštenim osobama, a osigurajte da stroj stane ovlaštenim licima.
9. Odaberi odgovarajući razmak za šarenje ovisno o debljini ploče.
10. Osiguraj da je ploča slobodna od stranjenjaka i tvrdih predmeta.
11. Izbjegavaj šarenje i spajanje starih ploča.
12. Izbjegavaj prekomjernu šaru debljih ploča te redovito prilagodi razmak između gornjeg i donjeg čepla.



PRIMJENA
Mali i srednji CNC štapići za presijecanje koriste se u hidrauličkim gilotinskim presječnim strojevima, hidrauličkim klapešnim presječnim strojevima, mehaničkim presječnim strojevima, pedalnim presječnim strojevima i raznim drugim kovinama strojevima. Često se koriste u obradi listove metalne materije, laki industriji, elektroprivedama, metalurgiji, mjerenju, brodogradnji, zrakoplovstvu, proizvodima od nerđajućeg čelika, građenju ocelastih struktura i dekorativnoj industriji. Njihova primjena obuhvaća mnoge važne područje, uključujući metalurgiju, pakiranje, papir, tisak, karton, vrtovi i drveće, gumu i plastiku, hrana, elektronske materijale, brodogradnju, izgradnju i popravku, automobilsku proizvodnju i mašinsko opremu.
O Garyju Olsonu
Kao posvećeni autor i urednik za JUGAO CNC, specijaliziram se na pružanje duboko osmišljenog i praktičnog sadržaja prilagođenog metalurškoj industriji. S godinama iskustva u tehničkom pisanju, fokusiram se na pružanje detaljnih članaka i vodiča koji pomagaju proizvođačima, inženjerima i profesionalcima da ostaju obavešteni o najnovijim inovacijama u obradi listne metale, uključujući CNC štampačke mašine, hidrauličke tlačiwe, šearne mašine i druge.

