















































सीएनसी टरेट पंच प्रेस के लिए अंतिम गाइड0
इस अंतिम गाइड टू सीएनसी टरेट पंच प्रेस , मैं आपको इस महत्वपूर्ण उपकरण के बारे में मेरी दृष्टि और विशेषज्ञता साझा करने के लिए उत्सुक हूँ। चाहे आप CNC मशीनी की दुनिया में नये हों या अपने वर्तमान प्रक्रियाओं को बढ़ावा देना चाहते हों, यह गाइड आपको सर्वोत्तम ज्ञान से लैस करेगा जो सर्वश्रेष्ठ अभ्यासों, ऑप्टिमाइज़ेशन तकनीकों और प्रोग्रामिंग रणनीतियों पर है। संचालन के मौलिक सिद्धांतों से लेकर दक्षता को अधिकतम करने के लिए टिप्स तक, मेरा उद्देश्य है कि आपको ऐसी व्यापक समझ प्रदान करने के लिए जो आपको सूचनात्मक फैसले लेने में मदद करेगी। हम मुख्य विशेषताओं, फायदों और CNC टरेट पंच प्रेस का प्रभावी रूप से उपयोग करने के सर्वश्रेष्ठ अभ्यासों पर गहराई से चर्चा करते हैं।
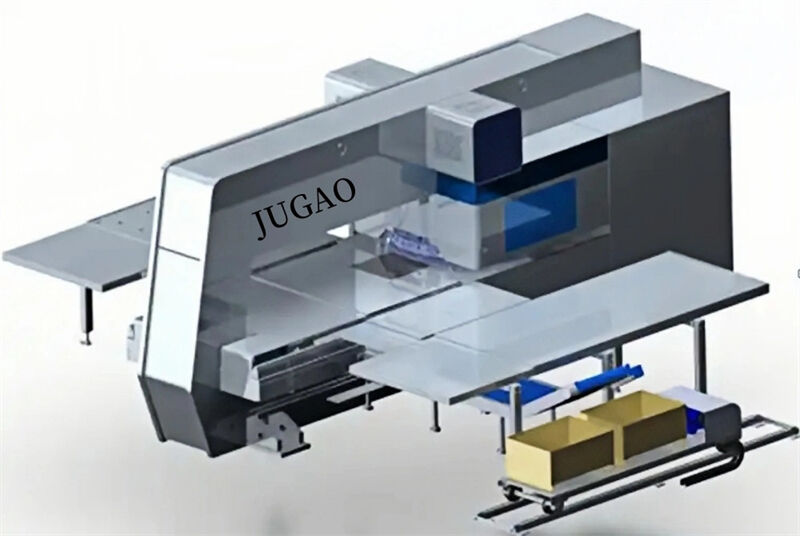
CNC टरेट पंच CNC की मुख्य श्रेणियों में से एक है पंच , अंग्रेजी नाम ( सीएनसी टरेट पंच प्रेस ), संक्षिप्त NCT. संख्यात्मक नियंत्रण टरेट पंच (NCT) मशीन, बिजली, तरल और गैस को एकत्र करता है। यह एक दबाव प्रसंस्करण उपकरण है जो चादर पर पंच करने और छाँटे खींचने और रूपांतरित करने के लिए टरेट पंच डाइऑग का उपयोग करता है।
विषयसूची
· वर्गीकरण
· गति अक्ष
विशेषताएं
संख्यात्मक नियंत्रण टरेट पंच (NCT) कंप्यूटर नियंत्रण प्रणाली, यांत्रिक या हाइड्रॉलिक शक्ति प्रणाली, सर्वो फीडिंग मेकेनिजम, मोल्ड लाइब्रेरी, मोल्ड सिलेक्शन प्रणाली, परिधि प्रोग्रामिंग प्रणाली आदि से बना होता है।
संख्यात्मक नियंत्रण टरेट पंच (NCT) प्रोग्रामिंग सॉफ्टवेयर (या मैनुअल) द्वारा तैयार किए गए प्रोग्रामिंग प्रोग्राम से बना होता है। सर्वो फीडिंग मेकेनिजम चादर को प्रसंस्करण के लिए निर्धारित स्थिति पर भेजता है। एक साथ, मोल्ड सिलेक्शन प्रणाली मोल्ड लाइब्रेरी में संगत मोल्ड का चयन करता है, और हाइड्रॉलिक शक्ति प्रणाली प्रोग्राम के अनुसार दबाव लगाता है ताकि ऑटोमैटिक रूप से कार्यपट्टी का प्रसंस्करण पूरा हो जाए।
वर्गीकरण
संख्यात्मक नियंत्रण टरेट पंच (NCT) को पूर्ण-विद्युत सर्वो CNC टरेट पंच, मैकेनिकल CNC टरेट पंच (फ्लाइव्हील CNC टरेट पंच), और हाइड्रोलिक CNC टरेट पंच में विभाजित किया गया है।
इनमें से, पूर्ण-विद्युत सर्वो CNC टरेट पंच एक नई तरह का टरेट पंच है। यह उपकरण सर्वो मोटर डायरेक्ट ड्राइव तकनीक का उपयोग करता है, इसलिए यह सरल, परिपक्व और विश्वसनीय मैकेनिकल मुख्य ड्राइव संरचना के फायदे बनाए रखता है। साथ ही, यह हाइड्रोलिक मुख्य ड्राइव से बेहतर विशेषताएँ रखता है। इसमें महत्वपूर्ण विशेषताएँ और शक्तिशाली कार्य हैं। यह उपकरण एक विद्युत सर्वो बुद्धिमान पंच से युक्त है, जो पंचिंग, रूपांतरण, मुड़ावट, और खोदाई जैसी विभिन्न प्रक्रियाओं को पूरा करने में सक्षम है।
मैकेनिकल टरेट पंच प्रेस लंबे समय तक की स्थिरता, लंबी आयु और पूर्ण-विद्युत सर्वो CNC टरेट पंच प्रेस की तुलना में कम कीमत के कारण व्यापक रूप से उपयोग की जाती हैं; हालांकि, वे कुशलता और कार्यक्षमता में महत्वपूर्ण रूप से पीछे हैं।
हाइड्रॉलिक टरेट पंच प्रेस का उपयोग धीरे-धीरे घट रहा है, क्योंकि इनके लिए खपतशील हाइड्रॉलिक तेल की आवश्यकता होती है और ये उच्च-तापमान के काम के वातावरण के लिए अनुपयुक्त होते हैं।

गति अक्ष
X अक्ष: वह सर्वो ड्राइव अक्ष जो बिना बिस्तर की लंबाई के दिशा में कार्यपदार्थ को चलाता है।
Y अक्ष: बिस्तर की लंबाई के समानांतर दिशा में कार्यपदार्थ को चलाने वाला सर्वो ड्राइव अक्ष।
A अक्ष: फ़्रेम को चुनने वाला घूर्णन टूल मैगजिन अक्ष।
C अक्ष: स्वचालित मोल्ड इंडेक्सिंग के लिए घूर्णन अक्ष, जो किसी भी कोण पर मोल्ड को घुमा सकता है।
प्रोसेसिंग विधियाँ
1. एकल पंचिंग: एकल पास में पूरा पंचिंग, जिसमें सीधी रेखा वितरण, चाप वितरण, परिधि वितरण और ग्रिड होल पंचिंग शामिल है।
2. एक ही दिशा में लगातार पंचिंग: आयताकार मोल्ड का उपयोग करके आंशिक ओवरलैप प्रोसेसिंग विधि, जिससे लंबे छेद और किनारे काटने का प्रसंस्करण संभव होता है।
3. बहु-दिशा सतत पंचिंग: छोटे मॉल्ड का उपयोग करके बड़े छेद प्रसंस्करण करने की विधि।
4. निबल: एक छोटे गोल मार का उपयोग करके छोटे कदम में चाप को सतत रूप से पंच करें।
5. एकल आकारण: माउंड के आकार के अनुसार एक ही समय में छल्ले खिचाकर आकारण करने की विधि।
6. सतत आकारण: माउंड के आकार से बड़े आकारण प्रसंस्करण विधियां, जैसे कि बड़े आकार के शटर, रोलिंग रिब्स, और रोलिंग स्टेप्स।
7. सरणी आकारण: एक बड़ी प्लेट पर एक ही या अलग-अलग कार्यपट्टियों के प्रसंस्करण विधियों को प्रसंस्करित करना।

प्रसंस्करण स्टेशन
आमतौर पर, टर्नटेबल मार को इसके प्रसंस्करण करने वाले छेदों के व्यास के अनुसार वर्गीकृत किया जाता है, जिससे मार का चयन सुगम हो जाता है। वे आमतौर पर पांच ग्रेडों में विभाजित होते हैं: A, B, C, D, और E।
ग्रेड A (1⁄2 इंच) स्टेशन: Φ1.5 से Φ12.7 मिमी तक का प्रसंस्करण विस्तार।
ग्रेड B (1-1⁄2 इंच) स्टेशन: Φ31.7 मिमी से कम का प्रसंस्करण विस्तार।
ग्रेड C (2 इंच) स्टेशन: Φ50.8 मिमी से कम का प्रसंस्करण विस्तार।
ग्रेड D (3-1⁄2 इंच) स्टेशन: प्रोसेसिंग रेंज Φ88.9 मिलीमीटर से कम
ग्रेड E (4-1⁄2 इंच) स्टेशन: प्रोसेसिंग रेंज Φ114.3 मिलीमीटर से कम
आमतौर पर, जब यादृच्छिक कॉन्फिगरेशन को बदलने की आवश्यकता होती है, तो निम्नलिखित परिवर्तन का पालन किया जाता है: 1D = 8A = 4B = B + C।

अनुप्रयोग उद्योग
हमारे उत्पाद ठंडे स्टैंपिंग प्रोसेसिंग उद्योगों में व्यापक रूप से अपनाए जाते हैं, जिनमें विद्युत सामग्री, चासीस कैबिनेट, कर्टेन वॉल सजावट, घरेलू उपकरण, लिफ्ट उद्योग, आग से सुरक्षित दरवाजे, एयर कंडीशनर, किचन उपकरण, कार्यालय सामग्री, हार्डवेयर फर्नीचर, चिकित्सा मशीन और प्रकाश सुविधाओं जैसे अन्य क्षेत्र शामिल हैं। एकल पंचिंग विधि और निबलिंग पंचिंग विधि का उपयोग विभिन्न आकार और आकार के छेदों और भागों को पंच करने के लिए किया जाता है, जो विशेष रूप से विभिन्न मध्यम और छोटे बैच या एकल-पीस प्लेट के लिए अनुकूल है।

गैरी ओलसन के बारे में
जेबी जीएनसी के लिए समर्पित लेखक और संपादक के रूप में, मैं धातु कार्यक्रम उद्योग के लिए विशेषज्ञता प्राप्त करने वाले ज्ञानपूर्ण और व्यावहारिक सामग्री की पेशकश करता हूँ। तकनीकी लेखन में कई सालों की अनुभव, मैं विस्तृत लेख और ट्यूटोरियल प्रदान करने पर केंद्रित हूँ जो निर्माताओं, इंजीनियरों और पेशेवरों को शीट मेटल प्रोसेसिंग में नवीनतम चालक बदलावों के बारे में अपडेट रखने में मदद करते हैं, जिसमें CNC प्रेस ब्रेक, हाइड्रोलिक प्रेस, छानने वाली मशीनें और अधिक शामिल हैं।

