















































T15 बेंडिंग मशीन ऑपरेशन मैनुअल
अध्याय 1 ओवरव्यू
1.1 मुख्य इंटरफेस
प्रणाली की शक्ति को चालू करने और बूट करने के बाद, यह मुख्य पृष्ठ पर प्रवेश करता है, जैसा कि चित्र . में दिखाया गया है।

1. बाएं ओर फ़ंक्शन बार है, जिसमें बाएं और दाएं बटन शामिल हैं  शक्ति स्तर लॉगिन बटन
शक्ति स्तर लॉगिन बटन  , स्थिति प्रदर्शन बटन
, स्थिति प्रदर्शन बटन  , मेनू बटन
, मेनू बटन  और प्रणाली की तारीख और समय प्रदर्शन।
और प्रणाली की तारीख और समय प्रदर्शन।
2. पावर लेवल लॉगिन पर क्लिक करें और पृष्ठ के अधिक भाग को देखने से पहले अपना यूज़रनेम और पासवर्ड दर्ज करें ताकि आप उच्च पावर लेवल में प्रवेश कर सकें।
3. मेनू बार: इस प्रणाली को मुख्य कार्यों के अनुसार 6 मेनूओं में विभाजित किया गया है, जिनमें से:

उत्पाद लाइब्रेरी: उत्पादों को बनाया, संग्रहित किया, पढ़ा और हटाया जा सकता है।
उत्पादन रिकॉर्ड: उत्पादन लक्ष्यों को सेट करना और उत्पादन रिकॉर्ड रखना।
टूल सेटिंग: टूल सेटिंग इंटरफ़ेस पर प्रवेश करें और मोल्ड बदलने के बाद अधिकतम खुलाव को समायोजित करें।
मैनुअल एक्सिस अड़जस्टमेंट: इस स्क्रीन पर आप व्यक्तिगत एक्सिस पर मैनुअल कार्य कर सकते हैं।
मशीन पैरामीटर: मशीन कॉन्फ़िगरेशन, मशीन स्टेटस और ट्यूनिंग पैरामीटर।
सिस्टम सेटिंग्स: सिस्टम समय, डेटा बैकअप और पुनर्प्राप्ति, अलार्म रिकॉर्ड, पावर लेवल सेटिंग्स, आदि।
अध्याय 2 उत्पाद पुस्तकालय
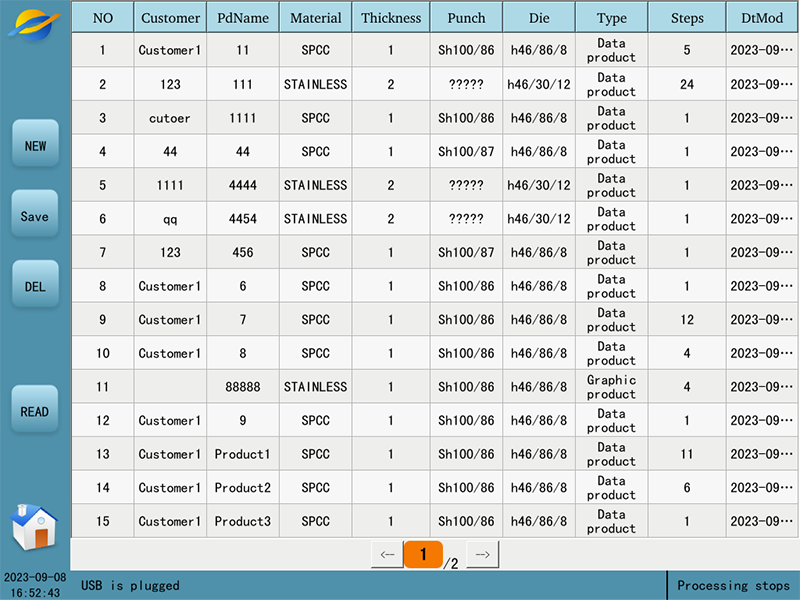
1. "नया" बटन पर क्लिक करें ताकि आपको स्वचालित रूप से "प्रोसेसिंग" स्क्रीन पर जाने में मदद मिले, जहाँ आप खाली उत्पाद कदम संपादित कर सकते हैं।
2. "सेव" बटन पर क्लिक करें, खिड़की में ग्राहक का नाम और उत्पाद का नाम दर्ज करें, और "प्रोसेसिंग" स्क्रीन में उत्पाद जानकारी उत्पाद पुस्तकालय में सेव की जाएगी।
3. एक उत्पाद का चयन करें और "डिलीट" बटन पर क्लिक करें, उत्पाद उत्पाद पुस्तकालय से हटा दिया जाएगा।
4. एक उत्पाद का चयन करें, "पढ़ें" बटन पर क्लिक करें, और उत्पाद को "प्रोसेसिंग" स्क्रीन में पढ़ा जाएगा।
अध्याय 3 मुफ्त बेंडिंग काम कदम संपादक


पंच: पंच नाम पर क्लिक करें ताकि पंच पुस्तकालय में एक मोल्ड चुनने के लिए प्रवेश करें। उपयोगकर्ताओं को पंच पुस्तकालय में मोल्ड सृजन, संपादन, डिलीट और पढ़ने के लिए अनुमति है, विवरण के लिए "अध्याय 4 मोल्ड पुस्तकालय" पर जाएं।
डाइ: "पंच" के समान। यहाँ सेट किए गए मोल्ड पैरामीटर सिस्टम डिफ़ॉल्ट मोल्ड हैं।
सामग्री: सामग्री लाइब्रेरी से प्रसंस्कृत सामग्री का चयन करने के लिए सामग्री के नाम पर क्लिक करें।
प्लेट मोटाई: सामग्री की मोटाई को संपादित करें।
कोण झुकाव: क्लिक करें 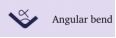 इसे "कोण झुकाव", "स्थिति झुकाव", "फ़्लैट झुकाव", "बॉटम झुकाव" तरीके का चयन कर सकते हैं। अलग-अलग झुकाव तरीके के अनुसार संगत कोण या स्थिति डालें।
इसे "कोण झुकाव", "स्थिति झुकाव", "फ़्लैट झुकाव", "बॉटम झुकाव" तरीके का चयन कर सकते हैं। अलग-अलग झुकाव तरीके के अनुसार संगत कोण या स्थिति डालें। 
रोकना: रोकना या पैलेटाइज़ करने के लिए क्लिक करें।
बाहरी आयाम: क्लिक करें  "बाहरी आयाम", "आंतरिक आयाम", "x- अक्ष स्थिति" का चयन करें।
"बाहरी आयाम", "आंतरिक आयाम", "x- अक्ष स्थिति" का चयन करें।
R-अक्ष: R-अक्ष की स्थिति को इनपुट करें।
विक्षेपण: विक्षेपण की स्थिति को डालें।
Z-अक्ष: Z-अक्ष केंद्र बिंदु की स्थिति को इनपुट करें, Z1, Z2 स्थिति की गणना के लिए; X-अक्ष: पीछे के स्टॉप की क्षैतिज गति की स्थिति ऊर्ध्वाधर मोल्ड दिशा में।
कार्य चरणों की संख्या पर क्लिक करने से चार बटन दिखते हैं, जो कार्य चरणों को समायोजित करने के लिए होते हैं, वे हैं:

इनसर्ट: वर्तमान कार्य चरण के ऊपर एक रिक्त पंक्ति कार्य चरण डालें।
डिलीट: वर्तमान कार्य चरण को हटाएं, अगले कार्य चरण आदेश ऑप्टोमैटिक रूप से एक पंक्ति ऊपर बढ़ जाते हैं।
अपशिफ्ट: वर्तमान कार्य चरण की स्थिति को पिछले कार्य चरण के साथ बदल दें।
डाउनशिफ्ट: वर्तमान कार्य चरण की स्थिति को अगले कार्य चरण के साथ बदल दें।
3.1 विस्तृत संदर्भ
विस्तृत पैरामीटर्स के दाहिने पक्ष का प्रोसेसिंग, इसके अलावा मोड सिलेक्शन अध्याय का विस्तृत बयान बाएँ पक्ष पर भी है।
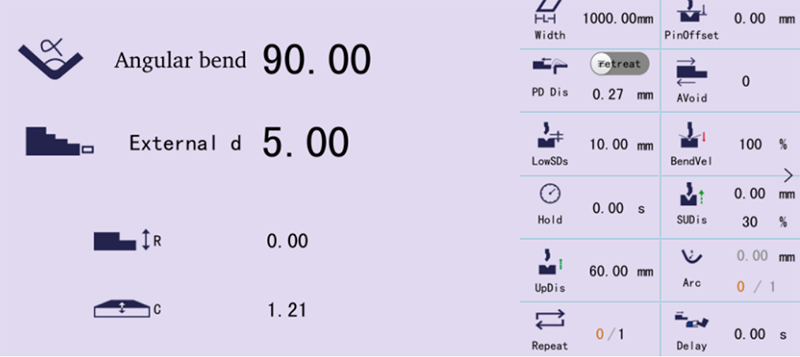
बेंडिंग मेथड सिलेक्शन:
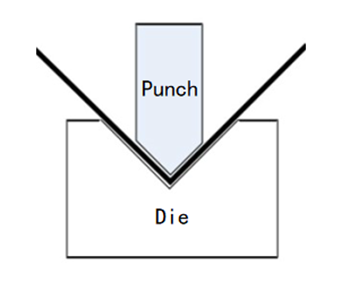
फ्री बेंडिंग: पेपर को सेट कोण तक झुकाने के लिए पंच को वांछित गहराई तक गिराया जाता है, जैसा कि चित्र में दिखाया गया है। प्रणाली सेट कोण प्राप्त करने के लिए आवश्यक Y-अक्ष स्थिति की गणना करती है। फ्री बेंडिंग में पंच कोण को डाय कोण से कम या बराबर होना चाहिए, और लक्ष्य कोण को दोनों ऊपरी और डाय कोण से बड़ा होना चाहिए।
चित्र 3-4 फ्री बेंडिंग
प्रेस बॉटम बेंडिंग: पंच को डाय में सुलझाया जाता है ताकि आवश्यक बेंडिंग कोण प्राप्त हो, जैसा कि चित्र में दिखाया गया है। Y-अक्ष स्थिति डाय के नीचे की स्थिति है जिसमें प्लेट की मोटाई घटाई जाती है, जिसे सही मान द्वारा संशोधित किया जा सकता है।
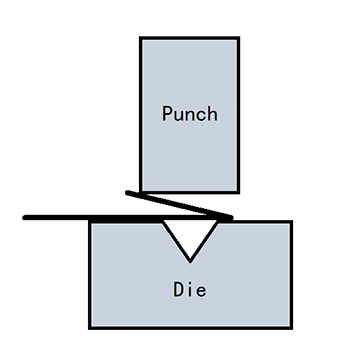
फ़्लैटनिंग बेंडिंग: पिछली बेंडिंग के बाद प्लेट को एक तीव्र कोण में मोड़ा जाता है, फ़्लैटनिंग पंच का उपयोग करके प्लेट का तीव्र कोण सपाट किया जाता है और प्लेट को मोड़ा जाता है, जैसा कि चित्र 3-6 में दिखाया गया है। Y-अक्ष स्थिति दबाव प्लेट बिंदु की स्थिति के लिए है जिसमें प्लेट की मोटाई घटाई जाती है, जिसे सही मान द्वारा संशोधित किया जा सकता है।
प्रेस बॉटम फ़्लैटनिंग: प्रेस फ़्लैटनिंग बेंडिंग की तरह, Y-अक्ष स्थिति प्रेस प्लेट बिंदु की स्थिति के लिए है, जिसे सही मान द्वारा संशोधित किया जा सकता है।
आयाम: अंतर्गत आयाम, बाहरी आयाम। जैसा कि चित्र में दिखाया गया है।
बेंडिंग के दौरान शीट मेटल के अंदर से स्टॉपर के अंत की दूरी, इसे अंतर्गत आयाम कहा जाता है।
स्टॉपर के अंत की दूरी मोड़ से चादर के बाहरी हिस्से से, जिसे बाहरी आयाम कहा जाता है।
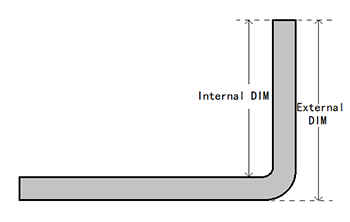
X-अक्ष लक्ष्य स्थिति को अलग-अलग तरीके से बाहरी और अंदरूनी आयामों के लिए गणना की जाती है क्योंकि चादर को मोड़ने पर अंदरूनी पक्ष सिकुड़ता है और बाहरी पक्ष फैलता है। X-अक्ष लक्ष्य स्थिति अंदरूनी आयाम से बड़ी होती है और बाहरी आयाम से छोटी होती है।
पीछे का ब्लॉकिंग सामग्री: ब्लॉकिंग और सामग्री पकड़ना। जब X-अक्ष की दूरी छोटी होती है, तो ब्लॉकिंग मोड का चयन करें। जब X-अक्ष लंबा होता है, तो चादर के गुरुत्वाकर्षण के कारण नीचे की ओर झुकने पर पैलेटाइज़ मोड का चयन किया जा सकता है, और चादर सामग्री पर रखी जाएगी
ब्लॉकिंग उंगली को आगे बढ़ाने के लिए पकड़ने के लिए। जब आप पैलेट मोड का उपयोग करते हैं, तो प्रणाली स्वचालित रूप से X-अक्ष और R-अक्ष की लक्ष्य स्थिति की गणना पैलेट मोड में करती है।
पीछे हटने की दूरी: X-अक्ष को स्लाइडर के अवरोधन बिंदु पर उतरने से बचने के लिए पीछे हटने की आवश्यक आपूर्ति दूरी।
चैम्पिंग पॉइंट: वह स्थिति जहाँ स्लाइडर को सिर्फ प्लेट के खिलाफ दबाया जाता है।
प्लेट की चौड़ाई: मोल्ड की लंबाई के साथ पत्र की चौड़ाई।
दोहराना: वर्तमान कार्य कदम को कितनी बार दोहराने की आवश्यकता है।
चरण परिवर्तन सिग्नल: जब आप "उपयोग" पर क्लिक करते हैं, Y-अक्ष वापसी स्ट्रोक पूरा होने के बाद, अगले चरण के लिए सेट किए गए स्थान पर जाने से पहले आपको नीचे के पीड़ल को एक बार दबाना होगा।
चरण परिवर्तन देरी: अगले कार्य चरण पर स्विच करने से पहले की देरी का समय।
धीमी दूरी: गति परिवर्तन बिंदु और प्लेटन बिंदु के बीच की दूरी। यदि वर्तमान कार्य चरण की धीमी दूरी 0 है, तो "डिफ़ॉल्ट धीमी दूरी" का उपयोग किया जाता है। यदि डिफ़ॉल्ट धीमी गति की दूरी भी 0 है, तो प्रणाली डिफ़ॉल्ट धीमी गति की दूरी का उपयोग किया जाता है।
रखरखाव समय: घुमाव के अंत के बाद रखरखाव समय। यदि वर्तमान कार्य चरण का रखरखाव समय 0 है, तो "डिफ़ॉल्ट रखरखाव समय" का उपयोग किया जाता है।
अध्याय 4 मोल्ड पुस्तक
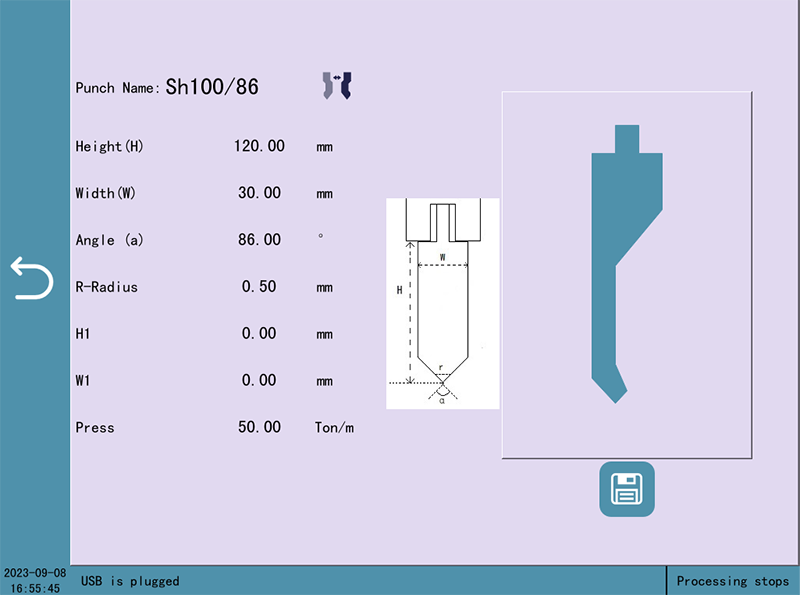
4.1 पंच पुस्तक
"मशीनिंग" स्क्रीन में, पंच लाइब्रेरी स्क्रीन में प्रवेश के लिए पंच के नाम पर क्लिक करें, जैसा कि चित्र में दिखाया गया है।
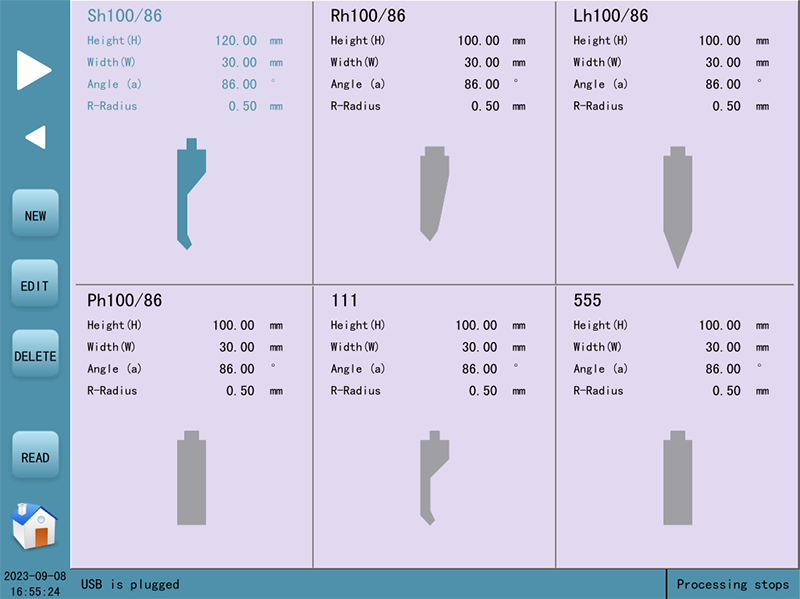
टॉप मॉडल लाइब्रेरी सिस्टम में सहेजे गए टॉप मॉडलों की सूची दिखाती है, जिसे बाएं तीर के द्वारा घुमाया जा सकता है।
मेनू बार पॉप-अप बटन पर क्लिक करें।
नया: "नया" पर क्लिक करें ताकि विभिन्न प्रकार के नए पंच आएँ; चित्र में दिखाए अनुसार संपादन इंटरफ़ेस में प्रवेश करें।
संपादित करें: "संपादित" पर क्लिक करके वर्तमान पंच के किसी पैरामीटर को संशोधित करें।
मिटाएं: किसी पंच का चयन करें और "मिटाएं" पर क्लिक करें ताकि पंच को मिटा दिया जा सके।
पढ़ें: किसी पंच का चयन करें और "पढ़ें" पर क्लिक करें ताकि चयनित पंच को वर्तमान एप्लिकेशन में पढ़ा जा सके।
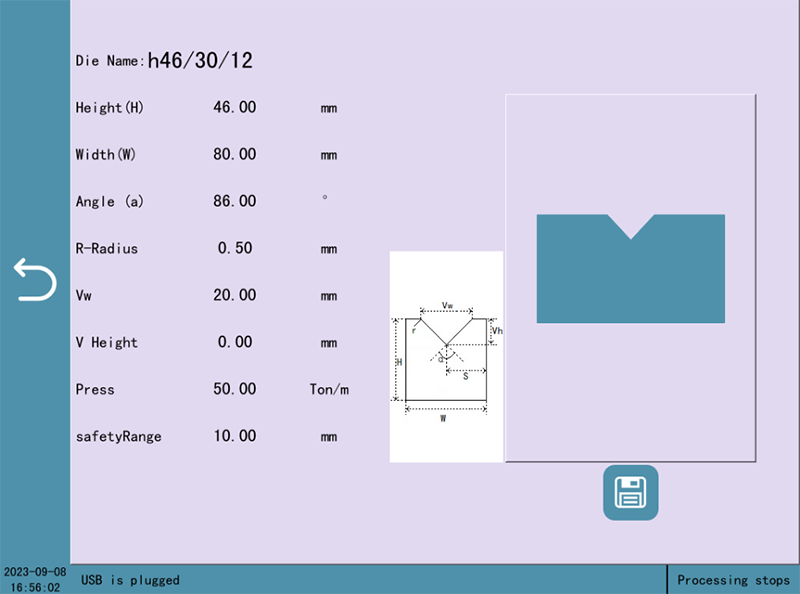
4.2 डाइ लाइब्रेरी
अध्याय 5 प्रणाली
5.1 अलार्म ट्राबलशूटिंग
| श्रृंखला संख्या | अलार्म का विवरण | अलार्म चेकिंग |
| Err1 | मोटर चालू नहीं है | मोटर को चालू करने के लिए START बटन या मोटर बटन पर क्लिक करें |
| Err2 | सीमा पर पहुँचना | एक-चरण पर्दे में प्रवेश करें, इंचिंग द्वारा विपरीत दिशा में चलें और लिमिटर से बाहर निकलें |
| Err3 | दोनों सिरों पर सीमाएँ उत्पन्न होती हैं | जाँचें कि लिमिटर क्षतिग्रस्त है या लाइन में खुला सर्किट है |
| एक साथ | ||
| Err4 | गलत अक्ष लक्ष्य | जाँचें कि लक्ष्य स्थिति सेट है या नहीं ताकि ऊपरी और निचली सीमा रेंज की जाँच की जा सके |
| स्थिति सेटिंग | ||
| Err5 | कोई वैध लाइन नहीं मिली | वर्तमान कार्य पदक्षेप पैरामीटर इनपुट में त्रुटि है |
| Err7 | इसके पहले कार्रवाई, | स्टेटस स्क्रीन में प्रवेश करें, खोज बटन पर क्लिक करें और खोज पूरी होने तक प्रतीक्षा करें। |
| कृपया ढूंढें | ||
| संदर्भ | ||
| Err14 | Y-अक्ष झुकाव | सिंगल-स्टेप स्क्रीन में प्रवेश करें, इंचिंग या हैंड क्रँकिंग पहिए से स्लाइडर को समान करें |
| Err16 | आपातकालीन रोक | अप्रत्याशित रोकथाम बटन को छोड़ें |
| बटन दबाया गया | ||
| Err17 | आपातकालीन उठान | अपस्थान प्रदर्शन बटन को छोड़ें |
| बटन दबाया गया | ||
| Err21 | गलत सेटिंग | पीछे के सामग्री से संघर्ष का जोखिम, सेट-अप पैरामीटर की जांच करें |
| पीछे की स्थिति | ||
| Err30 | आईओ कार्ड | PLC और आईओ के बीच कम्युनिकेशन केबल को फिर से जोड़ें |
| कम्युनिकेशन ऑफ़लाइन | ||
| Err34 | नरम तक पहुँचना | एक कदम के प्रदर्शन पर प्रवेश करें, गति की विपरीत दिशा में इंच करते हुए |
| सीमा | ||
| Err38 | सुरक्षा निगरानी | अलार्म के लिए ड्राइव की जाँच करें |

