















































प्रेस ब्रेक मोल्ड का मुफ्त आयतनिक समायोजन

मुक्त समान ऊंचाई समायोजन (मॉल्ड ऊंचाई पूर्व-समायोजन)
उद्देश्य: मुक्त अवस्था में ऊपरी और निचली मॉल्ड की ऊंचाई समान हो, ताकि असमान बल से कारण होने वाले झुकाव की गलतियों या मॉल्ड की क्षति से बचा जाए।
1. तैयारी
उपकरण की शक्ति ऑफ़ करें, ऊपरी और निचली मॉल्डें लगाएं और उन्हें प्रारंभिक रूप से बंद करें।

मोल्ड सतह पर तेल या बाहरी पदार्थ को सफ़ाई करें और सुनिश्चित करें कि संपर्क सतह समतल है।
2. मैनुअल ऊँचाई समायोजन
बाएँ और दाएँ तरफ़ के ऊपरी मोल्ड को हटाएँ।

एक माइक्रोमीटर या लेज़र डिटेक्टर का उपयोग करके ऊपरी और निचले मोल्ड के कुंजी बिंदुओं की ऊँचाई को मापें (आमतौर पर चार कोने और मध्य)।

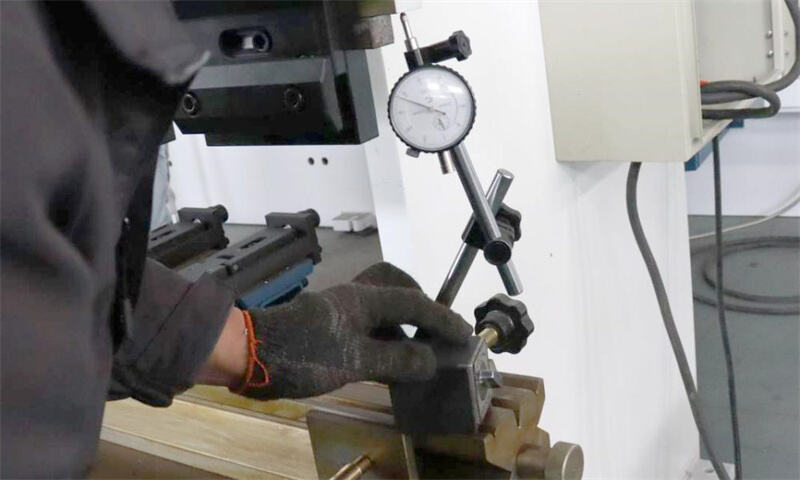
मोल्ड आधार पर मैनुअल रूप से समान ऊँचाई के बोल्ट (या गेटिंग) को समायोजित करके, ऊपरी और निचले मोल्ड के प्रत्येक मापन बिंदु का ऊँचाई त्रुटि ≤0.02mm है।


जब आराम करने वाली बोल्ट को संकुचित करने के बाद, फिर से परीक्षण करें ताकि कमजोर होने से कारण बदलाव न हो।
3. स्वतंत्रता और ऊंचाई की जाँच करें
यंत्र को हाथ से घुमाएं ताकि बंद होने पर ऊपरी और निचली मॉड के बीच समान संपर्क हो या नहीं यह देखें।
एक फीलर गेज का उपयोग करके मोल्ड अंतर की जाँच करें ताकि वहाँ किसी भी स्थान पर अतिरिक्त गाठन या अंतर न हो।

प्रतिबंध
1. सुरक्षित संचालन: समायोजन से पहले विद्युत को बंद करना निश्चित रूप से करें और सुरक्षा के ग्लोव्स और गोगल्स पहनें।
2. उपकरण चयन: उच्च-शुद्धता के मापने वाले उपकरण (जैसे माइक्रोमीटर, लेज़र डिटेक्टर) अधिक पसंद किए जाते हैं।
3. चरण-दर-चरण सत्यापन: समायोजन का प्रत्येक चरण प्रयोगशालीक तिरपने से सत्यापित किया जाना चाहिए ताकि संचयी त्रुटियों से बचा जा सके।
4. सामग्री के अंतर: मुड़ाने वाली मशीनों के विभिन्न मॉडल मेकानिकल/हाइड्रॉलिक समायोजन विधियों का उपयोग कर सकते हैं, जिसके लिए समायोजन के लिए उपकरण मैनुअल की संदर्भिका जरूरी है।
ऊपरोक्त चरणों के माध्यम से प्रणाली समायोजन करके, बेंडिंग की शुद्धता (कोण त्रुटि ≤ 0.5°) और मोल्ड सेवा जीवन को महत्वपूर्ण रूप से सुधारा जा सकता है, और सामग्री का व्यर्थन और सामग्री का नुकसान कम किया जा सकता है। वास्तविक संचालन में, अनुभव के आधार पर फ्लेक्सिबल रहना आवश्यक है, उदाहरण के लिए, मोटी प्लेटों या उच्च-शक्ति सामग्री के लिए दबाव संगति मात्रा को उचित रूप से बढ़ाना आवश्यक है।

