















































دستورالعمل عملیات ماشین تقویس T15
فصل ۱ چشم انداز کلی
۱.۱ واسط اصلی
پس از تکمیل روشن شدن سیستم و بوت شدن، به صفحه اصلی میرود، همانطور که در شکل نشان داده شده است.

۱. در سمت چپ، نوار تابع قرار دارد، شامل دکمههای چپ و راست  دکمه ورود سطح توان
دکمه ورود سطح توان  ، دکمه نمایش وضعیت
، دکمه نمایش وضعیت  ، دکمه منو
، دکمه منو  و نمایش تاریخ و زمان سیستم.
و نمایش تاریخ و زمان سیستم.
2. بر روی ورود به سطح قدرت کلیک کنید و نام کاربری و رمز عبور خود را وارد کنید تا قبل از ورود به سطح قدرت بالا بیشتر صفحه را ببینید.
3. نوار منو: این سیستم به 6 منو تقسیم شده است که طبق توابع اصلی، شامل موارد زیر میباشد:

کتابخانه محصولات: میتوانید محصولات را ایجاد، ذخیره، خوانده و حذف کنید.
گزارش تولید: تنظیم اهداف تولید و نگهداری از گزارشات تولید.
تنظیمات ابزار: وارد صفحه تنظیم ابزار شوید تا پس از تغییر قالب، بازشدن حداکثر را تنظیم کنید.
تنظیم محور دستی: در این صفحه میتوانید عملیات دستی را بر روی محورهای انفرادی انجام دهید.
پارامترهای ماشین: پیکربندی ماشین، وضعیت ماشین و پارامترهای تنظیم.
تنظیمات سیستم: زمان سیستم، پشتیبانگیری و بازیابی دادهها، گزارش هشدارها، تنظیمات سطح قدرت، و غیره.
فصل 2 کتابخانه محصولات
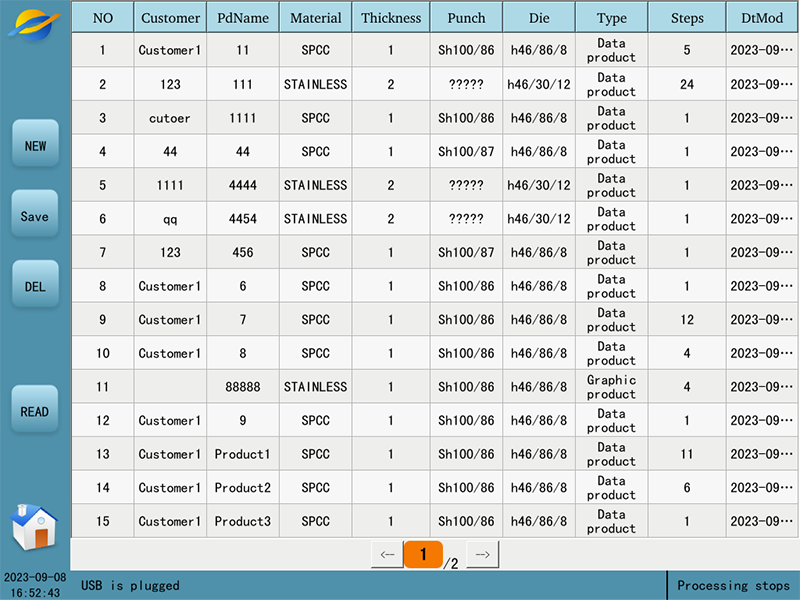
1. بر روی دکمه "جدید" کلیک کنید تا به صفحه "پردازش" پرش کنید، جایی که میتوانید مراحل محصول خالی را ویرایش کنید.
2. دکمهٔ "ذخیره" را کلیک کنید، نام مشتری و نام محصول را در پنجرهٔ پوپآپ وارد کنید، و اطلاعات محصول در صفحهٔ "در حال پردازش" به کتابخانهٔ محصولات ذخیره خواهد شد.
3. یک محصول را انتخاب کرده و روی دکمهٔ "حذف" کلیک کنید، محصول از کتابخانهٔ محصولات حذف خواهد شد.
4. یک محصول را انتخاب کرده، روی دکمهٔ "خواندن" کلیک کنید، و محصول به صفحهٔ "در حال پردازش" خواهد رسید.
فصل 3 ویرایشگر مراحل کار تخته آزاد


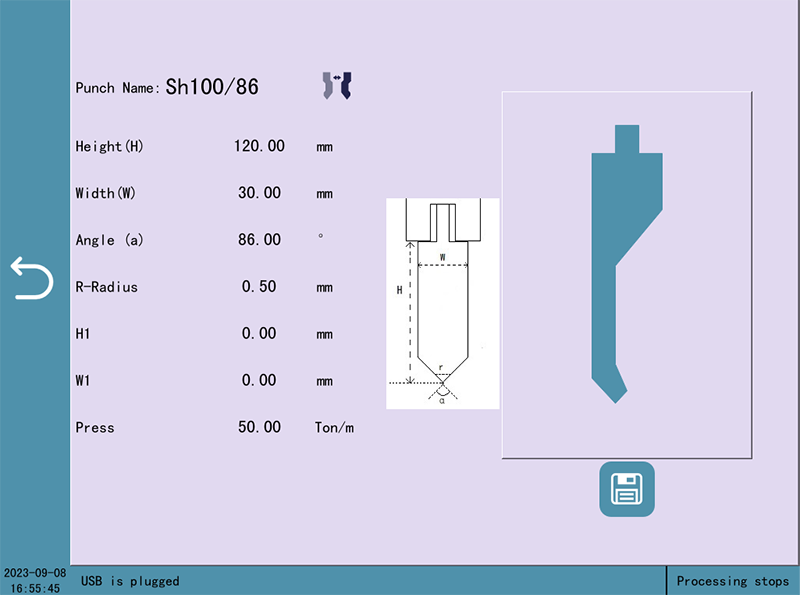
چاقو: بر روی نام چاقو کلیک کنید تا به کتابخانهٔ چاقو بروید و قالبی را انتخاب کنید. کاربران میتوانند قالبها را در کتابخانهٔ چاقو ایجاد، ویرایش، حذف و خواندن کنند، جزئیات در "فصل 4 کتابخانهٔ قالب" آمده است.
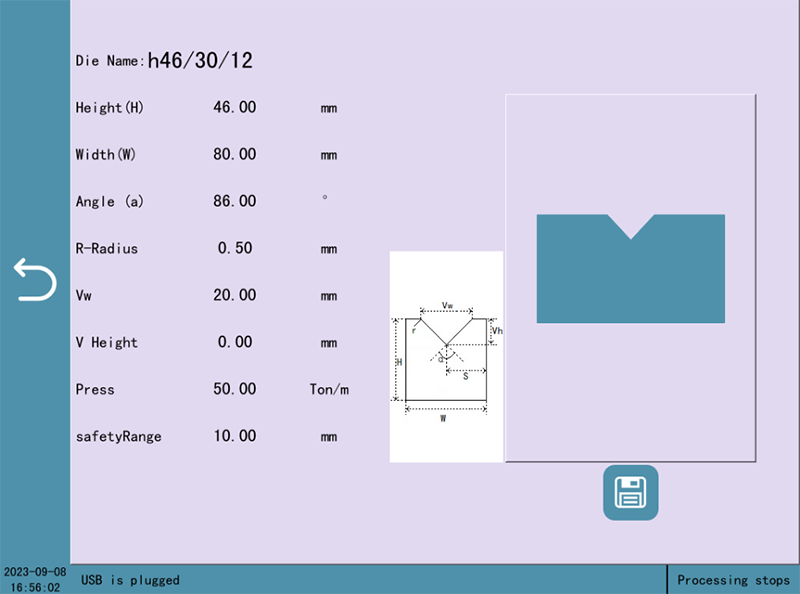
قالب: همانند "چاقو". پارامترهای قالبی که اینجا تنظیم میشود، قالب پیشفرض سیستم است.
مواد: بر روی نام ماده کلیک کنید تا از کتابخانهٔ مواد، مادهٔ پردازشی را انتخاب کنید.
ضخامت تخته: ضخامت ماده را ویرایش کنید.
خط زدن زاویه: کلیک کنید 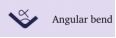 می توانید روش های "گیب زاویه ای", "گیب موقعیتی", "گیب تخت", یا "گیب پایین" را انتخاب کنید. پس از آن، بر اساس نوع گیب متفاوت، زاویه یا موقعیت متناظر خود را وارد کنید.
می توانید روش های "گیب زاویه ای", "گیب موقعیتی", "گیب تخت", یا "گیب پایین" را انتخاب کنید. پس از آن، بر اساس نوع گیب متفاوت، زاویه یا موقعیت متناظر خود را وارد کنید. 
مسدود کردن: بر روی آن کلیک کنید تا بین مسدود کردن یا جمع آوری در پالت انتخاب کنید.
بعد خارجی: کلیک کنید  برای انتخاب "بعد خارجی", "بعد داخلی", یا "موقعیت محور x".
برای انتخاب "بعد خارجی", "بعد داخلی", یا "موقعیت محور x".
محور R: موقعیت محور R را وارد کنید.
انحراف: موقعیت انحراف را وارد کنید.
محور Z: موقعیت مرکزی محور Z را وارد کنید، زیرا محاسبه موقعیت Z1 و Z2؛ محور X: موقعیت حرکت پشتیبان به صورت افقی در جهت قائم قالب است.
با کلیک روی تعداد مراحل کاری، چهار دکمه برای تنظیم مراحل کاری ظاهر می شود که شامل موارد زیر است:

درج: یک خط خالی قبل از مرحله کاری فعلی درج می کند.
حذف: مرحله کاری فعلی را حذف می کند و مراحل بعدی به طور خودکار یک خط بالاتر می آیند.
جهش به بالا: جایگزینی موقعیت گام کار فعلی با گام کار قبلی.
جهش به پایین: جایگزینی موقعیت گام کار فعلی با گام کار بعدی.
مرجع جزئی 3.1
پردازش سمت راست پارامترهای جزئی، همچنین در فصل انتخاب حالت، سمت چپ نیز وجود دارد.
انتخاب روش خمش:
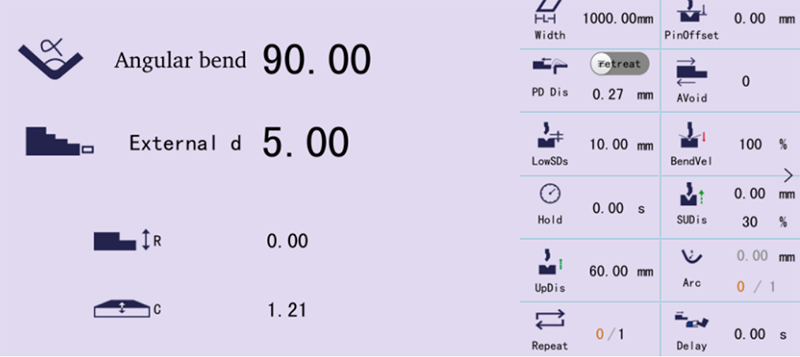
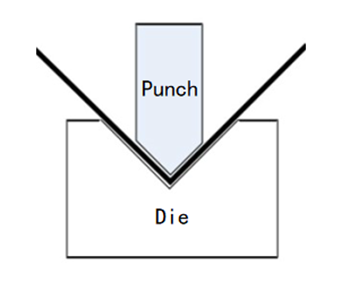
خمش آزاد: برگ به زاویه تنظیم شده خم میشود توسط فرستادن پانچ به عمق مورد نظر، همانطور که در شکل نشان داده شده است. سیستم موقعیت محور Y را برای کسب زاویه تنظیم شده محاسبه میکند. خمش آزاد نیازمند این است که زاویه پانچ کوچکتر یا برابر با زاویه دای باشد و زاویه هدف بزرگتر از هر دو زاویه بالا و دای باشد.
شکل 3-4 خمش آزاد
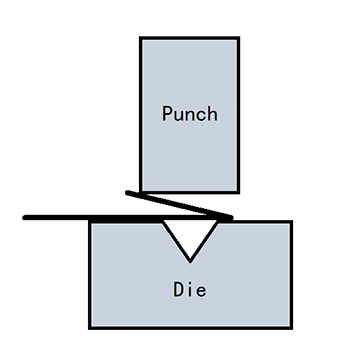
خمش فشار پایین: پانچ به داخل قاعده دای برای کسب زاویه خمش مورد نظر فشرده میشود، همانطور که در شکل نشان داده شده است. موقعیت محور Y، موقعیت قاعده دای منهای ضخامت صفحه است که میتواند با مقدار اصلاحی اصلاح شود.
خمش تخت کردن: پس از خمش قبلی، صفحه به زاویه تیز خم شده و با استفاده از ضربک تختکننده، زاویه تیز صفحه تخت میشود و صفحه چیده میشود، همانطور که در شکل 3-6 نشان داده شده است، موقعیت محور Y برای موقعیت نقطه صفحه فشار کاهش یافته منهای ضخامت صفحه است که میتواند با مقدار اصلاحی اصلاح شود.
تخت کردن فشار: مشابه خمش تخت کردن فشار، موقعیت محور Y برای موقعیت نقطه صفحه فشار است که میتواند با مقدار اصلاحی اصلاح شود.
ابعاد: ابعاد داخلی، ابعاد خارجی. همانطور که در شکل نشان داده شده است.
فاصله انتهای متوقف از داخل صفحه فلزی در محل خم شدن، که بعد داخلی نامیده میشود.
فاصله انتهای متوقف از سمت خارجی صفحه فلزی در محل خم شدن، که بعد خارجی نامیده میشود.
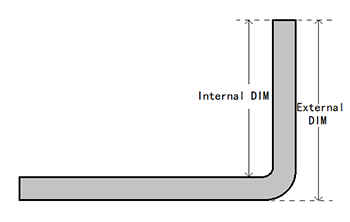
موقعیت هدف محور X به طور متفاوت برای ابعاد درونی و بیرونی محاسبه می شود، زیرا طرف درونی کوچک می شود و طرف بیرونی گسترش می یابد هنگامی که فلز نازک خم می شود. موقعیت هدف محور X بزرگتر از بعد درونی و کوچکتر از بعد بیرونی است.
ماده بلوککننده پشتی: بلوک کردن و نگهداری ماده. هنگامی که فاصله محور X کوتاه است، حالت بلوک را انتخاب کنید. هنگامی که محور X طولانی است، به دلیل گرانش ماده صفحهای که به سمت پایین میل میکند، میتوانید حالت پالétizing را انتخاب کنید، ماده صفحهای قرار خواهد گرفت روی
انگشت بلوککننده به جلو برای نگهداری. هنگامی که از حالت پالétizing استفاده میکنید، سیستم به طور خودکار موقعیت هدف محور X و محور R را در حالت پالétizing محاسبه میکند.
فاصله عقبنشینی: فاصله نسبی که محور X باید برای جلوگیری از برخورد وقتی که لغزشگر به نقطه فشرده شدن نزول میکند، عقبنشینی کند.
نقطه فشرده شدن: موقعیتی که لغزشگر دقیقاً فشار به صفحه وارد میکند.
عرض صفحه: عرض صفحه فلزی در طول مولد.
تکرار: تعداد بارها که نیاز است مرحله کار جاری تکرار شود.
سیگنال تغییر مرحله: زمانی که برای پرتاب به "استفاده" کلیک میکنید، پس از اتمام بازگشت محور Y، باید یک بار روی دکمه فرود فشار دهید تا متوقفکننده شروع به حرکت به سمت موقعیت تنظیمشده برای مرحله بعد کند.
درخواست تاخیر تغییر مرحله: زمان تاخیر قبل از پرش به مرحله کار بعدی.
فاصله آهسته: فاصله بین نقطه تغییر سرعت و نقطه صفحه. اگر فاصله آهسته مرحله کار فعلی 0 باشد، از "فاصله آهسته پیشفرض" استفاده میشود. اگر فاصله سرعت آهسته پیشفرض نیز 0 باشد، از فاصله سرعت آهسته پیشفرض سیستم استفاده میشود.
زمان نگهداری: زمان نگهداری پس از پایان خم شدن. وقتی زمان نگهداری در مرحله کار فعلی 0 باشد، از "زمان نگهداری پیشفرض" استفاده میشود.
فصل 4: کتابخانه قالب
4.1 کتابخانه ضربک
در صفحه «ماشینکاری»، بر روی نام ضربک کلیک کنید تا به صفحه کتابخانه ضربک وارد شوید، همانطور که در شکل نشان داده شده است.
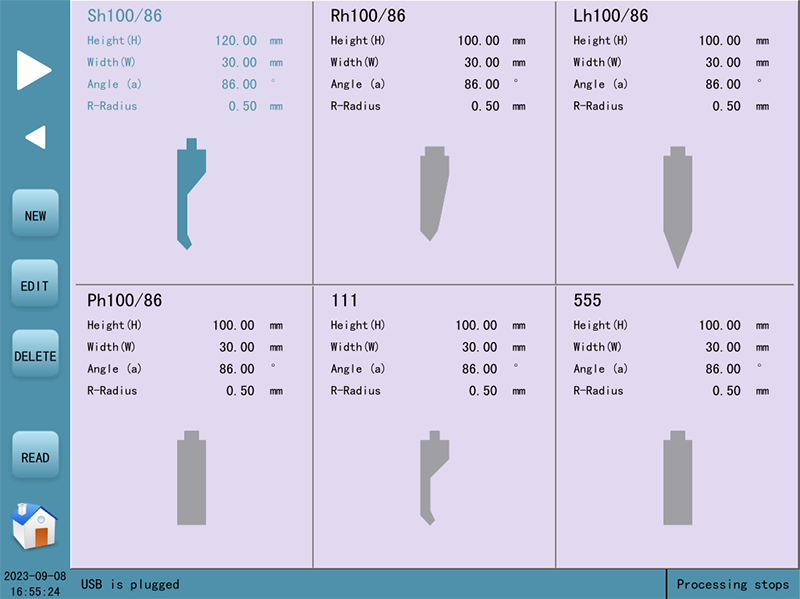
کتابخانه مدلهای برتر فهرست مدلهای برتر ذخیره شده در سیستم را نشان میدهد که میتوان با استفاده از پیکان چپ آن را به حالت چرخشی درآورد.
بر روی دکمه منوها در نوار منو کلیک کنید.
جدید: با کلیک روی گزینه "جدید"، میتوانید انواع پانچهای جدید را فراخوانی کنید؛ وارد محیط ویرایش شدهای میشوید که در شکل نشان داده شده است.
ویرایش: با کلیک روی گزینه "ویرایش"، میتوانید یک پارامتر از پانچ فعلی را تغییر دهید.
حذف: یک پانچ را انتخاب کرده و سپس روی گزینه "حذف" کلیک کنید تا پانچ موردنظر حذف شود.
خواندن: یک پانچ را انتخاب کرده و سپس روی گزینه "خواندن" کلیک کنید تا پانچ انتخابی به برنامه فعلی بارگذاری شود.
4.2 کتابخانه ضربه
فصل 5 سیستم
5.1 حل مشکلات هشدار
| شماره سریال | توضیحات هشدار | بررسی هشدار |
| خطای1 | موتور روشن نیست | دکمه شروع یا دکمه موتور را کلیک کنید تا موتور روشن شود |
| خطای2 | رسیدن به حداقل | به صفحه گام به گام وارد شوید، در جهت مخالف با استفاده از حالت اینچینگ حرکت کنید و از محدودکننده خارج شوید |
| خطای3 | هر دو سر حداقل تولید میکنند | بررسی کنید که آیا محدودکننده повیر شده است یا آیا قطع در خط وجود دارد |
| همزمان | ||
| خطای4 | هدف محور نادرست | بررسی کنید که موقعیت هدف برای بررسی دامنه حد بالا و پایین تنظیم شده است یا خیر |
| تنظیم موقعیت | ||
| خطای5 | خط معتبری پیدا نشد | خطایی در ورود پارامترهای مرحله کار جاری وجود دارد |
| خطای7 | قبل از اقدام، | به صفحه حالت وارد شوید، روی دکمه جستجو کلیک کنید و منتظر بمانید تا جستجو به پایان برسد. |
| لطفاً جستجو کنید | ||
| مرجع | ||
| Err14 | مایل بودن محور Y | به صفحه یکگامی وارد شوید و تور مربوطه را با اینچ کردن یا چرخاندن دستی به سطح منطبق با فلز برده و اسلایدر را سطح بندی کنید |
| Err16 | توقف اضطراری | دکمه ایستگاه اضطراری را آزاد کنید |
| دکمه فشار داده شده است | ||
| Err17 | صعود اضطراری | دکمه صعود اضطراری را آزاد کنید |
| دکمه فشار داده شده است | ||
| خطای21 | تنظیم نادرست | خطر برخورد با مادهی پشتیبان، پارامترهای تنظیم را بررسی کنید |
| موقعیت پشتیبان | ||
| خطای30 | کارت ورودی/خروجی | کابل ارتباطی بین PLC و کارت ورودی/خروجی را دوباره وصل کنید |
| ارتباط آفلاین است | ||
| خطای34 | رسیدن به نرم | ورود به صفحهٔ تکمرحلهای، با جابجایی در جهت مخالف حرکت |
| محدودیت | ||
| Err38 | نظارت بر امنیت | بررسی هشدارها برای موتور |

