چگونه می توانید قالب فرزنده هیدرولیک CNC را تنظیم کنید. ضربه و مهره پایین. تمام ابزارها.

البته ابزار فشار چاقوی هیدرولیک CNC از بسیاری از قطعات تشکیل شده است، بنابراین باید در زمان نصب توجه ویژه ای داشته باشید. پس از اتمام، باید به طور مکرر آزمایش شود. ماشین دارای ضربهزن و چاقوی خاص برای انحنا دادن محصولات مختلف الشکل است. چاقوی بالا و ضربهزن به صورت بخشها یا قطعات کوچک است. و ابزار و اجزای پایین میتوانند به صورت قطعات کوچک و بخشها باشند. ابزار پایین میتواند دارای پشتیبانی پایین برای تنظیم باشد. به طور کلی، ما نصب و تنظیم الگوی فشار چاقو را در پنج مرحله کامل میکنیم.
1. تنظیم ماشین. قبل از نصب، عملکرد ماشین باید ابتدا تنظیم شود. این فرآیند باید با صبر و دقت انجام شود. بررسی کنید که آیا ماشین گرد و غبار، فایلهای آهنی استفادهشده و غیره دارد یا خیر و تمیزکاری لازم را انجام دهید تا مشکلات بعدی را کاهش دهید.

تنظیم دامنه حرکت اسلایدر. توجه داشته باشید که ضخامت مدل فشاربری و نسبت ماژول های بالا و پایین را بررسی کنید. در شرایط عادی، ماژول باید در نقطه تعویض خط حرکت کنترل شود. این موضوع باید به طور ویژه مورد توجه قرار گیرد.

تنظیم ماژول حرکت، یعنی تنظیم موقعیت حد بالایی ماژول. وقتی ماژول در همه جا وجود دارد، سوئیچ تنظیم شود و موقعیت توقف اسلایدر ذخیره شود. همزمان، ماژول کاهش سرعت باید در حین نزول انجام شود تا ماشین و مدل فشاربری بهتر محافظت شوند.

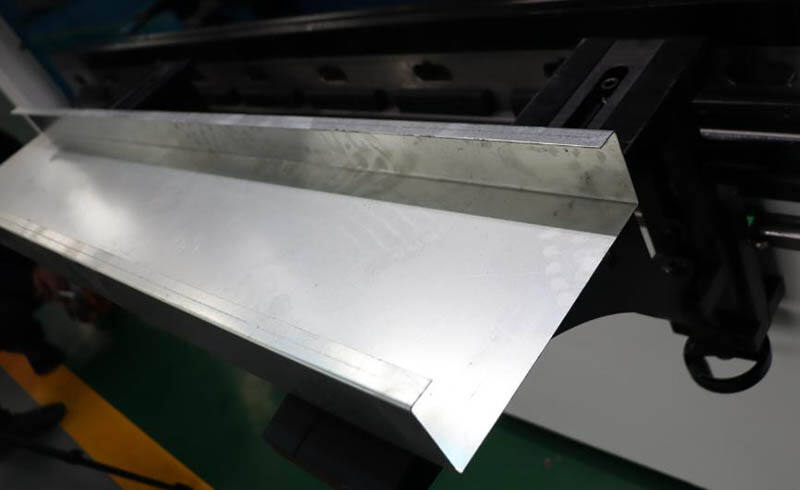
تنظیم فاصله عمدتاً برای اندازه گیری فاصله بین ماژول های بالا و پایین است. تنظیم دقیق فاصله باید بر اساس صفحه ای که قرار است پوسته شود، تعیین شود.

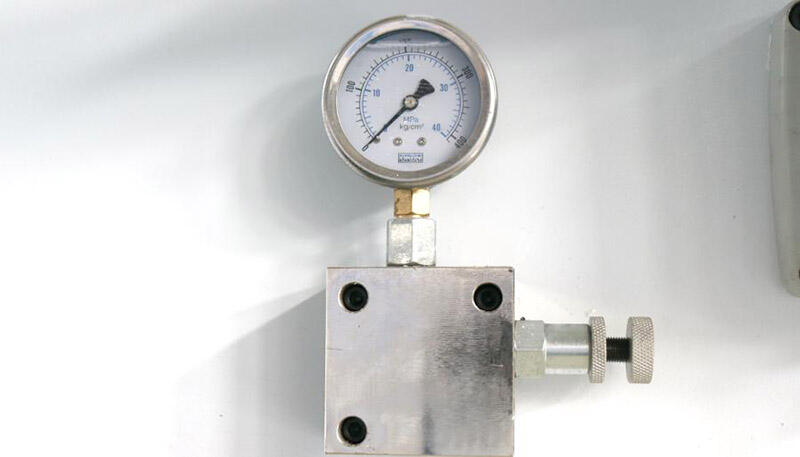
تنظیم زاویه. تنظیم زاویه رابطهای با محصول دارد. سازنده ماشین فشار گوشه اطلاع میدهد که به طور کلی، هنگام خمش قالب 90°، زاویه وسط باید بزرگتر از زوایا در دو طرف باشد. سپس، مشدت آن را بر اساس مسمار تنظیم کنید. هنگام خمش، فشار از طریق مانومتر قابل تنظیم است تا جلوی شکستن قالب را گیرد.