















































محاسبه تن ماشین فشاردهی برای هر قسمت
هر بار که نیاز دارید قطعه جدیدی را خم کنید، فکر کنید: «آیا توناژ کافی برای خم کردن این قطعه داریم؟» خم کردن فلز صفحهای است به معنای اختلال در ساختار مولکولی فلز. حداقل باید توان کافی ارائه شود تا «تغییر شکل پلاستیکی» حاصل شود. متفاوت با تغییر شکل الاستیکی، این نوع تغییر شکل غیرقابل بازگشت است زیرا ساختار مولکولی تغییر میکند. ماشین حساب راهحل خم کردن ما میتواند هنگامی که سعی دارید توناژ مورد نیاز برای خم کردن فلز را محاسبه کنید، کمک زیادی به شما بکند.
«تغییر شکل پلاستیکی» و «تغییر شکل الاستیکی»
در حالی که تغییر شکل الاستیک (ED) اجازه میدهد ماده به شکل اصلی خود بازگردد، تغییر شکل پلاستیکی (PD) بدان معناست که برخی از الیاف ماده ما ساختار خود را تغییر دادهاند، بنابراین ماده به طور کامل به شکل اولیه خود باز نمیگردد. PD در واقع چیزی است که ما هنگام خمش روی فشاربر قصد داریم به آن دست پیدا کنیم. گاهی اوقات با چشم غیر مسلmahsen مشخص نیست که آیا PD به دست آمده است یا خیر.
نرخ تن مورد نیاز ماشین خمش
هنگام محاسبه تن مورد نیاز برای خمش یک ماده، A: نرخ تن، که به صورت تن بر فوت یا تن بر متر است. B: طول صفحه فلزی خم شده.
مثال ساده:
باید 1.5 متر از فولاد معمولی با ضخامت ¼ را خم کنیم.
از گشای V با اندازه 50 میلیمتر (حدود 2) استفاده خواهیم کرد.
85 تن را اعمال خواهیم کرد... که بدان معناست حدود 56 تن بر متر.
این نرخ در واقع ماده را خواهد خم کرد، اما بیایید درباره موارد زیر فکر کنیم:
سوال: اگر طول را به 3 متر تغییر دهیم، چه چیزی اتفاق میافتد؟
پاسخ: اگر ما ادامه دهیم و 85 تن را اعمال کنیم، حدود 28 تن بر متر را اعمال خواهیم کرد... بنابراین ماده ما خم نخواهد شد.
سوال: اگر طول را به 0.5 متر تغییر دهیم، چه اتفاقی میافتد؟
پاسخ: اگر ما ادامه دهیم و 85 تن نیرو اعمال کنیم، حدوداً 170 تن در متر نیرو اعمال خواهیم کرد که احتمالاً ابزارها و فشاربر ما را آسیب میرساند.
اما چگونه میتوانیم نرخ مورد نیاز تن بر متر را تعیین کنیم؟
ریاضیات و مهندسی برای ما معادلهای فراهم کردهاند که میتوانیم از آن استفاده کنیم تا بار حداکثر (یا تن) را پیدا کنیم.
فرمول
تن = (65X ضخامت صفحه X ضخامت صفحه X طول صفحه) / عرض گوشه V

1. ضخامت صفحه: هر چه ضخامت صفحه بیشتر باشد، نیاز به تن بیشتری دارد.
2. طول صفحه: هر چه طول صفحه بیشتر باشد، نیاز به تن بیشتری دارد.
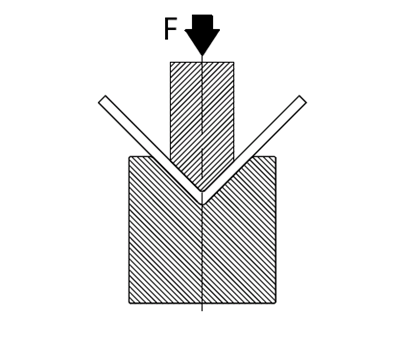
3. عرض گوشه V: معمولاً 8-10 برابر ضخامت صفحه است. هر چه گوشه V بزرگتر باشد، نیاز به تن کمتری دارد، اما زاویه R قطعه خمش شده بزرگتر میشود. بالعکس، هر چه گوشه V کوچکتر باشد، نیاز به تن بیشتری دارد، اما زاویه R قطعه خمش شده کوچکتر میشود.
4. 65: ضریب خمش. این ضریب بر اساس مقاومت استاندارد صفحه کربنی 500N/mm² محاسبه میشود.
مثال:
یک صفحه کربن معمولی با ضخامت 2 میلیمتر و طول 2500 میلیمتر را به عنوان نمونه در نظر بگیرید.
تنژ=(65 × 2 × 2 × 2.5)/(2 × 8)=40.6 تن.
شما میتوانید از ماشین خمش 40 تن/2500 برای پردازش استفاده کنید.

