Wie man die Mittelpunkte der oberen und unteren Formen einer Pressbremse kalibriert
Die Kalibrierung der Mittelpunkte der oberen und unteren Formen einer Pressbremse ist ein Schlüsselschritt, um die Biegegenauigkeit und die Produktqualität zu gewährleisten. Im Folgenden finden Sie eine Reihe spezifischer Schritte und Methoden zur Kalibrierung der Mittelpunkte der oberen und unteren Formen einer Pressbremse:
Prüfen Sie das Formenausmaß
Prüfen Sie zunächst, ob die Form abgenutzt ist. Wenn die Form abgenutzt ist, sollte sie rechtzeitig durch eine neue ersetzt werden, da eine abgenutzte Form dazu führt, dass die Biegegenauigkeit sinkt.

Justieren Sie den Schlaghub
Je nach Dicke der Faltplatte und Größe des V-förmigen Öffnungs der Unterschablone passe die Schlagstrecke des Rammers an. Dies kann über den Knopf auf der Elektrobox geschehen, um die Ausdehnungslänge des Kolbens zu kontrollieren und somit die Schlagstrecke anzupassen.
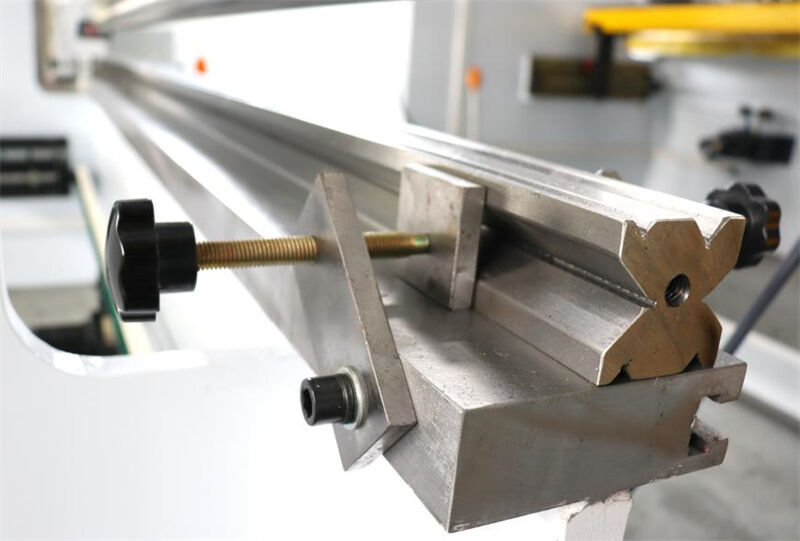
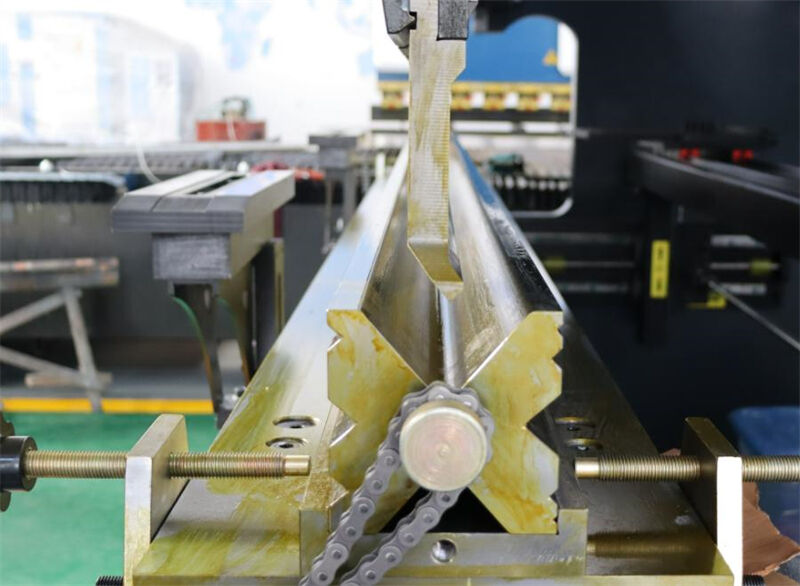
Schablonenlücke anpassen
Messe die Lücke zwischen Ober- und Unterschablone und passe die Lücke anhand der Dicke der zu faltenen Platte an. Eine vernünftige Lücke ist entscheidend, um die Biegegenauigkeit sicherzustellen.
Obergrenze des Rammers anpassen
Wenn der Rammer sich hebt, passe die Position des Wegschalters an, damit der Rammer in der gewünschten Position verweilt, um die Leerlaufstrecke des Rammers zu reduzieren und die Produktivität zu steigern.

Stellen Sie den Biege winkel ein
Wenn festgestellt wird, dass die Biegewinkel an beiden Enden des Werkstücks ungleich sind, kann der Winkel des Werkstücks durch Feinjustierung der Schrauben der Arbeitsflächenplatte angepasst werden, um die Winkel grundlegend konsistent zu machen.