















































Unterscheidende Merkmale von 3-Walzen-Plattenbiegung und 4-Walzen-Plattenbiegung
Während meiner Tätigkeit mit Plattenbiegemaschinen bin ich oft auf Diskussionen über den Vergleich zwischen 3-Walz-Plattenbiegemaschinen und 4-Walz-Plattenbiegemaschinen gestoßen. Jede Variante bietet unterschiedliche Vorteile und ist für verschiedene Anwendungen im Bereich der Metallbearbeitung konzipiert. Es ist von entscheidender Bedeutung, die Unterschiede zwischen einer 3-Walz- und einer 4-Walz-Plattenbiegemaschine zu verstehen, um die richtige Ausrüstung für spezifische Projekte auszuwählen. Im Laufe der Zeit habe ich ein umfassendes Verständnis ihrer Funktionsprinzipien, Effizienzmaße und der Qualität der erzielten Biegevorgänge erworben. In dieser Abhandlung werde ich diese Unterschiede darlegen, um bei der Getroffen von fundierten Entscheidungen für Ihre Plattenbiegeanforderungen zu helfen.
Eine Plattenbiegemaschine ist eine Art Schmiedemaschinen- und -Ausrüstung, die nichtmetallische Platten in konische, kugelförmige, zylindrische oder andere geometrische Formen biegt. Diese Maschinen werden ausgiebig in der Fertigung von Gütern, Kesseln, Dampfsystemen, chemischen Industrien, nichtmetallischen Strukturen und Maschinenbau sowie in anderen Sektoren eingesetzt. Die Vielfalt der Wickelmaschinen liegt an ihren unterschiedlichen Anwendungen in verschiedenen Bereichen.
Plattenbiegemaschinen werden auf Basis der Anzahl der Walzen eingeteilt, was zu einer Einteilung in 3-Walzen- und 4-Walzen-Typen führt. Ein verbreiteter Irrtum ist, dass der Hauptunterschied zwischen den beiden lediglich die zusätzliche Walze bei der Vier-Walzen-Maschine ist. Folglich glauben manche Personen beim Kauf fälschlicherweise, dass die Vier-Walzen-Maschine aufgrund der zusätzlichen Walze überlegen sei. Dieser Blickwinkel ist jedoch falsch, da die beiden Maschinen erhebliche Unterschiede aufweisen.
Unterscheidende Merkmale von 3-Walz- und 4-Walz-Plattenwalzmaschinen
Strukturelle Ästhetik
Die Drei-Walz-Maschine ist mit drei Walzen ausgestattet, während die Vier-Walz-Maschine vier Walzen aufweist. Jenseits dieser grundlegenden Unterscheidung bietet die Drei-Walz-Maschine eine einfachere und nützlichere Ästhetik. Im Gegensatz dazu verfügt die Vier-Walz-Maschine, die hydraulische CNC-Technologie einsetzt, über ein verfeinerteres und eleganteres Erscheinungsbild. Die Aufmerksamkeit auf Details in ihrem Design verbessert nicht nur die Verarbeitungsgenauigkeit, sondern trägt auch zu einer besseren Benutzererfahrung bei.


Maschinenstruktur
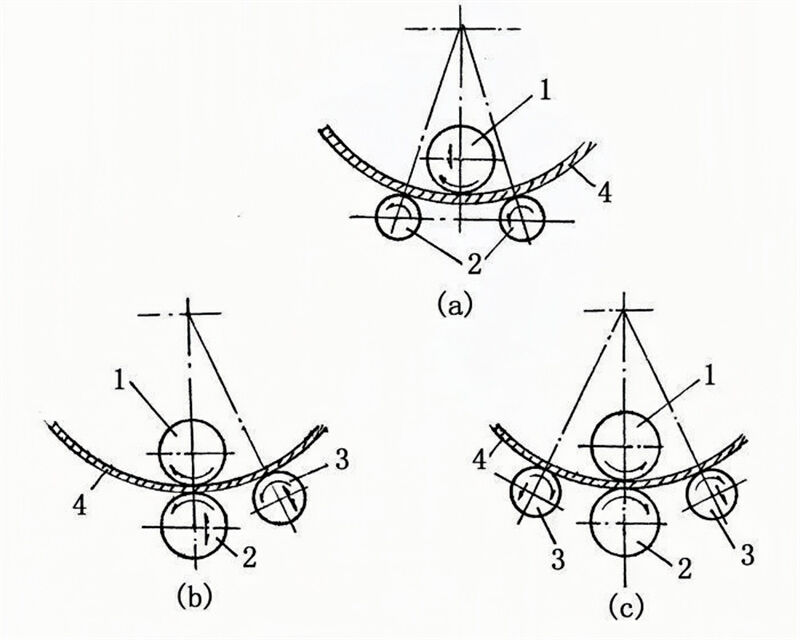
Die mechanische Dreiwalz-Rollmaschine wird in zwei Typen unterteilt: die symmetrische Dreiwalz-Rollmaschine und die unsymmetrische Dreiwalz-Rollmaschine. Bei der symmetrischen Dreiwalz-Rollmaschine befindet sich eine Walze oben, während die beiden verbleibenden Walzen symmetrisch unten ausgerichtet sind. Im Gegensatz dazu hat die unsymmetrische Dreiwalz-Rollmaschine eine unsymmetrische Anordnung, bei der auf einer Seite zwei Walzen vorhanden sind, während auf der anderen Seite nur eine einzige Walze existiert.
Der Unterschied zur Vierwalzmaschine liegt in ihrem Hauptantriebsmechanismus, der über einen Reduktor und eine Kreuzscheibenkupplung mit den oberen Walzen verbunden ist, um Drehmoment für die gewalzte Platte bereitzustellen. Die unteren Walzen sind für eine vertikale Bewegung ausgelegt und über einen Reduktor-Wurmkolben (oder Kegelradantrieb) verbunden, um das Einspannen der Platte zu erleichtern und so eine mechanische Übertragung zu ermöglichen. Zudem befinden sich Seitenwalzen auf beiden Seiten der unteren Walzen, die entlang eines Schienenprofils eine schräge Bewegung ausführen können und von einem Wurmkolben (oder Kegelradantrieb) angetrieben werden. Bei der Vierwalzmaschine gibt es zwei obere und zwei untere Walzen, wobei alle vier Arbeitswalzen mit dynamischen Lagern ausgestattet sind.
Die unterschiedliche Anzahl der Walzen führt jedoch zu unterschiedlichen Stepantriebsmechanismen zwischen den Dreiwalz- und Vierwalzmaschinen.
Art der Bearbeitung
Die Drei-Rollen-Plattenwalze ist in der Lage, zylindrische und gekrümmte Metallplatten herzustellen. Ihr Betrieb umfasst die vertikale Bewegung der beiden unteren Rollen, die zentral und symmetrisch positioniert sind. Diese vertikale Bewegung wird durch eine Schraubenstange und ein Wurmkurbelantriebsmechanismus erreicht. Die Rotation der unteren Rollen wird durch einen Motor angetrieben, und das Drehmoment wird auf die gewalzte Platte übertragen, indem das Ausgangszahnrad der Getriebebox mit dem Zahnrad der unteren Rolle verknüpft ist. Die Enden der Platten erfordern eine Vorbiegung, die durch zusätzliche Ausrüstung unterstützt werden kann.
Die Vier-Rollen-Plattenwalze ist zur Biegung und Formgebung von Metallplatten konzipiert. Sie ist in der Lage, zylindrische, gekrümmte und kegelförmige Komponenten innerhalb eines bestimmten Maßbereichs herzustellen. Diese Maschine verfügt außerdem über eine Vorbiegefunktion für die Enden der Platten, wodurch minimale Restgeradeabschnitte entstehen, und sie kann die Metallplatten annähernd glatt walzen.

Grad der Automatisierung
Die Drei-Rollen-Walzmaschine verfügt über ein schaltersbasiertes Steuersystem, während die Vier-Rollen-Walzmaschine mit einer Touchscreen-Schnittstelle und einem CNC-System ausgestattet ist, das programmierbare Operationen ermöglicht. Die digitale Steuerung erleichtert den Walzprozess mit einer Walze, wobei Touchscreen-Funktionen für visuelle Eingaben, Bearbeitung der Arbeitsschritte und Speicherung von bis zu 500 Datensätzen zur Verfügung stehen. Ein elektronisches Ausgleichssystem, integriert mit EPS, stellt sicher, dass sich die Walzbewegungen innerhalb einer Toleranz von 0,15 mm parallel bleiben. Das System unterstützt die Mensch-Maschine-Interaktion, selbstdiagnostische Fehlererkennung und intelligente Identifizierung von Betriebsfehlern. Die trompetenförmigen Walzen weisen eine ausgezeichnete Rundheit und hohe Geradlinigkeit auf. Alle Bewegungen werden hydraulisch angetrieben.
Die Rollen sind darauf ausgelegt, in geraden Linien innerhalb von Führungsschienen zu bewegen, was eine verringerte Mittelpunktentfernung zwischen den beiden Seiten der Rollen ermöglicht, um eine präzise Rollgenauigkeit zu erreichen. Der robuste Rahmen, der dick und in der Lage ist, mittlere bis große Rollen aufzunehmen, wird als Einheit gefeuert, um Spannungen zu beseitigen und Verformungen zu verhindern. Die Rollen werden als ein Stück hergestellt, einem Verhärtungsprozess unterzogen und sind sowohl mit manuellen als auch mit automatischen Betriebsarten kompatibel.


Methode des Entladens
Die drei Rollen erfordern eine manuelle Deinstallation, wobei die Bearbeitung des Werkstücks manuell entfernt werden muss. Im Gegensatz dazu sind die vier Rollen mit Schiebetasten zur Steuerung ausgestattet, was einen einfachen und schnellen Deinstallationsprozess ermöglicht, der deutlich schneller ist als bei den dreirollen.

Form der Rollenbewegung
Die Dreiwalz-Durchbiegemaschine mit asymmetrischer Anordnung ist mit einer oberen Walze ausgestattet, die als Hauptantriebsmechanismus dient. Die untere Walze kann sich senkrecht bewegen, um die Platte zu sichern, und sie koppelt sich mit dem Zahnrad der oberen Walze, um die Hauptantriebsfunktion zu ermöglichen. Die Seitenwalze ist für Neigungs- und Hebewegungen konzipiert und bietet sowohl Vorbiege- als auch Rundungsfähigkeiten. Im Gegensatz dazu positioniert die symmetrische Dreiwalz-Durchbiegemaschine die oberen Walzen symmetrisch über den beiden unteren Walzen, die durch Schrauben- und Ringelwurmantriebsmechanismen senkrechte Hebemovements ausführen. Die beiden unteren Walzen sind für die Drehbewegung zuständig, angetrieben durch das Ausgangsrad des Reduktors, das sich mit dem Zahnrad der unteren Walze verbindet, um das notwendige Drehmoment für das Plattenbiegen zu erzeugen.
Beide Typen arbeiten nach dem Prinzip des dreipunktigen Festkreises, das Rollsysteme mit unterschiedlichen Radien aufnimmt. Dennoch bietet die Vierwalzrolle überlegene Fähigkeiten beim Vorbiegen von geraden Kanten und eine genauere Kalibrierung des Kreisprofils im Vergleich zu ihrer Dreiwalz-Gegenstück.
Betriebsart
Die Mehrheit der Dreiwalz-Rollmaschinen ist mechanischer Natur; es gibt jedoch auch hydraulische Rollmaschinen. Bemerkenswert ist, dass alle Vierwalz-Rollmaschinen hydraulisch sind. Die mechanische symmetrische Dreiwalz-Plattenrollmaschine hat eine konstruktive Gestaltung, bei der die obere Walze symmetrisch zwischen den beiden unteren Walzen positioniert ist. Diese obere Walze führt durch Kegelradübertragung vertikale Hebewegungen aus, angetrieben vom Einzugsgetriebe des Hauptverzigers. Die beiden unteren Walzen drehen sich durch Zahnradausgleich, angetrieben vom Hauptverzuger, um das notwendige Drehmoment für das Plattenrollen bereitzustellen.
Flache Metallplatten werden durch die drei Arbeitswalzen verarbeitet – zwei untere Walzen und eine obere Walze – wobei die obere Walze nach unten drückt und die unteren Walzen rotieren. Diese Bewegung unterzieht die Metallplatte mehreren kontinuierlichen Biegungen, was zu einer dauerhaften plastischen Verformung führt und die Platte in die gewünschte zylindrische, kegelförmige oder andere spezifische Form bringt. Ein Nachteil der mechanischen Drei-Walzen-Plattenbiegemaschine ist, dass die Kanten der Platte mit zusätzlicher Ausrüstung vor dem Biegen vorgebogen werden müssen.
Die hydraulische symmetrische Drei-Walzen-Plattenbiegemaschine verwendet ebenfalls eine symmetrische Drei-Walzen-Struktur. In dieser Konstruktion befindet sich die obere Walze symmetrisch zwischen den beiden unteren Walzen und kann durch die Hydraulikflüssigkeit im Hydraulikzylinder senkrechte Hebewegungen ausführen. Die beiden unteren Walzen werden über die Endwelle des Hauptgetriebes angetrieben und liefern so das Drehmoment für den Rollvorgang.
Flache Metallplatten werden durch die drei Arbeitswalzen verarbeitet – zwei untere Walzen und eine obere Walze – wobei die obere Walze nach unten drückt und die unteren Walzen rotieren. Diese Aktion unterzieht die Metallplatte mehreren kontinuierlichen Biegungen, was zu einer dauerhaften plastischen Verformung führt und die Platte in die gewünschte zylindrische, kegelförmige oder andere spezifischen Formen bringt. Ein Nachteil der hydraulischen Drei-Walzen-Symmetrie-Rollmaschine besteht darin, dass die Kanten der Platte mit zusätzlicher Ausrüstung vor dem Biegen vorgebeugt werden müssen. Diese Art von Maschine eignet sich insbesondere zum Rollen von Platten mit einer Dicke von über 50 mm. Das Design der großen Plattenwalzmaschine umfasst eine zusätzliche Reihe fester Walzen auf den beiden unteren Walzen, was den Abstand zwischen ihnen verkürzt. Diese Änderung erhöht die Genauigkeit des gerollten Werkstücks und die Gesamtleistung der Maschine.
Die Vierwalzmaschine für Blechbiegung ist vom hydraulischen Typ, wobei der obere Walzenroller als Hauptantrieb dient. Er überträgt Drehmoment auf das Blech durch das Antriebsrad des Reduktors, das mit dem oberen Walzenrad verknüpft ist. Der untere Roller kann in vertikalen Hebewegungen agieren, angetrieben durch Hydrauliköl, das auf den Kolben innerhalb des Hydraulizylinders wirkt, um das Blech zu spannen. Zudem sind die Seitwalzen auf beiden Seiten des unteren Rollers so konzipiert, dass sie sich entlang der Schienentraverse neigen können, was über ein Filamentwellengetriebe übertragen wird. Der Vorteil der Maschine besteht darin, dass sie Endvorbiegung und Rundung des Blechs auf demselben Gerät durchführen kann.

Arbeitseffizienz
Die Effizienz von Dreiwalzmaschinen ist oft geringer aufgrund der mechanischen Natur des Geräts und der Notwendigkeit manueller Eingriffe in verschiedenen Prozessen, was im Ganzen die Produktivität verringert. Im Gegensatz dazu zeigen Vierwalzmaschinen, die mit Hydrauliksystemen und CNC-Technologie (Computer Numerical Control) ausgestattet sind, erheblich höhere Motoreneffizienz bei der Verarbeitung und somit eine überlegene Gesamtarbeitsleistung. Die Ausbringungsrate der Werkstücke bei Vierwalzmaschinen ist ebenfalls deutlich höher als bei ihren Dreiwalz-Gegenstücken.
Verarbeitungspräzision
Die Verarbeitungsgenauigkeit der Dreiwalz-Maschine ist im Allgemeinen zufriedenstellend und in der Lage, die grundlegenden Anforderungen der meisten Fertigungsanlagen zu erfüllen; die Verarbeitungsgenauigkeit der Vierwalz-Maschine ist besser und ermöglicht die Herstellung von Kegeln und anderen spezialisierten Formen von Werkstücken.


Preisvergleich
Bei einem Vergleich der Modelle wird deutlich, dass die Kosten für eine Dreibachwalzmaschine im Allgemeinen geringer sind als jene für eine Vierbachwalzmaschine. Diese Diskrepanz ergibt sich daraus, dass Präzision und Effizienz einer Dreibachwalzmaschine im Allgemeinen unter denen einer Vierbachwalzmaschine liegen. Sollte die Nutzungshäufigkeit der Maschine relativ gering sein und die Präzisionsanforderungen am Werkstück nicht streng, kann die Wahl der kostengünstigeren Dreibachwalzmaschine ratsam sein. Umgekehrt bietet sich bei Produktanforderungen, die höhere Präzisionsstandards erfordern, die Vierbachwalzmaschine trotz ihrer höheren Kosten als wirtschaftlichere Option an.

Walzmaschinen sind in einer Vielzahl von Modellen erhältlich, jedes mit einer eigenen Bauart und Leistungsmerkmalen. Potenzielle Käufer von Walzmaschinen sollten sich bemühen, die Unterschiede zwischen diesen Modellen zu verstehen. Es ist entscheidend, Missverständnisse während des Kaufprozesses zu vermeiden. Ein Fehlschlag könnte dazu führen, eine Maschine zu erwerben, die nicht den betrieblichen Anforderungen gerecht wird, was deren optimale Nutzung behindert und möglicherweise zahlreiche Komplikationen im Arbeitsablauf verursacht.
Über Gary Olson
Als engagierter Autor und Editor bei JUGAO CNC spezialisiere ich mich auf die Bereitstellung von sinnvollen und praktischen Inhalten, die maßgeschneidert für die Metallbearbeitungsbranche sind. Mit jahrelanger Erfahrung im technischen Schreiben konzentriere ich mich darauf, umfassende Artikel und Tutorials anzubieten, die Herstellern, Ingenieuren und Fachleuten helfen, über die neuesten Innovationen in der Blechbearbeitung informiert zu bleiben, einschließlich CNC Pressbremsen, hydraulischen Pressen, Scheranlagen und mehr.

