















































Den Ultimate Guide til CNC Turret Punch Presses0
I denne Ultimate Guide til Cnc tårnfræs , er jeg ivrig efter at dele mine indsikter og ekspertise om dette afgørende stykke udstyr. Uanset om du er ny i verden af CNC-maskingering eller søger at forbedre dine nuværende processer, vil denne guide udstyre dig med omfattende viden om bedste praksis, optimeringsmetoder og programmeringsstrategier. Fra de grundlæggende principper for drift til tips til at maksimere effektiviteten, har jeg til formål at give en omfattende forståelse, der vil hjælpe dig med at træffe informerede beslutninger. Tilmeld dig mig, mens vi dykker ned i funktionerne, fordele og bedste praksis for at bruge CNC turret punch presses effektivt.
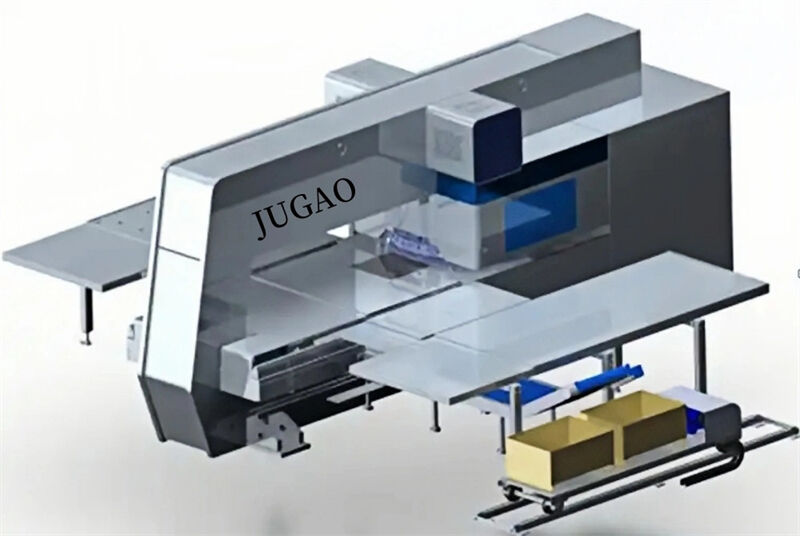
CNC turret punch er en af de hovedkategorier inden for CNC slag , det engelske navn ( Cnc tårnfræs ), forkortelse NCT. Numerisk kontroltårnfræser (NCT) integrerer maskine, elektricitet, væske og gas. Det er et trykfremstillingsudstyr til fræsing og flade trækning/forming på pladen gennem tårnfræseformen.
Indholdsfortegnelse
Funktioner
Numerisk kontroltårnfræser (NCT) består af en computerstyringssystem, mekanisk eller hydraulisk kraftsystem, servoforespændningsmekanisme, formbibliotek, formvalgsystem, omgivelser programmeringssystem osv.
Numerisk kontroltårnfræser (NCT) er et behandlingsprogram, der er kompileret af programmeringssoftwaren (eller manuelt). Servoforespændningsmekanismen sender pladen til den position, der skal behandles. Samtidig vælger formvalgsystemet den tilsvarende form i formbiblioteket, og hydrauliske kraftsystemet trykker efter programmet for at automatisk fuldføre arbejdsstykkets behandling.
Klassifikation
Numerisk kontroltårnspænder (NCT) er opdelt i fuldelektriske servo CNC tårnspænder, mekaniske CNC tårnspænder (flyhjuls-CNC-tårnspænder) og hydrauliske CNC tårnspænder.
Blant disse er den fuldelektriske servo CNC tårnspænder en helt ny type spændemaskine. Enheden anvender servo-motor direkte drivteknologi, hvilket giver den fordelene ved en simpel, moden og pålidelig mekanisk hoveddrivstruktur. Samtidig har den bedre egenskaber end en hydraulisk hoveddriv. Den besidder betydelige funktioner og kraftige muligheder. Enheden er udstyret med en fuldelektrisk servo intelligent spænder, der kan opnå forskellige processer såsom spændning, formgivning, bøjning og gravering.
Mekaniske tårnspænder bruges vidt omkring på grund af deres langsigtede stabilitet, længere levetid og lavere pris sammenlignet med fuldelektriske servo CNC tårnspænder; men de falder meget bagud når det kommer til effektivitet og funktionalitet.
Hydrauliske tornpunchpresser er gradvist blevet mindre populære på grund af kravet om forbrændbart hydraulolie og deres udelukkelse fra højtemperatursmiljøer.

Bevægelsesakse
X-akse: Den servo-drivne akse, der flytter arbejdsstykket i retningen vinkelret på længden af bordet
Y-akse: Servo-drivne akse, der flytter arbejdsstykket i retningen parallel med længden af bordet
A-akse: Rotations-tornbaseret værktøjsmagasin, der vælger rotéringsaksen for formen
C-akse: Rotationsaksen til automatisk formindeksning, som kan rotere formen i enhver vinkel
Bearbejdningsmetoder
1. Enkelt-punching: Færdiggør punchning i én gang, herunder lige linje fordeling, bue fordeling, periferi fordeling og gitterhul punchning.
2. Kontinuerlig punchning i samme retning: Ved hjælp af rektangulære former til delvis overlappende bearbejdning, kan lange huller og kantbearbejdning behandles.
3. Flerretningskontinuerligt pres: bearbejdningmetoden ved brug af små former til at behandle store huller.
4. Nibbling: Brug af en lille rund form til at presse arkussen kontinuerligt i små skridt.
5. Enkeltforming: bearbejdningmetoden, der former på én gang ved hjælp af formens design ved let træk.
6. Kontinuerlig forming: formingbearbejdning metoder, der er større end formstørrelsen, såsom store lukker, rullende ribber og rullende trin.
7. Array forming: behandling af flere ens eller forskellige arbejdsstykker på et stort plade.

Behandlingsstation
Generelt opdeles turretsformen efter den diameter på huller, som de kan behandle, hvilket letter valget af form. De opdeles typisk i fem klasser: A, B, C, D og E.
Klasse A (1⁄2 tommer) station: Behandler huller fra Φ1,5 til Φ12,7 millimeter.
Klasse B (1-1⁄2 tommer) station: Behandler huller mindre end Φ31,7 millimeter.
Klasse C (2 tommer) station: Behandler huller mindre end Φ50,8 millimeter.
Klasse D (3-1/2 tommer) station: Bearbejdelsesområde mindre end Φ88.9 millimeter
Klasse E (4-1/2 tommer) station: Bearbejdelsesområde mindre end Φ114.3 millimeter
Normalt, når det er nødvendigt at skifte den tilfældige konfiguration, følges de følgende omskrivninger: 1D = 8A = 4B = B + C.

Anvendelsesindustri
Vores produkter finder bred anvendelse i kolde pressebearbejdningssektorer, herunder elektrisk udstyr, kassekabinetter, facadedyrkninger, husholdningsapparater, elevatorindustrien, brandørproduktion, luftkonditionering, køkkenapparater, kontorudstyr, hardware-møbler, medicinsk maskineri og belysningsanordninger blandt andre. Den enkelte pressemetode og den nibbling-pressemetode bruges til at presse huller og dele af forskellige former og størrelser, hvilket er særlig egnet til presningen af en række mellem- og småserier eller enkeltstykker af plader.

Om Gary Olson
Som dedikeret forfatter og redaktør for JUGAO CNC specialiserer jeg mig i at levere dybdegående og praktisk indhold tilpasset metalbearbejdningssektoren. Med flere års erfaring indenfor teknisk skrivning fokuserer jeg på at udgive grundige artikler og tutorials, der hjælper producenter, ingeniører og professionelle med at blive vedkommende om de nyeste innovationer inden for pladebearbejdning, herunder CNC pressebøjere, hydrauliske presser, skæremaskiner og mere.

