















































Frit isometrisk justering af pressebøjlemåler

Frit lige højdejustering (formhøjde forjustering)
Formål: At sikre, at de øverste og nederste former er på samme højde i en fri stat, for at undgå bøjefejl eller formskade forårsaget af ulige kræfter.
1. Forberedelse
Slå maskinens strøm fra, installér de øverste og nederste former og fæst dem forløbende.

Ryd olie eller fremmede stoffer fra formoverfladen og sikr, at kontaktfladen er plan.
2. Manuelt justering af højde
Fjern de øverste former på venstre og højre side.

Brug en mikrometer eller laserskanner til at måle højden af nøglepunkterne på de øverste og nederste former (normalt de fire hjørner og midten).

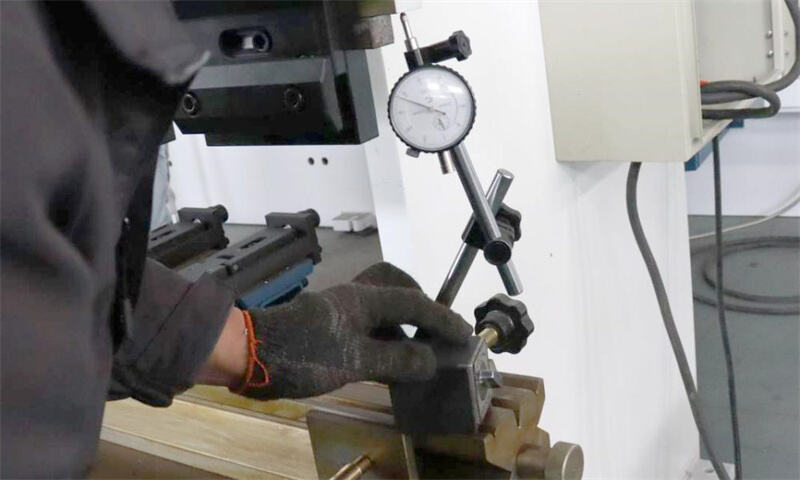
Ved manuel justering af ligheds-højdeboltene (eller pufferplader) på formbunden skal højdefejlen for hver målepunkt på de øverste og nederste former være ≤0,02 mm.


Efter at have antrukket justeringsbolden, gentager du testen for at forhindre afvigelse forårsaget af løslægning.
3. Kontroller frihed og højde
Rotere maskinen manuelt for at observere, om øvre og nederste former er i lige kontakt, når de lukkes.
Brug en tyndskiver til at kontrollere formafstanden efter lukning for at sikre, at der ikke er lokal overtightning eller afstande.

Forsigtighedsforanstaltninger
1. Sikker drift: Slå sikker poweren fra før justering, og brug beskyttende handsker og sikkerhedsglasöger.
2. Værktøj valg: Højpræcise måleværktøjer (som mikrometer, laserskannere) er foretrukne.
3. Trin-for-trin verifikation: Hver enkelt justeringstrin skal verificeres ved prøvefolding for at undgå kumulative fejl.
4. Udstyrsmåligheder: Forskellige typer af bøjemaskiner kan bruge mekaniske/hydrauliske kompensationsmetoder, hvilket kræver henvisning til udstyrshåndbogen for justering.
Gennem systematisk justering af ovenstående trin kan bøjepreciseringen (vinkelfejl ≤ 0.5°) og formgørsliv modnes betydeligt forbedres, og materialspild og udstyrsudgift kan reduceres. I praktisk drift er det nødvendigt at handle fleksibelt baseret på erfaring, f.eks. for tykke plader eller højstyrke-materialer skal trykkompensationen øges passende.

