















































Nejvyšší průvodce CNC věžovými děrkači0
V tomto úplném průvodci Cnc rotární perforační soustružnice , jsem nadšen, že mohu sdílet své předběžné poznatky a odborné znalosti na této klíčové výrobní technice. Ať už jste nováčkem v oblasti CNC obrábění nebo hledáte způsoby, jak vylepšit své současné procesy, tento průvodce vás vybaví komplexními znalostmi o nejlepších postupech, optimalizačních technikách a programovacích strategiích. Od základních principů provozu po tipy pro maximalizaci efektivity se snažím poskytnout celkové porozumění, které vám pomůže při rozhodování. Připojte se ke mně, zatímco se ponoříme do funkcí, výhod a nejlepších postupů pro efektivní používání CNC rotujících děrkovačů.
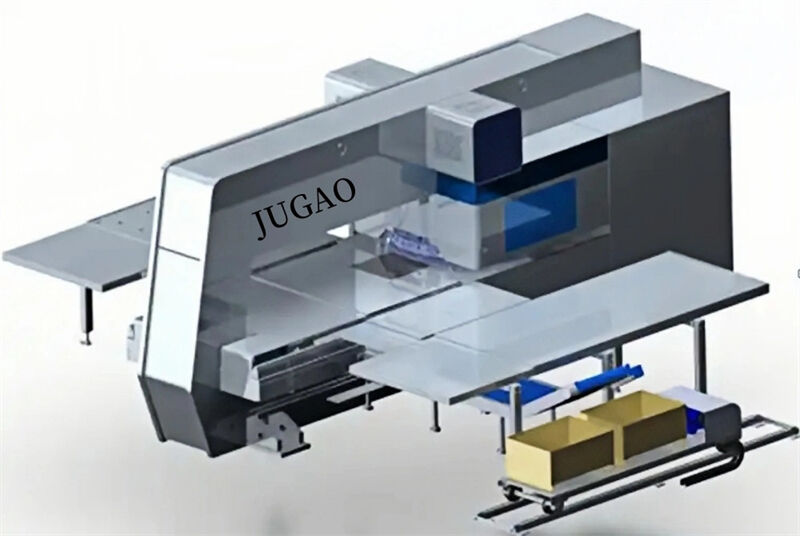
CNC rotující děrkovač patří mezi hlavní kategorie CNC kliče , anglický název ( Cnc rotární perforační soustružnice ), zkratka NCT. Numerická kontrola věžového vyřezávače (NCT) integruje stroj, elektřinu, kapaliny a plyn. Je to zařízení pro tlačné zpracování kovových desek pomocí věžového nástroje na vyřezávání a mělkou tvarovou formaci.
Obsah
Vlastnosti
Numerická kontrola věžového vyřezávače (NCT) se skládá ze systému počítačové kontroly, mechanického nebo hydraulického pohonového systému, servomechanismu na krmení, knihovny nástrojů, systému pro výběr nástrojů a okrajového programovacího systému atd.
Numerický věžový vyřezávač (NCT) má zpracovací program složený pomocí programovacího softwaru (nebo ručně). Servomechanismus na krmení přesune list do pozice určené k zpracování. Zároveň systém pro výběr nástrojů vybere odpovídající nástroj z knihovny a hydraulický pohonový systém provede podle programu automatické zpracování dílu.
Klasifikace
Středová vrtací stanice s číslicovým ovládáním (NCT) se dělí na plně elektrickou servovypalovou středovou vrtací stanici, mechanickou středovou vrtací stanici s číslicovým ovládáním (vrtací stanice s číslicovým ovládáním s hmotným kolkem) a hydraulickou středovou vrtací stanici s číslicovým ovládáním.
Z nich je plně elektrická servovypalová středová vrtací stanice nový typ vrtací stanice. Zařízení využívá technologii přímého pohonu servomotoru, čímž zachovává výhody jednoduché, zrnoité a spolehlivé mechanické hlavní struktury pohonu. Zároveň má lepší charakteristiky než hydraulický hlavní pohon. Má významné rysy a mocné funkce. Zařízení je vybaveno úplně elektrickým servointeligentním vrtákem, který dokáže provádět různé procesy, jako jsou vrtání, tvarování, ohýbání a gravérování.
Mechanické středové vrtací lisovny jsou široce využívány díky jejich dlouhodobé stabilitě, trvanlivosti a nižší céně ve srovnání s plně elektrickými servovypalovými CNC středovými vrtacími lisovnami; však zaostávají významně v efektivitě a funkcionalitě.
Hydraulické věžové perforátory postupně přicházejí mimo milost kvůli požadavku na spotřební hydraulické oleje a jejich neschopnosti fungovat v vysokoteplotních pracovních prostředích.

Osa pohybu
Osa X: servovodná osa, která pohybuje pracovním kusem ve směru kolmém na délku lůžka.
Osa Y: servovodná osa, která pohybuje pracovním kusem ve směru rovnoběžném s délkou lůžka.
Osa A: rotující věžový nástrojový archiv vybírá otočnou osu nástroje.
Osa C: otočná osa pro automatické indexování nástrojů, která může otáčet nástroj pod jakýmkoli úhlem.
Způsoby zpracování
1. Jednoduché perforace: dokončení perforace jedním průchodem, včetně lineárního rozložení, kruhového rozložení, obvodového rozložení a perforace mřížkovitých děr.
2. Kontinuální perforace ve stejném směru: pomocí obdélníkových forem je možné použít částečně překrývající se zpracování k vytvoření dlouhých děr a střihu okrajů.
3. Vícestranné spojité děrání: zpracovací metoda používající malé formy k vytvoření velkých děr.
4. Nibling: Použití malého kulatého nástroje pro spojité děrání oblouku v malém kroku.
5. Jednorázové tvarování: zpracovací metoda, při které dochází ke tvarování jedním tahem podle tvaru formy pomocí mělkého tažení.
6. Spojeité tvarování: tvarovací metody, které jsou větší než velikost formy, jako jsou velké lišty, valčiny a valené stupně.
7. Pole tvarování: zpracování více stejných nebo různých dílů na velké desce.

Zpracovací stanice
Obvykle je klasifikace děrnic podle průměru děr, které mohou zpracovávat, což usnadňuje výběr nástroje. Jsou obvykle rozděleny do pěti tříd: A, B, C, D a E.
Třída A (1⁄2 palce) stanice: Rozsah zpracování od Φ1,5 do Φ12,7 milimetrů
Třída B (1-1⁄2 palce) stanice: Rozsah zpracování méně než Φ31,7 milimetrů
Třída C (2 palce) stanice: Rozsah zpracování méně než Φ50,8 milimetrů
Stanice třídy D (3-1/2 palec): Rozsah zpracování méně než Φ88,9 milimetrů
Stanice třídy E (4-1/2 palec): Rozsah zpracování méně než Φ114,3 milimetrů
Obvykle, když je nutné změnit náhodnou konfiguraci, jsou sledovány následující převody: 1D = 8A = 4B = B + C.

Aplikační odvětví
Naše produkty nalezly široké uplatnění v průmyslu studeného razení, včetně elektrického zařízení, nosných skříní, dekorativních fasád, bytových spotřebičů, výtahového průmyslu, výroby požárních dveří, klimatizačních systémů, kuchyňských spotřebičů, kancelářského vybavení, kovového nábytku, lékařské techniky a osvětlení. Používají se jednoduché a frézovací metody razení pro vytváření otvorů a částí různých tvarů a velikostí, což je zejména vhodné pro razení středně velkých sérií nebo jednotlivých plechů.

O Gary Olsonovi
Jako věnovaný autor a redaktor pro JUGAO CNC se specializuji na přinášení podrobného a praktického obsahu upraveného pro průmysl metalurgie. S lety zkušeností v technickém psaní se zaměřuji na poskytování hlubokých článků a návodů, které pomáhají výrobci, inženýrům a odborníkům být informovaným o nejnovějších inovacích v oblasti zpracování plechu, včetně CNC klepadel, hydraulických tlačítek, střihacích strojů a dalších.

