















































Volná izometrická úprava střechového lisu

Volná regulace stejné výšky (přednastavení výšky formy)
Účel: Zabezpečit, aby horní a dolní forma měly ve volném stavu stejnou výšku, aby se vyhnuly chybám při ohýbání nebo poškození formy způsobenému nerovnoměrnou silou.
1. Příprava
Vypněte zařízení, nainstalujte horní a dolní formu a předběžně je pevně utěsněte.

Vyčistěte olej nebo cizí látky na povrchu formy a ujistěte se, že je kontaktová plocha rovinná.
2. Ruční nastavení výšky
Odstraňte horní formy zleva i zprava.

Pomocí mikrometru nebo laserového detektoru změřte výšku klíčových bodů horních a dolních forem (obvykle čtyři rohy a střed).

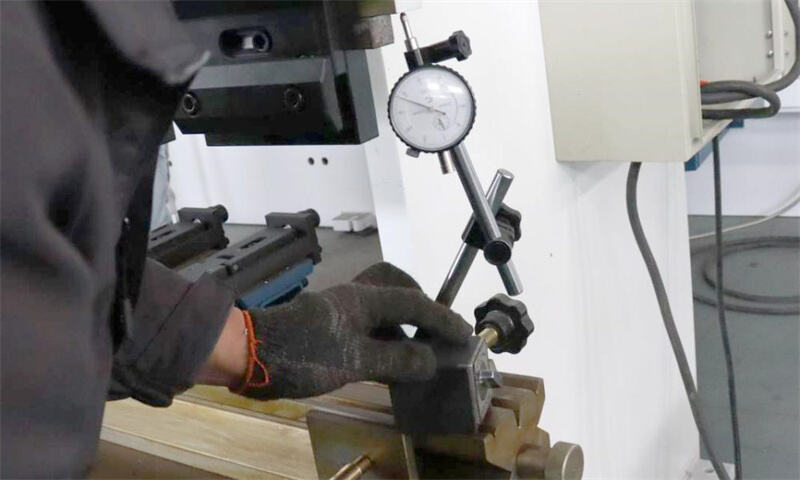
Ručním přizpůsobením rovnovýškových šroubů (nebo polštářků) na podstavě formy dosažete, aby byla výšková chyba každého měrného bodu horních a dolních forem ≤0,02 mm.


Po upevnění regulacního šroubu znovu otestujte, abyste zabránili odchylkám způsobeným povolením.
3. Ověřte pohyblivost a výšku
Ručně otáčejte stroj, abyste pozorovali, zda jsou horní a dolní formy při zavření rovnoměrně v kontaktu.
Použijte cítivý pruh ke kontrole mezer formy po uzavření, abyste zajistili, že není žádné místní přetahování ani mezery.

Varování
1. Bezpečná operace: Než začnete s úpravami, určitě vypněte proud a nosťte ochranné rukavice a brýle.
2. Výběr nástrojů: Preferujte měřicí nástroje s vysokou přesností (například mikrometry, laserové detektory).
3. Postupná kontrola: Každý krok úpravy musí být ověřen vyzkoušením sčítání, aby se vyhnul kumulativním chybám.
4. Rozdíly zařízení: Různé modely ohybovacích strojů mohou používat mechanické/hydraulické metody kompenzace, které vyžadují referenci k manuálu zařízení pro úpravu.
Díky systémové úpravě výše uvedených kroků lze významně zvýšit přesnost ohýbání (chyba úhlu ≤ 0,5°) a životnost nářadí, a současně snížit ztrátu materiálu a poškození zařízení. V praktické činnosti je třeba agilně reagovat na základě zkušeností, například u tlustých desek nebo materiálů s vysokou pevností je třeba zvýšit kompenzační tlak.

