















































Безплатна изометрична настройка на формата за гнете

Свободна корекция на равната височина (предварителна корекция на височината на формата)
Цел: Да се гарантира, че горната и долната форма имат еднаква височина в свободно състояние, за да се избегнат грешки при извиването или повреди на формата, причинени от неравномерна сила.
1. Подготовка
Изключете енергията на устройството, инсталирайте горната и долната форма и ги закрепете предварително.

Причистете масло или чужди вещества от повърхността на формата и уверете се, че контактната повърхност е равна.
2. Ръчна корекция на височината
Премахнете горните форми от двете страни.

Измерете височината на ключовите точки на горната и долната форма (обикновено четирите ъгъла и средата) с микрометър или лазерен детектор.

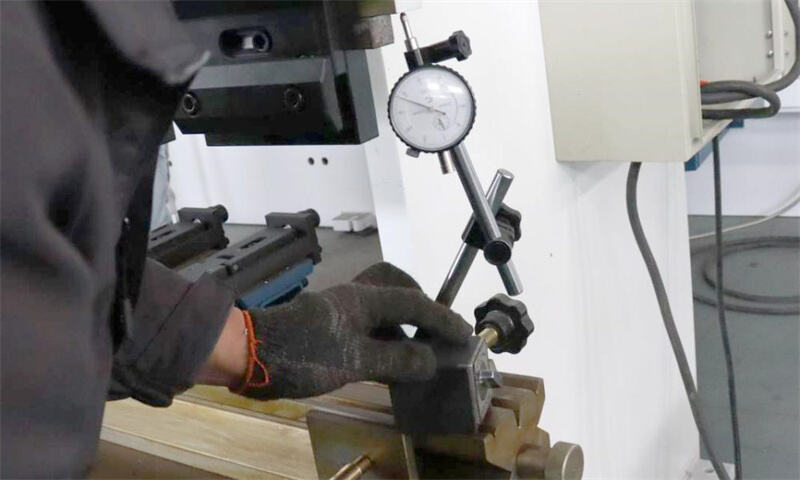
Чрез ръчно регулиране на болтовете (или прокладките) за равновесие по височина на базата на формата, грешката в височината на всеки измерващ пункт между горната и долната форма трябва да е ≤0.02мм.


След като стиснете регулиращата връвка, извършете повторно тестiranе, за да предотвратите отклоненията, причинени от ослабването.
3. Проверете свобода и височина
Ръчно завъртайте машината, за да наблюдавате дали горната и долната форма са в равномерен контакт при затваряне.
Използвайте пробна лента, за да проверите формното пространство след затваряне, за да се гарантира, че няма локално прекалено стегляне или размеждания.

Предпазни бележки
1. Безопасна операция: Преди настройката уверете се, че сте изключили мощността и носете защитни перчатки и очила.
2. Избор на инструменти: Предпочитани са инструменти с висока точност за мерене (например микрометри, лазерови детектори).
3. Постепена проверка: Всяка стъпка от настройката трябва да бъде потвърдена чрез пробно свиване, за да се избегнат натрупани грешки.
4. Разлики в оборудването: Различните модели на свивачни машини може да използват механични/хидравлични методи за компенсация, които изискват-reference до ръководството по оборудването за настройка.
Чрез системната настройка на горепосочените стъпки, точността при ломене (грешка в ъгъла ≤ 0.5°) и срока на служба на формите могат значително да се подобрят, като се намалява отпадъците от материала и загубите на оборудването. При реалното изпълнение е необходимо да се действа гъвкаво според опита, например за толщи плочки или материал с висока твърдост, количеството на компенсация на натискането трябва да се увеличи уместно.

